Механизмы управления переключением скоростей и подач
Конструкция механизмов управления зависит от вида привода. При бесступенчатом трансформации чисел оборотов либо подач управление осуществляется посредством одной-двух рукояток и вопрос о сокращении затрат времени на переключение в этом случае не появляется. При электрическом бесступенчатом трансформации подач и скоростей управление осуществляется посредством соответствующей электрической аппаратуры, при гидравлическом — посредством гидромоторов управления и рукояток гидронасосов либо дросселей, при механическом — посредством рукояток управления соответствующими механизмами приводов.
При дистанционном управлении поворот рукояток управления осуществляется посредством запасного электродвигателя, включаемого кнопками, а величина подачи и установленное число оборотов определяются по тахометру.
Существенно сложнее конструкция механизмов управления при ступенчатом трансформации подач и скоростей, при котором нужно произвести последовательность переключений в кинематических цепях приводов.
")
Рис. 1. Таблицы для определения положения рукояток при установке скоростей.
Как указывалось выше, при ступенчатом трансформации подач и скоростей используются многорукояточные механизмы, однорукояточные механизмы, механизмы с предварительным комплектом подач и скоростей, механизмы с программным управлением.
При многорукояточном управлении любая из рукояток употребляется для управления одним из механизмов переключения кинематических цепей привода. Любая из вероятных скоростей получается в следствии определенного сочетания включений, а соответственно и определенного сочетания положений рукояток управления.
Для установки рукояток в требующееся положение приходите^ пользоваться особыми таблицами, имеющимися на станке, на которых в той либо другой форме указано положение рукояток, соответствующее каждой скорости. Время, затрачиваемое на переключение, складывается из времени отыскания по таблице требующегося положения рукояток и времени их переключения и в значительной степени зависит от наглядности таблицы.
Большим распространением пользуется буквенное и цифровое обозначение положения рукояток, не смотря на то, что при пользовании такими таблицами приходится затрачивать относительно большое количество времени на отыскание требующегося положения рукояток. Эргономичнее таблицы с цветным обозначением положения рукояток. Вместо штриховки, продемонстрированной на рис. 1, в, в таблицах станков употребляются цветные обозначения.
Самый эргономичны наглядные таблицы. Но при солидном числе скоростей создание таких таблиц не всегда является вероятным.
В отдельных случаях для включения скоростей используется кнопочное управление, при котором любая из скоростей включается отдельной кнопкой. Такая совокупность фактически употребляется при переключении скоростей посредством электромагнитных муфт, и при наличии запасных поршневых двигателей механизмов переключения, управляемых электромагнитами.
Однорукояточные механизмы и механизмы с предварительным комплектом подач и скоростей. При однорукояточном управлении и управлении с предварительным комплектом скоростей употребляются по большей части механические и гидравлические вспомогательные приводы механизмов переключения. Конструкции этих приводов очень многообразны.
Как пример мы разглядим кое-какие характерные конструкции.
Рис. 2. Однорукояточное управление с кулачковыми механизмами.
В однорукояточных механизмах упр»авления активно применяются кулачковые механизмы, во многих случаях совместно с мальтийскими крестами, секторными зубчатыми колесами и т. п. Несложная схема одно-рукояточного кулачкового механизма представлена на рис. 2, а. Основной есть несколько, складывающаяся из трех скоростей, а переборной — несколько, складывающаяся из двух скоростей.
Соответственно при получении трех первых скоростей двойной блок включен вправо, а тройной блок последовательно занцмает три вероятных положения. При переходе ко второй группе скоростей двойной и тройной блоки переключаются влево. При включении скоростей второй группы двойной блок остается неподвижным, а переключения тройного блока повторяются.
Как видно, при конструкции тройного блока, представленного на рис. 2, а, отсутствует закономерное нарастание скоростей при повороте рукоятки управления из одной позиции в другую. Последовательное нарастание скоростей возможно получено при применении конструкции блока, представленного на рис.
2, б, что, но, ведет к повышению осевых габаритов коробки.
Диаметры кулачков определяются допустимым углом подъема профиля на участке с громаднейшим ходом, в разглядываемом случае на участках III—IV и VI—I. Для уменьшения размеров кулачков и габаритов механизма управления смогут употребляться кулачковые механизмы с промежуточными передачами. К примеру, в схеме, представленной на рис.‘III. 6, е, кулачок связан промежуточной зубчатой передачей с кулачком и за один оборот кулачка делает два оборота.
Так, на барабане находится лишь участок профиля, находящийся в промежутке /—IV, благодаря чему барабан возможно сделан меньшего диаметра.
Более компактная конструкция возможно кроме этого взята при применении дисковых кулачков. На передней торцовой поверхности кулачка находится паз, управляющий рычагом, перемещающим двойной блок, а на задней — паз, управляющий рычагом, перемещающим тройной блок.
Рис. 3. Управление с предварительным комплектом скоростей.
Недочётом аналогичных механизмов есть необходимость последовательного включения всех промежуточных скоростей ранее чем будет включена требующаяся скорости. Переключение в большинстве случаев производится при отключённом вращении привода. При встрече торцов зубьев переключение задерживается и приходится создавать короткое включение привода.
Все это ведет к повышению затрат времени на переключение.
Более идеальны механизмы с избирательным включением скоростей. Большим распространением пользуется подобный механизм с перфорированным диском. Двойной перфорированный диск, в котором в определенной комбинации просверлен последовательность отверстий, может поворачиваться около собственной оси и передвигаться на протяжении нее.
Поворотом диска осуществляется предварительный выбор скорости, а перемещением на протяжении оси — включение скорости.
Параллельно оси диска расположены штанги с зубчатыми рейками, каковые помогают для движения вилки, переключающей двойной блок, и штанги с зубчатыми рейками, каковые помогают для движения вилки, переключающей тройной блок. Штанги связаны между собой шестерней, а штанги шестерней. Исходя из этого при перемещении одной из парных штанг вперед, вторая идет назад.
Вилка приобретает перемещение от шестерни, зацепляющейся с зубчатой рейкой, нарезанной на штанге.
Передвижение штанг происходит при передвижении в осевом направлении диска. Предположим, что против отростков штанг в передней стенке диска имеются отверстия, а задняя стена глухая. Тогда, при передвижении диска вперед обе штанги займут среднее положение, которое будет соответствовать включению средней шестерни тройного блока.
В случае если против отростка штанги отверстия будут в обеих стенках диска, а против отростка штанги отверстий не будет, то при перемещении диска штанга отправится вперед, а штанга — назад, что приведёт к перемещению тройного блока в одно из крайних положений. В случае если отверстия в обеих стенках диска будут расположены лишь против отростка штанги, то при перемещении диска блок займет второе крайнее положение. Соответствующие комбинации отверстий находятся на диске с промежутками в 60°.
Отверстия, расположенные лишь в передней стенке диска, наполовину зачернены. Потому, что тройной блок относится к главной группе, то комбинации отверстий повторяются через 180°.
Подобно протекает работа штанг. Лишь в этом случае отсутствует среднее положение блока. Переключение двойного блока происходит по окончании трех переключений тройного блока, исходя из этого в позициях I, II и III, так же как в позициях IV, V и VI, комбинация отверстий, управляющих двойным блоком, не изменяется.
Переключение скорости складывается из двух этапов: сперва поворотом диска против отростков штанг устанавливается комбинация отверстий, соответствующая требующейся скорости, а после этого осевым перемещением диска осуществляется процесс переключения. В случае если переключение и выбор скорости происходят конкретно приятель за втором, то этот механизм делает функции однорукояточного механизма с избирательным переключением скоростей. В случае если выбор скоростей совмещен с процессом исполнения на станке прошлого перехода, что пара уменьшает затраты времени на переключение, то рассмотренный механизм делает функции механизма управления с предварительным комплектом скоростей.
По этому принципу трудятся механизмы переключения последовательности моделей фрезерных, расточных, токарных, радиальносверлильных и других станков.
На рис. 4 и 5 приведены чертежи механизма управления коробки скоростей, используемого на фрезерных станках 6Н82, 6Н12, 6Н83, 6Н13 и их модификациях. Целый механизм монтирован в отдельном корпусе, что вставляется в окно станины. Вилка помогает для переключения двойного блока 26—37, вилка 4— для переключения подвижной шестерни 47, вилка — для переключения двойного блока 19—82 и вилка — для переключения тройного блока 16—19—22.
Вилки закреплены на штангах, каковые приобретают перемещение от перфорированного диска. Поворот перфорированного диска осуществляется посредством маховичка, а осевое перемещение посредством рукоятки. От маховичка вращение передается перфорированному диску через коническую передачу.
Для фиксации маховичка в одном из восемнадцати положений помогает диск с пазами. Перемещение перфорированного диска на протяжении оси осуществляется посредством зубчатого сектора, сидящего на одной оси с рукояткой. Зубчатый сектор зацепляется с зубчатой рейкой, нарезанной на штанге, на которой, сидит вилка, перемещающая вал перфорированного диска.
Рис. 4. Управление коробки скоростей фрезерного станка.
Рис. 5. Разрез механизма управления коробки скоростей фрезерного станка.
Штанги, приобретающие перемещение от перфорированного диска, снабжены подпружиненными подвижными штырями. Перемещение штырей относительно штанг ограничивается штифтами, входящими в поперечный паз штырей. Пазы штырей, принимающих участие в переключении разных шестеренок, имеют разную длину.
Мельчайшую длину имеют штыри штанг, переключающих тройной блок, пара громадную длину имеют пазы штырей штанг, переключающих двойной блок 26—37 и наибольшую длину и шестерню — пазы штырей штанг, переключающих двойной блок 19—82. Благодаря различной длине пазов обеспечивается определенная очередность включения шестерен. Сперва включаются шестерни тройного блока и именно поэтому шестерни двойного блока 26—37 вводятся в зацепление лишь тогда, в то время, когда сцепляющиеся с ними шестерни находятся во вращении и т. д. Вместе с тем пружины штырей снабжают ввод шестерен в зацепление.
При переключении скоростей перфорированный диск отводится поворотом рукоятки вправо. Вслед после этого маховичком устанавливается требующаяся скорость и поворотом рукоятки диск перемещается влево, наряду с этим происходит включение собранной скорости.
Перед переключением шестерен выступ кулачка, выполненного заодно с зубчатым сектором, нажимает на толкатель конечного выключателя, что отключает электродвигатель привода, наряду с этим в один момент включается электрическая совокупность торможения. При предстоящем перемещении толкателя замыкаются нормально открытые контакты конечного выключателя и происходит короткое включение электродвигателя, которое сразу же заканчивается. Так, переключение происходит при выбеге шестерен, чем обеспечивается ввод зубцов в зацепление.
В механизмах переключения подобного типа более идеальной конструкции в ходе переключения осуществляется реверсивное вращение (покачивание) валов привода чем обеспечивается легкость переключения шестеренок (расточный станок 2620).
На многих станках употребляются однорукояточные механизмы управления и механизмы управления с предварительным комплектом скоростей с запасными гидравлическими приводами механизмов переключения. Подобные механизмы используются для подач и переключения скоростей на револьверных станках. Коробка скоростей дает возможность приобрести скоростей прямого и обратного хода.
Переключение скоростей осуществляется кулачковыми муфтами и М2 и подвижными блоками шестеренок, реверс — фрикционными муфтами. Переключение фрикционных муфт и подвижных блоков шестеренок осуществляется трехпозиционными гидравлическими цилиндрами, имеющими конструкцию, подобную обрисованной выше, а кулачковых муфт и М2 — двухпозиционным цилиндром, что в один момент переключает обе муфты.
Цилиндром, благодаря которому производится пуск, реверс и останов шпинделя руководит трехпозиционный кран, благодаря которому масло, поступающее от насоса, направляется или в правую, или в левую, или в обе полости цилиндра. При подаче масла в одну из полостей цилиндра включается вращение шпинделя в том либо другом направлении. При подаче масла в обе полости шток цилиндра занимает среднее положение и обе фрикционные муфты выключаются.
В момент выключения фрикционных муфт включается пластинчатый фрикционный тормоз, что приводится в воздействие цилиндром. Включением тормоза руководит золотник, шток которого связан с поводком цилиндра, переключающим фрикционные муфты. При среднем положении штока цилиндра, а соответственно и золотника, масло, поступающее от насоса, проходит через выточку золотника, и через золотник и трубопровод переключения скоростей поступает к цилиндру.
При крайних положениях поршней цилиндра канавки золотника соединяют трубопровод со сливом и тормоз выключается.
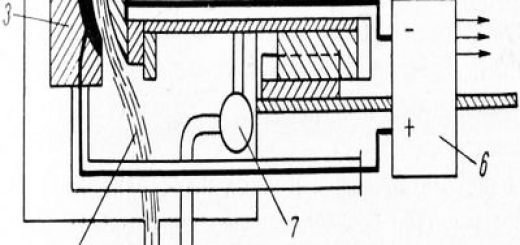
Рис. 6. Схема гидравлического управления с предварительным комплектом скоростей.
Переключение скоростей вероятно лишь при отключённом вращении шпинделя, поскольку к золотнику переключения скоростей масло поступает лишь при среднем положении золотника; от золотника масло направляется к поворотному крану. Посредством поворотного крана соответствующие полости цилиндров сообщаются с автострадой нагнетания либо слива.
Но по окончании установки крана в требующееся положение переключения скоростей не происходит, поскольку поступление масла к поворотному крану перекрыто золотником. При перемещении золотника посредством рукоятки масло поступает к крану через трубопроводы и происходит переключение скоростей.
Так, требующаяся скорость возможно собрана в ходе работы станка. После этого вращение шпинделя должно быть отключено краном, по окончании чего производится переключение скоростей поворотом рукоятки золотника.
Так как при совпадении торцов зубьев переключаемых шестерен процесс переключения может оказаться невыполненным, то на протяжении переключения появляется необходимость в провороте валов коробки скоростей. Самый легко процесс переключения протекает при провороте валов то в одну, то в другую сторону. Данный процесс именуют «покачиванием валов». Для покачивания валов имеется особый поршневой гидродвигатель.
Возвратно-поступательное перемещение поршня гидродвигателя преобразуется в реверсивное вращение шестерни. Во время переключения гидродвигатель приводится в перемещение, а шестерня сцепляется с валом посредством муфты.
К гидродвигателю масло поступает от трубопровода через реверсивный золотник с гидравлическим переключением. Масло подается лишь при переключении золотника. От реверсивного золотника масло направляется или в правую, или в левую полость гидродвигателя по каналам. Реверсом золотника руководит поворотный кран, что направляет масло, поступающее по трубопроводу, по каналам к правому либо левому торцу золотника.
Поворотный кран связан с шестерней, так реверс происходит машинально в конце каждого хода поршня.
Включение шестерни происходит под действием давления масла, выключение — пружиной.
Масло для питания механизмов совокупности управления подается отдельным насосом, что употребляется кроме этого для питания совокупности смазки.
Схемы механизмов подач и программного переключения скоростей.
При автоматическом переключении подач и скоростей по заданной программе сигнал для переключения подается по окончании очередного перехода. Программа для подач и переключения скоростей обязана включать в себя данные о величине подач и скоростей для каждого из переходов, входящих в состав делаемой операции. Информация, в том либо другом виде зафиксированная в программе, преобразуется в сигналы управления, каковые поступают в соответствующий момент к механизмам переключения.
Так как самый передача электрических сигналов, то как правило при программном управлении употребляется эта форма передачи сигналов управления. Практйчески электрические сигналы управления смогут быть использованы при переключении подач и скоростей посредством электромагнитных муфт и при переключении аппаратуры управления запасных поршневых двигателей механизмов переключения посредством электромагнитов.
При вторых способах передачи сигналов управления конструкция механизмов подач и программного переключения скоростей в большинстве случаев чрезмерно усложняется.
самоё широкое использование механизмы подач и программного переключения скоростей нашли на револьверных станках, где по окончании каждого очередного хода револьверной головки машинально включаются требующиеся подачи и скорости. На отечественных станках эти механизмы употребляются при переключении подач и скоростей посредством электромагнитных муфт.
Включение каждой из электромагнитных муфт осуществляется посредством одного из конечных выключателейкомандоаппарата. Включение электромагнитных муфт производится посредством переставных кулачков поворотного барабана. При повороте барабана кулачки воздействуют на качающиеся рычаги, каковые, поворачиваясь около оси, нажимают на соответствующие конечные выключатели и замыкают цепи питания электромагнитных муфт.
Требующаяся подача и скорость настраиваются методом перестановки кулачков в пазу барабана. Барабан, имеющий 6 пазов в соответствии с числом граней револьверной головки, приобретает перемещение от вала, связанного с револьверной головкой. Каждому положению револьверной головки соответствует определенное положение барабана.
подача вращения и Скорость шпинделя, каковые должны быть включены при данном положении револьверной головки, настраиваются соответствующей установкой кулачков в том пазу барабана, что наряду с этим положении револьверной головки совмещается с роликами рычагов.
Так, программа подач и переключения скоростей настраивается перестановкой кулачков в пазах барабана.
Командоаппараты для того чтобы типа используются на последовательности станков. Но их конструкция представляется относительно громоздкой. Более компактная конструкция возможно взята при применении для фиксации программы штепсельных коммутаторов, коммутаторов с двухпозицион-ными тумблерами и панелей с многопозиционными тумблерами.
Штепсельный коммутатор имеет несколько последовательностей штепсельных гнезд. Любой последовательность помогает для подачи и набора скорости соответствующей одному переходу. Через штепсельные гнезда подается питание к реле Рг—Р10, каждое из которых помогает для управления цепью питания одной из электромагнитных муфт.
Каждое штепсельное гнездо складывается из двух изолированных обкладок. Обкладки всех штепсельных гнезд присоединены к неспециализированному проводу, связанному с источником питания, а обкладки присоединяются через щетки многорядного шагового искателя телефонного типа к обмоткам реле. Посредством шагового искателя любой из последовательностей штепсельного коммутатора последовательно подключается к обмоткам реле.
Так как другие финиши обмоток реле присоединены к проводу, то при присоединении к обмоткам реле того либо иного последовательности штепсельных гнезд замкнуться цепи питания тех реле, в гнезда которых засунуты контактные штифты.
Обкладки одного последовательности штепсельных гнезд присоединяются к контактам шагового искателя, расположенным в одном вертикальном последовательности. Так, при перемещении щеток шагового искателя на один ход к обмоткам реле присоединяется новый последовательность штепсельных гнезд. В зависимости от того, в какие конкретно гнезда данного последовательности засунуты контактные штифты, включится та либо другая комбинация реле, а соответственно и электромагнитных муфт.
Подготовка программы производится методом установки штифтов в соответствующие гнезда.
Сигнал для движения щеток шагового искателя подается по окончании очередного перехода посредством конечного выключателя, замыкающегося при перемещении соответствующего рабочего органа в заданную позицию.
Рис. 7. Командоаппарат программного управления переключением подач и скоростей.
Для комплекта программы вместо контактных штифтов смогут быть использованы двухпозициоиные тумблеры.
При многопозиционных тумблерах нужная скорость настраивается при установке тумблера в определенную позицию. При повороте тумблера обеспечивается включение соответствующих цепей управления. Число тумблеров соответствует числу переходов.
Для подач и настройки скоростей имеются отдельные тумблеры.
Рис. 8. Штепсельный коммутатор программного управления переключением подач и скоростей.
В случае если переключение подач и скоростей осуществляется посредством запасных приводов, управляемых электромагнитами, то рассмотренные схемы употребляются для подключения к сети питания обмоток электромагнитов.