Инструкционная карта 31
")
Учебно-производственные задания.
I — предварительные опробования нового резака, II — правила эксплуатации резаков, III — неисправности резаков и методы их устранения, IV — советы по ремонту некоторых подробностей резаков.
Цель заданий: купить навыки в определении неисправностей в работе резаков и мочь их скоро и безопасно ликвидировать, мочь верно эксплуатировать резаки.
Оснащение рабочего места. Пост для газовой резки; сумка со следующим инструментом: ключи гаечные двусторонние; отвертка; плоскогубцы для обвязки шлангов проволокой; напильник плоский личной длиной 150 мм для зачистки наружных поверхностей мундштуков от брызг металла; молоток; проволока бронзовая и стержни металлические полированные для прочистки отверстий инжекторов; стержни древесные (березовые) диаметром 8—10 мм для полирования и прочистки выходных каналов наружных мундштуков, и металлические калибровки для исправления геометрии каналов; стержни металлические полированные для калибровки и прочистки каналов внутренних мундштуков; притиры чугунные для седел вентилей, шланговых штуцеров, мундштуков; зенкеры для исправления изношенных седел вентилей резаков; нож перочинный.
Материалы: проволока металлическая мягкая диаметром 1,5 мм для закрепления шлангов на ниппелях (при отсутствии хомутиков), полотно наждачное с зернистостью 120, 150 и 220 на тканевой базе, мел узкого помола для полирования отверстий мундштуков, абразивный порошок с зернистостью 180 и 220 для полирования и притирки.
I. Предварительные опробования нового резака
1. Взять новый резак и проверить: комплектность в соответствии с отправочной спецификацией завода-изготовителя, наличие запасных частей, наличие гаечных ключей.
2. Ознакомиться с инструкцией по эксплуатации.
3. Проверить внешним осмотром исправность уплотнительных поверхностей у шланговых штуцеров, внутренних и наружных мундштуков.
4. Закрепить маховичковые гайки на шпинделях вентилей.
5. Открыть и закрыть пара раз вентили для регулировки количества подаваемого кислорода, горючего газа и режущего кислорода. Шпиндели должны вращаться в сальниках вольно без особенных упрочнений.
6. Убедиться в исправности всех узлов и деталей резака.
7. Испытать резак на разряжение (подсос) в ацетиленовых каналах.
7.1. Выбрать по паспорту внутренний и наружный мундштуки в зависимости от толщины разрезаемой стали.
7.2. Ввернуть в головку резака внутренний и наружный мундштуки так, дабы выдержать равномерный кольцевой зазор.
7.3. Надеть на кислородный шланговый ниппель шланг от источника кислорода и надежно закрепить.
7.4. Установить требуемое на редукторе давление кислорода в соответствии с указаниями паспорта резака.
7.5. Открыть ацетиленовый вентиль, после этого — вентиль подогревающего кислорода. Вентиль режущего кислорода должен быть закрыт.
7.6. Проверить разряжение в ацетиленовом канале резака, которое легко обнаруживается прикосновением пальца к ацетиленовому ниппелю.
7.7. При отсутствии разряжения закрыть вентиль подогревающего кислорода и выяснить величину отсутствия подсоса. Для этого отвернуть накидные гайки и снять наконечник с корпуса Вывернуть инжектор, осмотреть отверстие, при необходимости — прочистить. Вывернуть наружный мундштук, просмотреть каналы в головке и отверстие в смесительной камере. Каналы наконечника и головку резака продуть воздухом.
Открыть на корпусе резака вентиль подогревающего кислорода и проверить, выходил ли кислород из центрального канала посадочного седла под инжектор.
7.8. Поставить наружный мундштук и инжектор на собственные места в наконечник. Наконечник присоединить к корпусу.
7.9. Совершить повторное опробование на подсос в вышеуказанной последовательности.
7.10. При отсутствии разряжения у резаков с размещением инжектора в головке резака выполнить следующие операции: вывернуть наружный мундштук; проверить каналы в головке, для чего открыть вентиль подогревающего кислорода и убедиться в свободном выходе кислорода из канала а\ в случае если кислород не хорошо либо совсем не вытекает из канала, отвернуть заглушку и отверткой вывернуть инжектор; прочистить каналы смесительного устройства и инжектора в головке; проверить и убедиться, что кислород поступает к инжектору; установить инжектор, завернуть заглушку, поставить на место наружный мундштук.
Произвести повторное опробование резака на подсос. Опробования проводить со всеми мундштуками любой раз перед началом работы и при смене мундштуков.
7.11. При получении повторных неудовлетворительных опробований резак сдать на склад либо в ремонт.
7.12. Допустить резак к предстоящей эксплуатации при условии, что имеется хорошая инжекция в ацетиленовых каналах.
II. Правила эксплуатации резаков
Перед тем как приступить к работе.
1. Продуть шланги сжатым газом с целью удаления из них небольших посторонних частиц, каковые смогут засорить другие каналы и инжектор резака.
2. Присоединить к кислородному ниппелю шланг для подачи кислорода.
3. Закрепить кислородный шланг при помощи особого хомутика либо проволокой.
4. Проверить разряжение в ацетиленовых каналах.
5. Присоединить к ниппелю ацетиленовый шланг (окрашен в красный цвет) и закрепить особым хомутиком.
6. Положить готовый к работе резак на чистый стол газорезчика (газосварщика).
7. Проверить уровень воды в водяном затворе и еще раз убедиться в герметичности всех соединений в шлангах, редукторе, вентиле баллона и т. п.
8. Зажечь и отрегулировать подогревающее пламя.
8.1. Установить рабочее давление по исправному манометру редуктора в соответствии с установленными номерами внутреннего и наружного мундштуков (в соответствии с паспортными данными).
8.2. Открыть на ‘/4 оборота вентиль подогревающего кислорода и на один оборот ацетиленовый вентиль, зажечь горючую смесь.
8.3. Всецело открыть вентиль режущего кислорода, ацетиленовый и кислородный вентили и проверить запас ацетилена: протяженность средней светящейся территории пламени обязана равняться приблизительно четырем длинам ядра (это соответствует приблизительно 10%-ному избытку ацетилена в пламени).
8.4. Установить обычное пламя.
8.5. Проверить правильность формы подогревающего пламени: пламя должно иметь форму кольца однообразной ширины по всему периметру со ярким, ярко очерченным ядром; нормально отрегулированное пламя в резаках, имеющих мундштуки с несколькими отверстиями, должно иметь отдельные факелы пламени однообразной формы со яркими, ярко очерченными ядрами.
8.6. При неправильной формы ядра пламени прочистить и продуть выходные каналы мундштуков. Каналы прочистить древесными, алюминиевыми либо металлическими полированными иглами.
8.7. Закрыть и открыть пара раз вентиль режущего кислорода. Струя режущего кислорода не должна оказывать заметного влияния на форму подогревающего пламени.
На протяжении работы.
1. Регулировать пламя до заданного состава смеси (с избытком ацетилена, обычное) по мере нагрева мундштука, не переставая работы.
2. В случае если окажется, что ацетиленовый вентиль открыт всецело, а пламя имеет избыток кислорода, срочно прекратить резку; погасить пламя, закрыв сперва ацетиленовый вентиль, а после этого кислородный.
3. Охладить головку резака в чистой воде.
4. При появления постоянных хлопков (показывает на то, что может появиться обратный удар пламени) скоро закрыть ацетиленовый вентиль, после этого кислородный и головку мундштука охладить в чистой воде.
5. При обратного удара пламени (проникновения горючей смеси в каналы резака) мгновенно погасить пламя и охладить резак в чистой воде.
В случае если несвоевременно перекрыть доступ ацетилена в головку резака и смесительную камеру, то значительно чаще резак выходит из строя: сгорают трубки горючей смеси, резиновые уплотнительные кольца, расплавляется смесительная камера, у резаков с размещением инжектора в головке сгорают мундштуки, инжектор и оплавляются каналы инжекторного устройства в головке.
Резаки, трудящиеся на газах — заменителях ацетилена
1. испытания и Предварительный осмотр на разряжение проводятся в той же последовательности, что и для резаков, трудящихся на ацетилене.
2. Правила эксплуатации (зажигание, гашение и регулировка пламени) подобны подобным операциям для резаков, трудящихся на ацетилене.
Вставные резаки
1. Проверка на разряжение. Регулировка пламени, гашения пламени и последовательность зажигания у вставных резаков подобны рассмотренным резакам, но ввод в причины и эксплуатацию отсутствия подсоса разны.
2. При отсутствии подсоса выполнить следующие операции.
2.1. Отсоединить наконечник, отвернув накидные гайки.
2.2. Вывернуть из наконечника инжектор, осмотреть, не забиты ли его каналы, в случае если нужно — прочистить.
2.3. Вывернуть мундштук, осмотреть канал а, продуть трубку и смесительную камеру горючей смеси воздухом.
2.4. Проверить отсутствие утечки газа через уплотняющую поверхность ниппеля в месте соединения его с корпусом.
2.5. Прочистить, продуть канал б и убедиться, что газ выходит из центрального канала посадочного седла под инжектор.
2.6. Поставить наружный мундштук и отцентрировать его по отношению к внутреннему мундштуку, ввернутому в корпус головки.
2.7. Присоединить наконечник к корпусу вставного резака при помощи накидных гаек .
2.8. Присоединить вставной резак к корпусу горелки накидной гайкой, имеющей уплотнительное резиновое кольцо.
2.9. Испытать резак на подсос. При хороших итогах опробований подсоединить ацетиленовый шланг к горелке и зажечь подогревающее пламя.
2.10. Открыть вентиль (по окончании регулировки пламени), подать струю режущего кислорода в головку резака через трубку. Убедиться, что струя не оказывает заметного действия на форму пламени.
2.11. Выполнять обслуживания и правила эксплуатации тех резаков, на базе которых созданы вставные резаки.
III. Неисправности резаков и методы их устранения
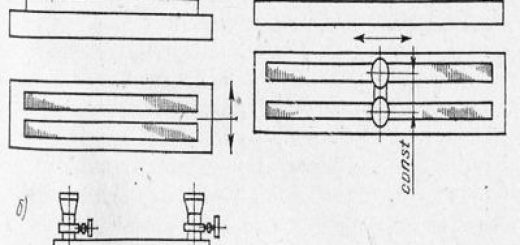
1. При концентричном размещении внутреннего и наружного мундштуков резака подогревающее пламя имеет яркость и правильную форму по всей окружности, а струя режущего кислорода проходит через центр пламени в виде чёрной полосы.
2. Сдвиг внутреннего мундштука по отношению к наружному либо наклонное сверление выходного канала на внутреннем мундштуке приводят к смещению струи режущего несимметричности и кислорода подогревающего пламени, в этом случае рез получается односторонним.
3. Износ выходного канала наружного мундштука (обгорание стенок канала) ведет к образованию пламени в форме «метлы»; понижается верхние кромки и скорость резки металла оплавляются больше.
4. Износ выходного канала внутреннего мундштука дает завихренную форму режущей струи и подогревающего пламени, глубина реза понижается, а ширина его возрастает.
5. Попадание в канал внутреннего мундштука посторонних частиц ведет к образованию струи режущего кислорода в форме ласточкина хвоста, в этом случае получается косой недопустимое уширение и рез реза в нижней части.
6. Отсутствует частые хлопки и запас ацетилена.
6.1. Неплотная посадка инжектора на седле корпуса либо на уплотнительной поверхности головки.
6.2. Замусоривание каналов мундштука, смесительной камеры либо инжектора: продуть каналы в направлении, обратном потоку газа при обычной работе резака либо прочистить бронзовой проволокой.
6.3. Недостаточное давление кислорода: проверить и установить требуемое давление по манометрам редукторов в соответствии с паспортным данным мундштука.
6.4. Мало либо громадно расстояние L между торцами смесительной камеры и инжектора: вывернуть инжектор на 0,5—1,0 оборота либо ввернуть его.
6.5. Громадный диаметр выходного канала инжектора: заменить инжектор годным.
6.6. Плоский торец инжектора перекрывает ацетиленовый канал в следствии проседания седла корпуса либо неправильного изготовления инжектора (глубокая выточка): поменять корпус резака либо заменить инжектор.
6.7. трубки и Перегрев мундштука горючей смеси при продолжительной работе резака: охладить в чистой воде.
7. Постоянные хлопки пламени при пуске струи режущего кислорода.
7.1. Нехорошее уплотнение внутреннего мундштука, в следствии чего в каналы горючей смеси попадает режущий кислород: подтянуть внутренний мундштук.
7.2. Уплотнительная поверхность головки внутреннего либо наружного мундштука имеет задиры либо забоины: зачистить либо поменять эти подробности при неосуществимости устранения этих недостатков.
8. Пламя горит нормально, но через некое время в нем появляется то избыток кислорода, то избыток ацетилена.
8.1. Изменение давления ацетилена либо кислорода в следствии неисправности линии подачи газов: проверить, продуть и слить скопившуюся воду в шлангах.
9. Подогревающее пламя меняет форму.
9.1. Конический клапан шпинделя закатан слабо и качается в продольном направлении, в следствии чего при трансформации положения резака он то перекрывает проходное отверстие, то открывает его: обжать клапан либо поменять его.
9.2. Вода в шланге: слить воду.
10. Новый набитый сальник пропускает газ через несколько суток работы.
10.1. Цилиндрическая поверхность шпинделя имеет забоины и задиры, разрушающие сальниковую набивку: зачистить задиры наждачной бумагой с зернистостью 220.
10.2. Не хорошо парафинирован асбест либо кожаные кольца: на сальник нанести смазку ЦИАТИМ-221 (маслом смазывать категорически запрещается).
10.3. Латунное сальниковое кольцо, на которое опирается сальниковая набивка, прогнулось в сторону резьбы шпинделя.
10.4. Сальник набит односторонне, в следствии чего происходит отжим шпинделя и образуется зазор между шпинделем и сальником: отвернуть сальниковую гайку, вынуть сальник и набить новый.
11. Поворот шпинделя требует приложения больших упрочнений.
11.1. Очень сильно затянута сальниковая гайка: ослабить сальниковую гайку, проверить обмыливанием герметичность соединения.
11.2. Цилиндрическая часть шпинделя согнута: вынуть шпиндель, осмотреть и при неосуществимости выпрямления заменить новым.
11.3. На резьбе шпинделя либо резьбе сальниковой гайки задиры: исправить плашкой резьбу шпинделя либо резьбу гайки метчиком, обезжирить, нанести смазку ЦИАТИМ-221 и собрать вентиль.
11.4. На резьбе шпинделя либо резьбе корпуса задиры либо забоины: прогнать плашкой резьбу шпинделя либо резьбу корпуса метчиком и удалить стружку. Собрать шпиндель.
11.5. Кожаное кольцо очень сильно сжато сальниковой гайкой и тормозит вращение шпинделя: развернуть шпиндель пара раз.
12. В месте ввертывания заглушки в головку резака выходит кислород.
12.1. Заглушка затянута неплотно либо на уплотни-тельных поверхностях имеются задиры: подтянуть заглушку, исправить недостатки уплотнительных поверхностей.
13. Отсутствует подача ацетилена.
13.1. Ниппель не довернут до упора в корпус: завернуть ниппель в корпус.
13.2. Закрыть вентиль горючего газа: открыть вентиль.
IV. Советы по ремонту некоторых подробностей резаков
головка и Мундштуки резака
1. Удалить нагар и копоть со стенок наружного мундштука древесным стержнем диаметром 8—10 мм, заточенным на конус, после этого протереть салфеткой.
2. Маленькую конусность выходного отверстия мундштуков исправить подрезкой торца мундштука напильником. Зачистить полированием и наждачной бумагой мелом. При громадной конусности выходного отверстия мундштуки бракуются.
3. Недостатки на уплотнительных поверхностях мундштуков в виде поверхностных (до 0,2 мм) вмятин, царапин и задиров выводить чугунными притирамивручную вращением мундштука в правую и левую стороны. На притираемую поверхность предварительно нанести наждачный порошок с зернистостью 200.
4. Царапины и риски в каналах вывести (в случае если нереально изготовить новые мундштуки либо взять запасные) при помощи металлических цилиндрических калибровок . Диаметры калибровок должны быть равны диаметрам выходных отверстий мундштуков.
5. Оплавленную торцовую поверхность наружного мундштука подрезать напильником на 0,5—1 мм, зачистить наждачной бумагой и отполировать мелом. В обязательном порядке подрезать на эту же внутренние мундштуки и величину.
6. Внимание! Головку резака с увеличенным диаметром D (образуется в следствии расширения наружным мундштуком при весьма сильной его затяжке) уп-лотнительного конуса забраковать и целый резак послать на капремонт. Нужно не забывать, что работа с неисправным резаком (негерметичные соединения) ведет к появлению хлопков и обратных ударов.
смесительная камера и Инжектор
1. нагар и Копоть на внутренних каналах удалить при помощи металлических калибровочных стержней, подобранных по диаметру отверстий.
2. Проверить правильность посадки инжектора на седло корпуса резака либо на посадочное место в головке резака. Неплотности в этих соединениях приводят к тому, что кислород начинает поступать в полость и ацетиленовую полость, в следствии чего нарушается инжекция и появляются хлопки и обратные удары.
Вентили
1. Устранить пропуск кислорода либо ацетилена (горючего газа) из-под сальникового круглого резинового кольца.
1.1. Разобрать вентиль.
1.2. Собрать вентиль в таковой последовательности: на шпиндель надеть новое резиновое уплотнительное кольцо, кольцо, кожаную прокладку, смазать смазкой ЦИАТИМ-221. Ввернуть шпиндель в сальниковую гайку до упора с ее торцом.
С опаской навернуть сальниковую гайку на штуцер корпуса, поставить на место маховичок. Отступление от указанной последовательности ведет к порче резака потому, что, не ввернув до конца шпиндель на сальниковую гайку, навертывают гайку на штуцер. В следствии шарик шпинделя (уплот-нительный конус) упирается в седло вентиля и при предстоящем завинчивании сальниковой гайки происходит продавливание седла либо срыв резьбы штуцера корпуса.
Затем резак уже не может быть восстановлен.
2. Устранить пропуск газа между сальниковой гайкой и шпинделем.
2.1. Подтянуть сальниковую гайку для уплотнения сальника.
2.2. В случае если подтягивание гайки не устранило пропуск газа, направляться выполнить следующее: отвернуть маховичковую гайку, снять маховичок, вывернуть сальниковую гайку, кольцо, дополнительно набить сальник парафинированными кожаными кольцами либо вынуть изношенную ветхую набивку и набить сальник новыми кольцами, смазанными смазкой ЦИАТИМ-221. Для набивки сальника применить трубчатые оправки, наружный диаметр D должен быть равен внутреннему диаметру резьбы гайки, а отверстие d на 0,5 мм больше цилиндрической части шпинделя.
2.3. Поставить кольцо, завернуть сальниковую гайку, надеть маховичок, шайбу и закрепить гайкой.
Уплотнительные поверхности шланговых штуцеров
1. Поврежденную резьбу вернуть прогонкой резьбовой плашкой.
2. Забитые конические поверхности шланговых штуцеров исправить чугунными притирками с абразивным порошком.
циркуль и Тележка резака
1. Очищать (иногда) боковые поверхности роликов от приставших к ним брызг разрезаемого металла.
2. Смотреть за исправностью кольца тележки, поскольку выпадание головки из тележки ведет к удару мундштуков о разрезанный металл и к повреждению поверхности мундштуков.
3. Смотреть за тем, дабы штанга циркуля была ввернута в тележку и надежно закреплена гайкой.