Изготовление форм
Чтобы получить фасонную отливку (заготовку), в литейном цехе делают форму, в которую после этого заливают расплавленный металл. На рис. 2 продемонстрирована форма чтобы получить отливку зубчатого колеса. Форма изготовлена из двух полуформ. Для придания нужной прочности полуформы изготавливают в железных рамках, именуемых опоками. Полость формы, имеющая очертания требуемой отливки, приобретают при помощи модели.
Для получения в отливке отверстия в форму при ее сборке устанавливают стержень, правильность установки которого обеспечивается наличием в литейной форме гнезд, образованных символами модели. Полость формы заливают расплавленным металлом через особые каналы, именуемые литниковой совокупностью. По окончании затвердевания сплава форму разрушают, а отливку извлекают из опок и передают в обрубно-очистное отделение.
")
Рис. 2. Литейная форма в собранном виде (а), модель (б) и стержень (в) чтобы получить отливку зубчатого колеса
Виды форм. Все формы в зависимости от срока их материала и эксплуатации, из которого они изготовлены, делятся на три вида: песчаные (разовые), керамические (полупостоянные) и железные (постоянные) формы.
Песчаные (разовые) формы помогают лишь для одной отливки, по окончании чего они разрушаются. Они бывают сырыми, сухими, поверхностно-подсушенными и химически твердеющими. Такие формы имеют толщину стенок от 20 до 300 мм и более.
В сырых формах значительно чаще изготавливают небольшое литье из чугуна, цветных сплавов и стали, но в отдельных случаях их применяют и чтобы получить отливки сложной конструкции, громадного веса (до 3000 кг) и размеров.
Сухие формы используют при изготовлении больших и очень важных отливок. Такие формы требуют долгой сушки (6—48 ч), большого расхода горючего и исходя из этого являются неэкономичными, их направляться заменять поверхностно-подсушенными либо химически твердеющими, а в отдельных случаях и сырыми формами.
При производстве среднего, большого и важного литья используют поверхностно-подсушенные формы, и формы, изготовленные из химически твердеющих смесей, и керамические.
Керамические (полупостоянные) формы изготавливают из высокоогнеупорных материалов (шамота, асбеста и др.), их используют значительно чаще при производстве особенно больших и тяжелых (более чем 500 кг) чугунных и металлических отливок несложной формы (плиты, изложницы, поддоны и др.). Керамические формы допускают многократную (пара десятков раз) заливку металлом. При извлечении из них отливок они сохраняют собственные очертания, приобретая незначительные повреждения поверхности.
Повреждения ликвидируют небольшим ремонтом по окончании каждой отливки.
Железные (постоянные) формы изготавливают из чугуна, стали, алюминия и меди, их используют в основном в условиях крупносерийного и массового производства разнообразных отливок.
Наровне с указанными видами песчано-глинистых форм, отличающихся большой толщиной (50—250 и более мм) стенок, взяли распространение песчано-глинистые тонкостенные (с толщиной стенок 10—20 мм) и оболочковые песчано-смоляные (с толщиной стенок 6—8 мм) формы.
Вид литейной формы выбирается, исходя из назначения, характера (размеры, конструкция, вес, род металла) создаваемого литья и требуемого количества отливок.
Определение положения отливки на протяжении заливки и назначение поверхностей разъема формы. Отливки в форме располагают вертикально либо горизонтально. При разработке технологического процесса изготовления формы выбирают самоё выгодное положение отливки на протяжении заливки формы.
От верно выбранного положения сильно зависит себестоимость и качество отливки.
В практике отливку в форме располагают так, дабы ее самые ответственные части поверхности, в основном подлежащие механической обработке, были обращены вниз либо пребывали на вертикальных стенках формы. Наименее важные поверхности отливки располагают в верхней части формы.
Это разъясняется тем, что шлак, газы и сор, содержащиеся в форме, на протяжении ее заливки расплавленным металлом стремятся встать и находятся в основном на верхних, менее важных поверхностях отливки. Для упрощения процесса изготовления форм важных отливок (цилиндров, барабанов и др.) сборку и формовку форм делают в горизонтальном положении. После этого собранную форму поворачивают на 180° и заливку создают в вертикальном положении.
Операция поворота собранной формы на 180° существенно сложнее, в особенности для больших отливок, исходя из этого ее используют крайне редко. Как правило отливки располагают в форме так, дабы их положение совпадало как при сборке и формовке, так и при заливке.
При назначении поверхностей разъема формы нужно обеспечить верный подвод металла в питание отливки и полость формы в ходе кристаллизации расплавленного металла, удобство исполнения процесса формовки, и крепления и простановки стержней в форме. Помимо этого, поверхность разъема назначают так, дабы модель и ее части легко и комфортно извлекались из формы, дабы было вероятно использование цельных моделей, располагаемых в нижней полуформе, дабы плоскость была самый простой и исходя из этого потребовала бы мельчайшее количество стержней, каковые устанавливались бы в основном в нижней части формы.
При разработке процесса изготовления формы стремятся заменять стержни особыми песчаными дураками, располагаемыми в основном в нижней полуформе. Это.позволяет быстро снизить затраты на изготовление стержневых коробок, тепловую либо химическую сушку стержней, повысить производительность труда при выбивке и сборке форм.
Способы формовки. Песчаные формы изготовляют разными способами: вручную и на автомобилях, в опоках и в земле (на плацу литейного цеха), по моделям и по шаблону (посредством плоской фасонной доски).
В современных литейных цехах формы изготовляют в основном на формовочных автомобилях, полуавтоматических и автоматических установках. Формовочные автомобили разрешают механизировать трудоемкие операции уплотнения смеси в опоках и извлечения модели из формы и снабжают качество отливок и высокую производительность. Смеси уплотняют на встряхивающих и прессовых автомобилях, и пескометами.
Полуавтоматические и автоматические установки всецело исключают ручной труд (не механизирована лишь операция установки стержней в форму).
Пескометы используют при изготовлении больших и средних размеров форм. Их преимуществом есть высокая производительность (12—50 м3 формовочной смеси в час), отсутствие шума на протяжении работы.
На рис. 3, а продемонстрировано принцип и устройство действия консольно-поворотного мобильного пескомета. Пескомет смонтирован на тележке, передвигающейся посредством механизма по швеллеру и рельсу на протяжении фронта формовочного участка.
Для охвата большей площади и удобства работы пескомет имеет два перемещающихся в пространстве консольного типа рукава — рычага. Формовочная смесь к пескомету подается ленточным транспортером, а после этого посредством желоба, приемных воронок, ленточных конвейеров, малого и большого рукава поступает в метательную головку через окно (рис. 3, б).
Тут смесь захватывается вращающимися и смонтированными на роторе и валу особыми ковшами, после этого через выходное окно кожуха формовочная смесь направляется в опоку.
Формовщик находится на сидении и руководит пескометом с пульта. Перемещение пескомета осуществляется при помощи электродвигателей, и пневматических цилиндров. Электроэнергия к электродвигателям подается при помощи троллей, смонтированных на стене формовочного участка.
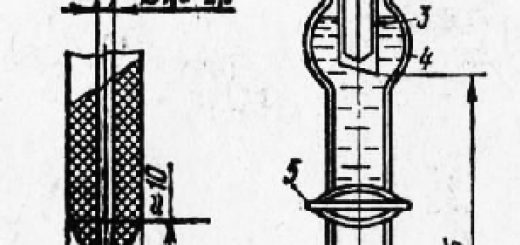
Литниковая совокупность. В каждой форме имеется литниковая совокупность— разного рода каналы, при помощи которых производится заливка жидкого (расплавленного) сплава в полость формы, и питания отливки и удержание шлака на протяжении затвердевания.
Рис. 3. принцип работы и Схема устройства пескомета (а). и метательной головки (б)
В большинстве литейных форм литниковая совокупность складывается из литниковой чаши с порогом, стояка, питателей и шлакоуловителя (рис. 4, а). шлакоуловитель и Стояк располагают в верхней полуформе, а питатели — в нижней полуформе (рис.
4, б).
Чаша есть металлоприемником, стояк рекомендован для подачи металла из чаши в шлакоуловитель, благодаря которому улавливается шлак и производится подача жидкого сплава через питатели в полость.
Для определенного характера отливок (неоднородная толщина стенок, массивные части) в литейной форме предусматривают дополнительные элементы питания отливки — выпоры, прибыли, питающие бобышки. Выпоры, прибыли и питающие бобышки располагают вблизи массивной части отливки и исходя из этого дополненная жидким сплавом полость выпора, прибыли либо питающей бобышки питает утолщенную часть отливки в ходе кристаллизации сплава и даёт предупреждение тем самым образование усадочной раковины.
Использование формовочных крючков, жеребеек и холодильников. При изготовлении крупного литья и среднего форма получается громоздкой, а выступающие и свивающие ее части — тяжелыми.
Для упрочнения этих частей формы с целью предупреждения их обвала используют железные крючки (рис. 5), каковые загнутой частью 3 закрепляют за крестовину опоки.
При наличии в отливке массивных частей происходит неравномерное остывание отливки в форме: узкие части затвердевают ранее толстых, а массивные — в последнюю очередь.
Рис. 4. Схема устройства типовой литниковой совокупности:
а — неспециализированный вид литниковой совокупности по окончании выбивки из формы, б — размещение отдельных элементов литниковой совокупности в форме
Рис. 5. Схема установки формовочных крючков в литейной форме
В отливке благодаря этого создаются внутренние напряжения, трещины и усадочные раковины. Дабы не допустить эти недостатки, в форму (в полость массивных частей) устанавливают внутренние (в виде гвоздей, витой металлической стружки и др.) либо наружные (в виде железных слитков) холодильники. Усиливая охлаждение массивных частей, холодильники сглаживают скорость охлаждения отливки и тем самым предотвращают образование в отливках внутренних напряжений, усадочных раковин и трещин.
Сборка форм. При производстве сложных отливок (цилиндры, станины станков, корпуса автомобилей и установок и др.), имеющих много стержней, особенное внимание уделяют установке стержней в форму и их креплению. Сборка есть самый ответственным процессом и исходя из этого поручается высококвалифицированным формовщикам.
Главные операции при сборке форм:крепление и установка стержней, удаление из ф.ормы сора, пыли и т. п., исполнение устройств, предотвращающих затекание металла в вытекание и вентиляционные каналы его из полости формы по разъему, накрытие верхней полуформы на нижнюю, подготовка формы к заливке.
Особенное внимание уделяется при установке и креплении стержней в форме в подвешенном состоянии. В этом случае используют особые стенды, другие приспособления и козлы высотой 1800—2000 мм. На козлы (рис. 6) устанавливают верхнюю полуформу, наряду с этим на протяжении формовки делаются на-колы.
После этого в знак ф.ормы проставляют стержень, у которого за веску каркаса заблаговременно зацеплены крючки с резьбой на финишах. При помощи металлической планки и крючков, опирающейся на крестовины гаек и опоки, стержень подтягивается и закрепляется. По окончании закрепления стержня полуформу снимают с козлов, переворачивают и накрывают на нижнюю полуформу.
Правильность установки стержней в форме обеспечивается контрольными шаблонами, а надежность их крепления осуществляется посредством применения особых приспособлений, металлических крючков и жеребеек.
Рис. 6. крепления стержня и Схема установки в верхней полуформе
При сборке форм используют разного рода жеребейки. На рис. 7 продемонстрирован один из примеров применения жеребеек для крепления стержня и надёжной установки в форме.
Груз в этом случае нужен для предупреждения подъема стержня давлением заливаемого металла.
Рис. 7. Крепление стержня в литейной форме жеребейками