Индукционный насос
Значительным недочётом большинства песчаных форм есть их недолговечность. В таких формах возможно взять лишь одну отливку. Данный недочёт устраняется при применении кокилей.
Что такое кокиль? Какими преимуществами владеют кокили если сравнивать с песчаными формами?
Кокилем именуют железную литейную форму, в которую расплав заливается из разливочного ковша под действием собственной силы тяжести. Владея более высокой теплопроводностью если сравнивать с песчаными формами (теплопроводность чугунного кокиля 42, а песчано-глинистой формы 0,65 ккал/м час), кокили снабжают более мелкозернистую структуру, а следовательно, более высокие механические особенности отливок. Кокили в далеком прошлом известны литейщикам: их в первый раз стали применять в шестанадцатом веке для отливки чугунных пушечных ядер, а в первой четверти XIX века — прокатных валков с отбеленной поверхностью.
В наше время литье в железные кокили активно используется в серийном и массовом производстве самых изделий и разнообразных отливок с толщиной стенок 3 -ь 100 мм из бронзовых, алюминиевых и магниевых сплавов, и из стали и чугуна, масса которых колеблется в широких пределах: для цветных сплавов — от 100 г до 500 кг, для чугуна — от 100 г до 14 т и для стали — от 0,5 кг до 12 т. В качестве материала кокилей самый обширно употребляется обычный серый и высокопрочный чугун с шаровидным графитом. Во время второй мировой был предложен метод литья в алюминиевые кокили.
В них приобретают отливки из разных сплавов массой от 10 г до 160 кг, с толщиной стенок до 1,6 мм и точностью, приближающейся к точности отливок, изготовленных литьем под давлением. Для увеличения термической стойкости на рабочей поверхности алюминиевого кокиля электролитическим методом создается пленка окиси алюминия, владеющая жароупорностью и высокой твёрдостью. Повышенная (если сравнивать с чугунными) теплопроводность алюминиевых кокилей снабжает выпуск отливок с высоким качеством и мелкозернистой структурой поверхности.
Стойкость обширно используемых чугунных и металлических кокилей при получении чугунных отливок маленькой массы достигает 5 тыс., а при получении отливок из легких .сплавов — 10 тыс. заливок. По конструктивным изюминкам кокили делятся на пара типов: неразъемные (вытряхные) и разъемные — с вертикальной, горизонтальной и комбинированной плоскостями разъема.
Громадное преимущество кокильного метода литья содержится в его простоте и малооперационности технологического процесса. Благодаря освоению этого прогрессивного процесса отпала необходимость в разрушении и изготовлении формы (как это имеет место при применении песчаных форм) по окончании получения каждой отливки, что открывает много возможностей для автоматизации и механизации.
Разработка литья в железные формы в большинстве случаев включает операции подготовки кокиля к заливке (подогрев до 200—250° и нанесение на подогретую рабочую поверхность огнеупорного покрытия), его сборку (установку песчаных стержней, скрепление и соединение частей кокиля) и заливку расплавом. По окончании выдержки для проведения процесса кристаллизации расплава производится извлечение и раскрытие кокиля из него отливки.
Принимая к сведенью огромные преимущества кокильного метода литья, у нас были совершены всесторонние изучения его условий и параметров получения качественных отливок. В следствии плодотворной деятельности советских ученых Н. П. Дубинина, А. М. Петриченко, А. И. Вейника, бессчётных научных организаций, конструкторских бюро и фабрик в относительно маленькие сроки у нас были созданы способы расчета литниковых совокупностей, теоретические базы для обеспечения заданных условий регулирования тепловых режимов кокилей (они серьёзны для установления режимов подогрева кокилей перед их охлаждением и заливкой по окончании извлечения отливки), составы огнеупорных покрытий для рабочей поверхности кокилей при получении всевозможных видов отливок, много уникальных конструкций кокилей, контрольная аппаратура и другое.
Была создана замечательная научно-производственная база кокильных способов литья, включающая НИИСЛ и Тираспольский завод литейных автомобилей имени С. М. Кирова. Все это обеспечило благоприятные условия для внедрения кокильного процесса литья на солидном числе отечественных фирм и вывело СССР на первое место в мире по производству отливок этим прогрессивным способом литья.
В современных литейных цехах серийного производства процессы литья в кокиль механизируют применением механических, пневматических и гидравлических станков. В условиях крупносерийного и массового выпуска отливок литье в кокиль осуществляется на карусельных установках, литейных линиях и конвейерах, разрешающих организовать высокопроизводительные поточные способы труда.
На данный момент удачно трудятся кокильные линии, и комплексно-механизированная линия для кокильной отливки подробностей из высокопрочного и обычного серого чугуна модели А-35. Последняя в течение пяти лет удачно употребляется для отливки стоек корпусов тракторных плугов на Одесском заводе сельскохозяйственного машиностроения имени Октябрьской революции.
Проектная мощность данной линии достигла 1200 т отливок в год, а ее внедрение разрешило заводу сэкономить 1300 тыс. руб. и 8 тыс. т металла. На данный момент поставлена задача создания автоматических совокупностей управления работой кокильных установок посредством программирования, что сведет роль рабочих к функциям осмотра и наладки оборудования.
Активно используется кокильный способ литья на фирмах Москвы и Московской области: долгое время трудится линия по выпуску чугунных отливок на заводе «Водоприбор», фасонные части труб изготовляются на автоматизированных кокильных линиях конструкции Гипросантехпрома, сложные важные отливки из алюминиевых и магниевых сплавов в кокилях создаёт Балашихинский литейно-механический завод и др.
Высокие скорости кристаллизации расплава в железном кокиле довольно часто приводят к образованию на поверхности чугунных отливок жёсткой корки отбела, затрудняющего их механическую обработку. Помимо этого, яркий контакт расплава с рабочей поверхностью кокиля отрицательно отражается на его стойкости. С учетом этого сейчас был предложен процесс литья в кокили с термоизоляционной облицовкой.
На рабочую поверхность кокилей пескодувной либо пескострельной машиной наносится узкий (4—6 мм) слой песчано-смоляной смеси.
На базе широких изучений главных параметров данной разработке на данный момент созданы автоматические линии массового и крупносерийного производства чугунных и металлических отливок распределительных валов автомобильных и тракторных двигателей, корпусов и крышек букс ЖД других деталей и вагонов. Внедренная на харьковском моторостроительном заводе «молот и Серп» комплексно-автоматизированная линия модели А-76 конструкции одесского НИИСЛ для литья коленчатых валов двигателя СМД-14 в облицованные кокили приносит заводу около 900 тыс. руб. в год. Серийное производство таких линий организовано на Тирасполь-сюом заводе литейных автомобилей имени С. М. Кирова.
Облицовка не считая повышения долговечности и предупреждения отбела кокиля уменьшает массу приобретаемых отливок за счет понижения припусков на массы прибылей и механическую обработку, разрешает руководить процессом теплообмена и создавать самые выгодные условия для создания отливок. Это положительно отражается на их механических и эксплуатационных особенностях.
При получении очень больших отливок термоизоляционная облицовка разрешает быстро повысить стойкость и увеличить область применения кокилей. Так, при отливке больших (массой 9 т) металлических лопастей рабочих колес радиально-осевых турбин Красноярской ГЭС применяли чугунный кокиль с полуметаллическими рабочими поверхностями.
Последние образовывались выступающими на 10—15 мм и расположенными в шахматном порядке бобышками кокиля, промежутки между которыми заподлицо футеровались жидкостекольной формовочной смесью. Методом трансформации толщины футеровки, образующей толстые и узкие части лопасти колеса турбины, в кокиле создавали переменный (волнистей) фронт кристаллизации расплава, что разрешило свести к минимуму появляющиеся в отливках термические напряжения, избежать образования в них трещин и деформаций.
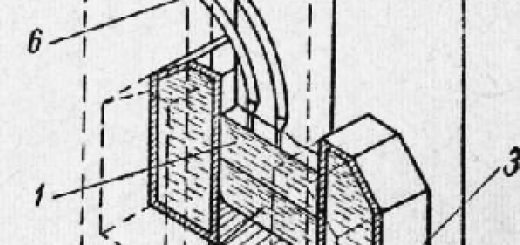
Для увеличения механических особенностей отливок советскими экспертами была предложена разработка кокильного литья с применением ультразвука. Для включения в совокупность высокочастотных колебаний кокиль 1 (рис. 54, а) монтируется на металлическом сердечнике 2, наружный финиш которого припаивают оловянной прослойкой 3 к магнитострикционному излучателю 4. Заливаемый в полость формы расплав подвергается действию ультразвуковых волн благодаря соприкосновению с металлическим сердечником.
Увеличение механических особенностей кристаллизующегося расплава является следствием громадного местного давления, создаваемого ультразвуковыми волнами. При получении чугунных отливок таковой процесс разрешает дробить структурные составляющие — феррит, цементит, и неметаллические включения. Наряду с этим графит получает пылеобразную форму и равномерно распределяется по сечению отливки.
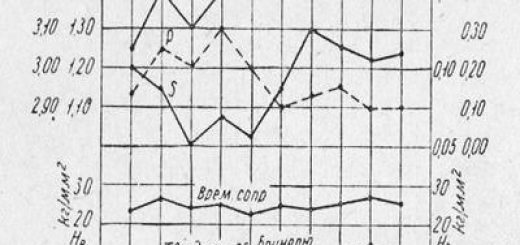
Благодаря таковой обработке обычный серый чугун преобразовывается в высокопрочный, приближающийся по особенностям к.стали. Его структура делается равномерной по всему сечению отливки, предел прочности на растяжение при литье в кокиль увеличивается с 18—22 до 55—65 кг/мм2, а сопротивление на истирание — на порядок и выше.
")
Рис. 1. Схема литья в кокиль под действием ультразвука;
а) — отливок из серого чугуна; б) — отливок алюминиевых поршней мотоцикла.
Удачно был использован ультразвук при кокильной отливке поршней мотоцикла из алюминиевого сплава с громадным (18—22%) содержанием кремния. Использование ультразвукового генератора УЗГ-10У и магнитострикционных преобразователей ПМС-15А, снабжающих подвод ультразвуковой энергии к отливке через боковые клинья и средний клин кокиля, разрешило в 5—6 раз измельчить большие интерметаллические высококремнистые включения и обеспечить их равномерное распределение по сечению отливки. Это ликвидировало их выкрашиваемость при работе двигателя, благодаря чему быстро снизился износ цилиндра.
Уникальный способ кокильного литья внес предложение коммунистический эксперт Л. А. Верте. Им сконструирован индукционный насос для перекачки железных расплавов по трубам посредством перемещающегося магнитного поля, которое в один момент подогревает расплав методом наведения в нем вихревых токов. Кокильная установка с индукционным насосом разрешит приобретать экономичные тонкостенные пустотелые отливки.
По окончании заливки кокиля расплавом и краткосрочной его выдержки для образования достаточно прочной корки отливки заданной толщины из центральной ее части посредством индукционного насоса выкачивают и возвращают в раздаточную печь либо дозатор незастывший расплав. Полученные так пустотелые отливки наровне с легкостью будут владеть повышенной прочностью. Их широкое использование разрешит конструкторам быстро уменьшить массу автомобилей без понижения эксплуатационных черт.
До сих пор на последовательности фирм заливка кокилей производится вручную посредством мерных ковшей и ложек. Учитывая, что данный метод снижает температуру заливаемого в производительность и кокиль расплава автомобилей, и содержит опасность ожогов рабочих, в современных цехах, создающих отливки из алюминиевых сплавов, эта операция автоматизируется и осуществляется посредством магнитодинами-ческих установок моделей МДН-4, МДН-6, МДН-6А конструкции Университета неприятностей литья АН УССР, дозатора модели Д-630 Тираспольского завода литейных автомобилей имени С. М. Кирова и др.
Дозатор Д-630 рекомендован для автоматической заливки громадных (5—50 кг) доз алюминиевого расплава в кокили, установленные на однопозиционные автомобили и карусельные установки. Дозаторы снабжены электронагревателями для поддержания нужной температуры расплава в герметически закрытой футерованной ванне, и уровнемерами, каковые осуществляют контроль большой и минимальный уровни расплава в дозаторе.
Поставленная перед литейным производством неприятность увеличения надежности литых изделий при одновременном понижении их массы возможно удачно решена методом прочностных характеристик и повышения качества материала отливок. В связи с этими мыслями перспективным процессом нужно считать литье в кокиль под низким регулируемым давлением.
Данный усовершенствованный кокильный метод литья снабжает увеличение физико-механических особенностей литого металла за счет подпитки затвердевающей в железной форме отливки. Он кроме этого увеличивает коэффициент применения расплава (во многих случаях до 98%) в связи с отсутствием прибылей и литников.
На рис. 2 продемонстрирована схема установки для литья в кокиль под низким регулируемым давлением конструкции Университета неприятностей литья АН УССР. Она снабжена автоматическим управлением заливки и предназначена чтобы получить отливки из сплавов тёмных и цветных металлов.
Совокупность управления с программным устройством разрешает поддерживать заданный режим процесса заполнения кокиля расплавом, машинально осуществлять работу установки. Посредством потенциометра программного устройства время заполнения формы возможно задано в пределах 7—25 сек., что позволяет без проблем выбрать требуемый режим заливки.
Установка предназначена для крышек и отливки поршней разного назначения из алюминиевых сплавов, чугунных тракторных гильз, корпусов вращающихся токарных центров из высокопрочного чугуна, корпусов буровых коронок из легированной других деталей и стали массой 40—120 кг. Производительность установки в зависимости от массы отливки и вида расплава образовывает 30—120 циклов заливки в час. Рабочее избыточное давление в автоклаве достигает 2 кг/см2.
Для производства более больших отливок (диаметром до 900 мм, длиной до 1200 мм и массой до 300 кг) из алюминиевых сплавов в СССР создана особая установка для литья под низким давлением модели ЛНД-2 с автоматическим рабочим циклом, оборудованная пневматической совокупностью управления для заполнения кокиля расплавом.
Рис. 2. Установка для литья в кокиль под низким давлением.
1 — индукционная плавильная печь; 2 — металлопровод; 3 — автоклав; 4 — поворотное устройство; 5 — кокильный станок; 6 — щит управления: 7 – асбоцементная труба; 8 — крышка; 9 — днище-10, 11 — резиновые прокладки; 12 — тяги; 13 — штуцер для подвода воздуха в автоклав.
Выше было сообщено о новом материале для форм — блочном графите, из которого делают многократно применяемые кокили. Главные теоретические положения процессов литья в графитовые блочные формы — кокили были созданы автором в 1960 г. Приобретаемые в графитовых кокилях отливки характеризуются плотной мелкозернистой структурой, высокими механическими особенностями, малой шероховатостью и повышенной точностью поверхности и превосходят подобные показатели отливок, взятых в железных кокилях.
Графитовые кокили рекомендуется использовать при массовом и крупносерийном производстве несложных фасонных отливок из серого чугуна, бронзовых и алюминиевых сплавов массой до 500 кг. В них отливают металлические колеса ЖД транспорта, медные и металлические втулки, бронзовые стержни, и фасонные отливки маленькой массы из разнообразных сплавов. Учитывая резкое увеличение плотности металла за счет высокой скорости его кристаллизации в графитовом кокиле, данный способ литья направляться особенно советовать для производства заготовок литых подробностей автомобилей, к каким предъявляются твёрдые требования в отношении их гидравлической плотности, способности трудиться в условиях повышенных давлений и износостойкости (крышки, гильзы и поршни цилиндров, золотниковые втулки, корпуса и фланцы патронов токарных станков, подробности насосов, части гидроаппаратуры и т. д.).
На рис. 3 продемонстрирована схема установки для литья под низким давлением металлических колес ЖД транспорта (масса колеса 330 кг) в блочных графитовых формах. Сначала наполненный расплавленной сталью разливочный ковш опускают в цементный автоклав, что закрывают крышкой с сифонной огнеупорной трубкой. По окончании впуска в автоклав сжатого до 2 ат воздуха сталь по трубке поступает в графитовую форму.
Для предупреждения подъема верхней полуформы давлением заливаемого расплава в установке предусмотрены упоры приводимые в воздействие пневматическими цилиндрами. По окончании заполнения формы сталью (данный момент контролируется уровнем расплава в доходах) опускается графитовая пробка. Наряду с этим поступление стали в форму заканчивается и в один момент снимается давление воздуха в автоклаве.
Отлитые в графитовых формах колеса приобретают с допуском около 0,05 мм по всем размерам, не считая диаметра, для которого допускается отклонение до 2 мм. Стойкость графитовой формы — 400 заливок. При 20 переточках в ней возможно взять 8 тыс. колес, отличающихся высокими эксплуатационными особенностями.
На последовательности отечественных фабрик, применяющих дуговые сталеплавильные печи, удачно используют весьма недорогие кокили, выточенные из отработанных печных графитовых электродов. В них приобретают металлические; чугунные и медные цилиндрические отливки Диаметром 100-300 мм.
Особенно действенно использование графитовых блочных кокилей для отливок из бронзовых сплавов, поскольку отсутствие химического сотрудничества между расплавом латуни либо латуни с углеродом кокиля снабжает высокий уровень качества поверхности отливок. На Минском автомобильном заводе перевод на литье в графитовые кокили серийно производимых медных втулок четырех наименований (ранее они отливались в песчано-глинистых формах) с годовой программой 5—6 тыс. шт. разрешил сэкономить за счет уменьшения припусков на механическую обработку 9020 кг латуни (не учитывая результата от понижения брака отливок).
Рис. 3. Схема установки для литья колес в графитовых формах под низким давлением.
Так, если сравнивать с железными графитовые кокили имеют последовательность преимуществ: их теплопроводность, термическая и химическая стойкость более высоки; трудоёмкость и длительность механической обработки графитовых кокилей существенно ниже, поскольку графит легко режется деревообрабатывающим инструментом. Помимо этого, нужно учесть отсутствие привариваемости заливаемого расплава к необходимости и кокилю создавать термическую обработку для увеличения его стойкости и, наконец, в 3 раза меньшая масса формы при тех же размерах.
Литье в кокиль — перспективный способ получения отличных отливок. Исходя из этого в директивах XXIV съезда КПСС намечено расширить за пятилетие выпуск кокильных автомобилей с полуавтоматическим и автоматическим циклом работы в 2,5 раза.