Пайка твердыми припоями
Пайку жёсткими припоями используют для получения прочных и термостойких швов.
Пайку жёсткими припоями реализовывают, выполняя следующие главные правила:
— как и при пайке мягкими припоями, повеохности подгоняют друг к другу припили-ванием, шепетильно очищают от грязи, окислов и жиров механическим либо химическим методом;
— подогнанные подробности в месте спая покрывают флюсом, на место спая накладывают кусочки- припоя (бронзовые пластинки) и закрепляют мягкой вязальной проволокой;
— подготовленные подробности (заготовки) нагревают паяльной лампой, в кузнечном горне либо электропечи;
— в то время, когда припой расплавится, подробность снимают с огня и держаг в таком положении, дабы припой не имел возможности стекать со шва;
— после этого подробность медлительно охлаждают. Охлаждать подробности с напаянной пластинкой в воде запрещено, поскольку это ослабит прочность соединения.
Используют второй метод пайки: подготовленную подробность (изделие) нагревают и обсыпают бурой, после этого нагревают и к месту соединения подводят финиш бронзовой либо латунной проволоки, которая, расплавляясь, заливает место спая. По мере охлаждения спаянные подробности промывают в воде, протирают сухими тряпками и просушивают; шов зачищают наждачной бумагой либо опиливают напильником.
Недостатки при пайке, их меры и причины предотвращения следующие:
припой не смачивает поверхность паяемого металла благодаря недостаточной активности флюса, наличия окисной пленки, других загрязнений и жира. Для предотвращения несмачивания в состав флюса додают фтористые соли либо увеличивают его количество, улучшают обработку подробностей, удаляя следы коррозии, жира; наплывы либо натеки припоя благодаря недостаточного прогрева подробности, припой не расплавился.
")
Рис. 1. Лужение подробностей: а — погружением в ванну с оловом, б — нагрев подробностей для облуживания, в — обслуживание растиранием олова
Безопасность труда при исполнении паяльных работ и лужении. Рабочие места, предназначенные для исполнения работ по пайке небольших подробностей, должны оборудоваться местными вытяжными устройствами, снабжающими скорость перемещения воздуха конкретно на месте пайки не меньше 0,6 м/с.
В помещениях, где выполнялись паяльные работы, должно производиться мытье полов, сухая уборка пола не разрешается. Хранение одежды в помещениях, где производится пайка, запрещается.
В близи от рабочих мест, предназначенных для исполнения работ по пайке небольших подробностей мягкими припоями, должны устанавливаться: умывальник, бачок с 1%-ным раствором уксусной кислоты для предварительного обмывания рук и легкообмы-ваемые переносные емкости для сбора бумажных либо хлопчатобумажных ветоши и салфеток. Около умывальника неизменно должны быть мыло, щетки, салфетки для вытирания рук. Использование полотенец неспециализированного пользования не разрешается.
процесс пайки и Подготовка металлов связаны с выделением пыли, вредных паров цветных солей и металлов, каковые, попадая в организм человека через дыхательные органы, пищевод либо кожу, приводят к раздражению слизистой оболочке оболочки глаз, отравление и поражение кожи.
Исходя из этого при пайке, и лужении нужно выполнять следующие правила;
рабочее место паяльщика должно быть оборудовано местной вентиляцией;
не допускается работа в загазованных помещениях;
по окончании завершения работы и перед принятием пищи шепетильно мыть руки мылом;
химикаты засыпать с опаской малыми порциями, не допуская брызг.
Попадание кислоты в глаза может привести к слепоте, испарения кислот крайне вредны;
серную кислоту хранить в стеклянных бутылях с притертыми пробками в плетеных корзинах с мягкой прокладкой;
пользоваться лишь разведенной кислотой. При разведении кислоту направляться вливать в воду узкой струей, непрерывно помешивая раствор. Запрещается лить воду в кислоту, поскольку при соединении воды с кислотой происходит сильная химическая реакция с выделением громадного количества теплоты. Кроме того при маленьком количестве воды, попадающей в кислоту, вода скоро нагревается и преобразовывается в пар, что может привести к взрыву;
— не допускаются ручные операции, при которых вероятно яркое соприкосновение кожи трудящегося (промывка, притирка изделий, розлив и др.) с дихлорэтаном (огнеопасная ядовитая жидкость) либо содержащими его смесями;
— при нагреве паяльника выполнять неспециализированные правила надёжного обращения с источником нагрева;
— при работе с паяльными лампами: проверить исправность лампы, горючее наливать в лампу не более 75% емкости; недопустимо доливать либо наливать горючее в не-остывшую лампу; керосиновую лампу заправлять лишь керосином; трудиться электрическим паяльником, ручка которого должна быть сухой и не проводящей тока.
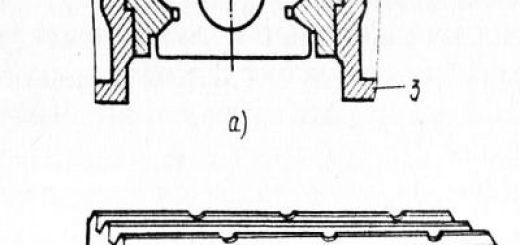
Рис. 2. Пайка жёсткими припоями: а — подгонка поверхностей подробностей, б — смазывание поверхностей подробностей флюсом, в — вставка бронзовой пластины, г — фиксирование соединяемых подробностей направляющей прокладкой, д — нагрев подробностей
—-
Имеется пара способов пайки жёсткими припоями. Эти методы смогут быть классифицированы по методу нагрева металла в ходе пайки. В большинстве случаев жёсткие припои разделяются на бронзовые, бронзово-цинковые, бронзово-никелевые и серебряные. Отдельную группу составляют алюминиевые припои.
самые важные жёсткие припои стандартизованы.
Припой ПМЦЗб из-за хрупкости и низкой прочности в машиностроении не используется. Припои ПМЦ48 и ПМЦ54 ввиду недостаточной пластичности и низкой вибростойкости паянных ими соединений используются мало. Громаднейшее распространение взяли припои JI62 и JIOK 62-06-04, дающие прочные паяные соединения. Предел прочности припоя JI62 образовывает 30 кГ/мм2 при относительном удлинении 35 %.
Базой большинства флюсов для жёсткой пайки есть бура Na2B407, кристаллизующаяся с десятью частями воды в большие прозрачные бесцветные кристаллы Na2B407 • ЮН20. Кристаллическая бура начинает плавиться при 75 °С; по мере
усиления нагрева она неспешно теряет воду, очень сильно вспучиваясь и разбрызгиваясь, и переходит в безводную соль — плавленую либо жженую буру, плавящуюся при температуре 783 °С. Бура в расплавленном состоянии возможно нагрета до больших температур без заметного испарения; она очень жидкотекуча и энергично растворяет окислы многих металлов, в особенности окислы меди.
Для пайки нержавеющей стали используется смесь из равных частей буры и борной кислоты, замешанных на насыщенном водном растворе хлористого цинка до пастообразного состояния. При пайке серого ковкого чугуна для увеличения и выжигания графита чистой железной поверхности, смачиваемой припоем, во флюсы довольно часто вводят сильные окислители (хлорат калия, перекись марганца, окись железа и т. д.).
Флюсы смогут иметь форму порошка либо пасты. Используются кроме этого флюсы и в виде жидких растворов, к примеру раствор буры в тёплой воде. Время от времени целесообразно использовать прутки припоя, покрытые флюсом. Флюсующее воздействие смогут оказывать составные части самого припоя. К примеру, фосфор, окисляясь в фосфорный ангидрид, есть хорошим флюсом для медных сплавов и меди, восстанавливая окислы и переводя их в легкоплавкие фосфорнокислые соединения.
Исходя из этого фосфористые бронзовые ири-пои не требуют флюсов для пайки бронзовых сплавов, что весьма комфортно на практике.
Рис. 1. Классификация способов пайки жёсткими припоями
Порошкообразные флюсы возможно посыпать узким слоем на кромки, причем довольно часто используется предварительный подогрев кромок, с тем дабы частицы флюса плавились, прилипая к металлу, и не сдувались пламенем горелки при пайке. В порошкообразный флюс возможно кроме этого обмакивать финиш прутка припоя, нагретый выше температуры плавления флюса, что прочно пристает к прутку. Пасты и жидкие растворы наносят кистью либо в них обмакивают припой.
Возможно изготовлять пасту из флюса с порошкообразным припоем и наносить ее на кромку перед пайкой.
Для пайки имеют серьёзное значение работы по подготовке, довольно часто определяющие уровень качества соединения. Активно используются три главные формы паяных соединений: нахлесточное, стыковое и соединение «в ус» (рис. 239). Самый распространенным есть нахлесточное соединение, эргономичное для исполнения и очень прочное. Увеличивая перекрытие нахлесточного соединения, возможно повышать его прочность и как правило достигнуть равнопрочности с главным металлом.
Стыковое соединение имеет лучший внешний вид и при правильном выполнении и хороших припоях довольно часто может обеспечить достаточную прочность (предел прочности может доходить до 40— 45 кГ/мм2). Стыковое соединение используется в тех случаях, в то время, когда удвоение толщины металла нежелательно. Соединение в ус, требующее усложненной подготовки кромок, совмещает преимущества стыкового и нахлесточного соединений и снабжает хороший отсутствие и внешний вид выступающих кромок.
Соединение в ус позволяет достигнуть равнопрочности с целым сечением за счет повышения рабочей площади соединения.
Значительное значение имеет величина зазора между соединяемыми кромками, которая должна быть малой как для улучшения всасывания жидкого припоя действием капиллярных сил, так и для повышения прочности соединения. Для серебряных припоев рекомендуется зазор 0,05—0,15 мм; для пайки медью в защитном газе рекомендуются зазоры 0,1—0,2 мм. Строгие требования в отношении величины зазора заставляют создавать достаточно чистую механическую обработку поверхностей, поскольку неотёсанная обработка, к примеру опиловка напильником либо опескоструивание, возможно обстоятельством чрезмерного расхода припоя в соединении и падения его прочности.
Для хорошего смачивания припоем поверхность, подлежащая пайке, должна быть безукоризненно чистой. Обезжиривать возможно тёплой щелочью, трихлорэтиленом либо четыреххлористым углеродом. Окислы удаляют травлением в кислотах с последующей сушкой и тщательной промывкой.
Рис. 2. Формы паяных соединений: 1 — нахлесточное; 2 — стыковое; з — «в ус»
Механическую очистку создают протиркой ветошью, узкой наждачной бумагой, шлифованием мелкозернистыми шлифовальными кругами, щетками и т. д. При сборке довольно часто предварительно наносят флюс на кромки и размещают припой между кромками; в этом случае используют припой в форме фольги либо узкого порошка, либо же припой в виде проволоки либо ленты, помещаемой около места пайки.
Собранные подробности перед пайкой должны быть достаточно прочно скреплены проволочными связками, шпильками, точечной сваркой и т. д., с тем дабы устранить возможность смещения подробностей при нагреве и в ходе пайки. Поверхность изделий, которая не должна облуживаться, покрывают перед пайкой пастой из мела, глины, графита либо их смесей, либо смачивают раствором хромовой кислоты и тому подобными веществами, ликвидирующими прилипание припоя к поверхности изделия.
—
Пайку изделий жёсткими припоями используют в том случае, если неразъемные соединения должны владеть достаточной прочностью (временное сопротивление 15—20 кгс/мм2).
Жёсткие припои имеют температуру плавления выше 450 °С.
Для нагрева изделий при пайке жёсткими припоями применяют разные способы: газовым пламенем (горелкой), в печах, в соляных ваннах, токами высокой частоты, на электрических контактных автомобилях.