Инструменты для пайки
Паяльники используют для пайки изделий легкоплавкими (мягкими) припоями. По методу нагрева паяльники делятся на две группы: без постоянного нагрева и с постоянным (электрическим, газом либо жидким горючим) нагревом.
")
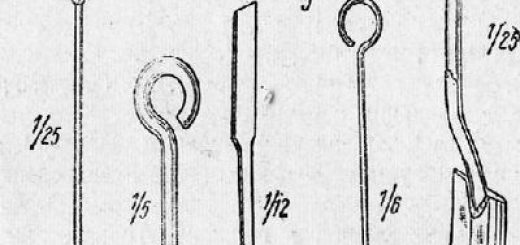
Рис. 1. Паяльники без постоянного нагрева:
а — молотковый, б — торцовый
Существуют кроме этого особые паяльники: ультразвуковые, абразивные и др.
Паяльники без постоянного нагрева подразделяются на паяльники молотковые и торцовые. Громаднейшее использование имеют паяльники молоткового типа. Торцовые паяльники применяют в большинстве случаев для пайки в труднодоступных местах.
Паяльник без постоянного нагрева представляет собой клинообразный стержень из меди прямоугольного либо круглого сечения, прочно прикрепленный к железной державке с древесной ручкой. Рабочую часть паяльника делают из меди вследствие того что она владеет большими теплопроводностью и теплоёмкостью. Вес паяльников этого типа колеблется от 400 г до двух килограмм.
Чем больше изделие, тем тяжелее должен быть паяльник. Нагревают паяльники паяльными лампами и в особых горнах, трудящихся на электрическом токе, жидком, жёстком и газообразном горючем. Для нагрева паяльников применяют кроме этого стыковые электросварочные-автомобили.
Электрические паяльники (электропаяльники) обширно используют при монтажных работах в приборостроении, радио- и электротехнике. Они являются одним из главных инструментов паяльщиков.
Рис. 2. Электрические паяльники
а — торцовый, б — молотковый
Электрические паяльники имеют постоянный нагрев. Громаднейшее распространение из них взяли торцовые и молотковые. Электропаяльник складывается из металлической трубки, рукоятки, нагревательного элемента, бронзового стержня круглого сечения, двух накладных щечек, скрепленных совместно двумя хомутиками.
Нагревательный элемент электропаяльника представляет собой нихромовую проволоку, намотанную на часть трубки, изолированную асбестом и слюдой. Паяльник соединяется с источником питания шнуром марки ШПРО 2X0,5 мм, длиной 1,5 м, снабженным штепсельной вилкой. Мощность паяльника зависит от диаметра и количества витков нихромовой проволоки нагревательного элемента.
Она выбирается в зависимости or размеров плавления и температуры припоя паяемых подробностей изделия.
В соответствии с ГОСТ 7219—54 электропаяльники используются мощностью 35, 50, 65, 90, 120 вт. Но на последовательности фабрик изготавливаются электропаяльники мощностью менее 35 и более 200 вт. Для пайки небольших подробностей и узких проводников используют электропаяльники мощностью до 65 вт, для больших подробностей — мощностью 90 вт и более.
Рис. 3. Электрические паяльники со сменным керамическим нагревательным элементом:
а — неспециализированный вид, б — нагревательный элемент
В производственных условиях питание электропаяльников осуществляется от сети напряжением 36 в. Правильно техники безопасности, чтобы не было несчастного случая, категорически запрещается пользоваться на производстве электропаяльниками, питающимися от сети напряжением выше 36 в.
Рис. 4. Электрический паяльник с внутренним нагревателем
Не считая обрисованной конструкции электропаяльников, обширно используют кроме этого электропаяльник со сменным керамическим нагревательным элементом (конструкции автора данной книги). Он складывается из металлического штампованного кожуха рукоятки, колпачка, бронзового стержня и керамического нагревательного элемента. Нагревательный элемент представляет собой керамическую втулку с четырьмя отверстиями для размещения нихромовой спирали.
В центре керамической втулки имеется отверстие, в которое вставляется бронзовый стержень. Финиши спирали изолированы асбестовой прокладкой и соединены со шнуром посредством винтовых зажимов, расположенных в керамической колодочке нагревательного элемента. Промежуточный бронзовый провод помещен в электроизоляционной трубке на стекловолокне.
Нагревательный элемент перед установкой в железный кожух обматывают слоем листового асбеста.
Электропаяльник трудится от сети напряжением 36 в, мощность его 60 и 80 вт. По сравнению с другими паяльниками он несложен в изготовлении, долговечен, эргономичен при ремонте, экономичен в работе и имеет небольшой вес.
Электропаяльник с внутренним нагревателем создан и внедрен новаторами одного из ленинградских фабрик И. Н. Помазановым и П. Л. Тихомировым. Использование таких паяльников разрешает уменьшить расход электричества в 2—4 раза. Срок медного стержня и службы нагревателей намного больше, а вес и габариты меньше, чем у паяльников вторых конструкций. Электропаяльники с внутренним нагревателем смогут быть изготовлены на напряжение, 94 36, 127 и 220 и мощностью 4, 20, 30 и 100 вт. На рис.
27 продемонстрирована конструкция этого электропаяльника. Он складывается из бронзового стержня, нагревателя, кольца, металлических спиц, крепящего кольца, рукоятки. Нагреватель находится в отверстии бронзового стержня и представляет собой фарфоровую трубку длиной 40 мм, наружным диаметром 3,4 мм, внутренним диаметром 1,2 мм. На эту трубку наматывается нихромовая проволока, хорошо виток к витку.
Один финиш данной проволоки пропущен вовнутрь трубки. Нагреватель изолирован слюдой и засунут в отверстие стержня. Стержень крепится к ручке паяльника посредством державки в виде трех металлических спиц.
Финиши нихромовой проволоки нагревателя присоединены к шнуру с вилкой.
Электропаяльники новаторов И. Н. Помазанова и П. Л. Тихомирова удачно используют для радиомонтажных работ, при пайке микропроводов, миниатюрных подробностей, но их возможно применять и для пайки больших изделий.
Малогабаритный комбинированный электропаяльник конструкции новатора ленинградского завода «Вибратор» А. И. Баранова имеет громадное преимущество перед вторыми паяльниками. В нем отсутствует нихромовая обмотка с асбестовой, фарфоровой и другими видами изоляции. Нихромовая обмотка заменена нагревательным нихромовым элементом в виде петли, что делает работу паяльника надежной.
Благодаря громадному сечению нихромового элемента он фактически не выходит из строя. Потребляемая мощность паяльника в 4—5 раз, а длительность нагрева в 15 раз меньше, чем у простых электрических паяльников. Малогабаритный комбинированный электропаяльник рекомендован для пайки небольших подробностей электроизмерительных устройств и других монтажных работ.
Конструкция его несложна и он бывает изготовлен на любом предприятии.
Электропаяльник складывается из бронзового наконечника, что крепится при помощи латунной втулки к нихромовой проволоке, изогнутой в виде петли. Финиши нихромовой проволоки засунуты в отверстия токопроводящих алюминиевых пластин и закреплены винтами. Между токопроводящими пластинами, закрепленными в древесную рукоятку винтами, уложена гетинаксовая либо текстолитовая прокладка.
К токопроводящим пластинам винтами присоединены провода, каковые через понижающий трансформатор подключаются к сети. Потребляемая мощность электропаяльника 10 вт. Время нагрева его образовывает 15—20 сек.
Рис. 5. Электрический малогабаритный паяльник с петлеобразным нагревательным элементом
Паяльники с постоянным нагревом газом либо жидким горючим. Для паяльных работ довольно часто применяют паяльники с постоянным бензиновым либо газовым нагревом.
Рис. 6. Бензиновыи паяльник
Бензиновый паяльник представляет собой бензиновую горелку, к которой прикреплен на стержне посредством хомута простой паяльник из меди. Бензиновый паяльник имеет резервуар и горелку. Воздушное пространство, проходя через кран в резервуар, формирует в нем повышенное давление. Бензин подается через кран, распыляется струей сжатого воздуха и через форсунку выходит из горелки, где поджигается и образует пламя, нужное для нагрева рабочей части паяльника.
Расход бензина при работе бензиновым паяльником образовывает 0,16— 0,2 л/ч.
Газовый паяльник по конструкции похож на бензиновый. В газовом паяльнике вместо бензиновой горелки применена ацетилено-кислородная, к которой прикреплен паяльник. В горелку поступает ацетилено-кислородная смесь, которую на выходе зажигают, и появившимся наряду с этим пламенем нагревают рабочую часть паяльника, температуру которой оегулируют расходом газа.
Ультразвуковой паяльник с нагревателем отличается от электрического паяльника наличием магнитострикционного излучателя ультразвуковых колебаний, прикрепленного к головке паяльника. Излучатель паяльника собран из никелевых пластин, на нем имеется обмотка. Питает обмотку генератор ультразвуковой частоты.
Рабочая часть паяльника приобретает тепло от нагревательного элемента мощностью около 100 вт через обмотку, питаемую переменным током напряжением 10 в, и ультразвуковые колебания частотой 20—30 кгц, появляющиеся в магнитострикторе при подключенном генераторе. Наряду с этим в следствии ультразвуковых колебаний в расплавленном припое появляются кавитационные пузырьки, располагающиеся между твёрдым металлом и припоем. Происходит разрушение окисной пленки, а очищенный металл смачивается расплавленным припоем, прочно соединяясь с ним.
Рис. 7. Газовый паяльник
Рис. 8. Устройства ультразвуковых паяльников:
а — с электрическим нагревательным элементом, б — без нагревательного элемента
Используют кроме этого ультразвуковые паяльники без нагревателя. Рабочая часть паяльника приобретает тепло от внешних источников — газовой горелки, электронагревателя и т. д. Вибратором паяльника есть круглый никелевый стержень, расположенный на кронштейне в корпуса. На корпусе имеется обмотка возбуждения, включенная в генератор и создающая ультразвуковые колебания. Корпус вибратора имеет ребра охлаждения.
Вибратор размещается в корпусе и имеет рукоятку. Частота колебаний стержня 20— 30 кгц.
Абразивный паяльник складывается из бронзовой втулки с отверстием для абразивного карандаша. На бронзовую втулку намотана нихромовая проволока, образующая с асбестовым изолятором нагреватель паяльника. Нагреватель засунут в железный кожух, к которому прикреплена железная трубка с древесной рукояткой.
Рис. 9. Абразивный паяльник (разрез)
Абразивный карандаш по весу складывается из 90% асбеста и 10% припоя. Для изготовления для того чтобы карандаша стружку асбеста и припоя спрессовывают в холодном состоянии в пресс-форме под давлением 100—150 ат.
Паяльные лампы используют для нагревания подвергаемых пайке расплавления и деталей припоя. В качестве горючего применяют бензин и керосин. Лампы изготавливаются с резервуарами емкостью 0,5; 1; 1,5; 2; 3 и 4 л. Конструкция паяльной лампы продемонстрирована на рис. 10. В резервуаре, изготовленном из бронзы либо луженой жести, расположен насос, имеющий рукоятку для накачивания воздуха в резервуар.
Вертикальный отросток тройника ввинчен в гайку корпуса резервуара, а горизонтальный левый посредством ниппеля соединен с трубкой змеевика. В правый горизонтальный отросток ввернута на резьбе игла запорного крана, которой регулируют расход горючего и реализовывают подачу его в горелку лампы. Горелка помогает для сжигания горючего и складывается из форсунки и змеевика для распыления горючего.
Металлический кожух, охватывающий горелку, имеет прорези для подачи воздуха.
Для разжигания лампы помогает чашечка, куда заливают горючее. Резервуар заполняют горючим через горловину, в которой имеется возвратный клапан для регулирования дав ления воздуха. Горючая жидкость под давлением воздуха поднимается по трубке и через запорный кран поступает в змеевик горелки, в котором нагревается пламенем сгорающего в чашечке горючего и преобразовывается в пар.
Выходящие из форсунки пары поджигают, образуется пламя, которое преобразовывается в плотный факел посредством диафрагмы.
Рис. 10. Паяльная лампа (разрез)
Паяльные лампы, ширЬко использовавшиеся ранее для паяльных работ, вытесняются газопламенными горелками.
Газопламенные горелки используют для пайки жёсткими припоями. В качестве горючего применяют в них газообразное горючее. Для производства паяльных работ самоё широкое использование взяли следующие смеси: газ с воздухом, газ с кислородом, водород с кислородом, ацетилен с кислородом.
состав и Тип горелок газовых смесей для паяльных работ выбирают в зависимости от температуры плавления припоя, характеристики паяемого материала, размеров изделия и т. д.
Газо-воздушная горелка, трудящаяся на смеси газа с воздухом, складывается из двух трубок, скрепленных между собой патрубками и хомутом смесительной камеры. Смесительная камера заканчивается мундштуком. Любая из трубок имеет пробковые краны для регулирования пламени числом подаваемого газа и воздуха.
По одной из трубок подается газ, по второй сжатый воздушное пространство. Трубки посредством резиновых шлангов соединяются с газо-и воздухопроводами.
Рис. 11. Горелка, трудящаяся на смеси газа с воздухом
Рис. 12. Инжекторная горелка «Москва» (разрез)
Ацетилено-кислородная горелка инжекторного типа, взявшая самоё широкое распространение, употребляется не только для сварки тёмных и цветных металлов, но и для пайки. Отечественной индустрией выпускались горелки типа ГС-53, ГСМ-53, ГС-57. Сейчас они заменены горелками «Малютка» и «Москва».
Конструкция горелки «Москва» изображена на рис. 12. В горелку по каналу через сопло поступает кислород под давлением 4 ат.
При выходе кислорода из сопла с громадной скоростью создается разрежение в канале, через что засасывается ацетилен в инжектор смесительной камеры, где оба газа, смешиваясь, образуют горючую смесь. Последняя, пройдя по трубке наконечника горелки, формирует на выходе из мундштука пламя, нужное для паяльных работ.
Рис. 13. Керосино кислородная горелка ГКУ-55
Керосино – кислород, ная горелка, трудящаяся на жидком горючем в смеси с кисло-родом, предназначена для нагрева при пайке изделий жёсткими припоями.
Обширно используют для пайки два типа керосино-кислородных горелок ГКУ-55 и ГКР-57. На рис. 36 изображена сварочная универсальная горелка ГКУ-55-Кислород из баллона поступает в горелку по шлангу к ниппелю, после этого по трубкам и (последняя расположена в испарителя) через инжектор в смесительную камеру. Керосин по шлангу поступает из бачка к ниппелю, после этого по трубке проходит по асбестовой оплетке, намотанной на испаритель, где испаряется под действием пламени подогревающего сопла.
Пары керосина смешиваются с кислородом, что поступает с громадной скоростью из инжектора в смесительную камеру.
Образующаяся горючая смесь проходит через мундштук и выходит в воздух. Часть смеси направляется в сопло для подогрева испарителя. Количество поступающего горючего регулируют маховичком, при вращении которого трубка для кислорода перемещается на протяжении оси, изменяя наряду с этим величину зазора между краем и торцом инжектора смесительной камеры.
Вентилем 6 прекращают подачу керосина в испаритель при перерыве в работе.
В набор горелку ГКУ-55 входит шесть мундштуков (четыре однодырчатых и два сетчатых). Керосин подается в горелку воздушным насосом из бачка емкостью 5 л. Большая температура пламени керосино-кислородной горелки 2300 °С. Использование сетчатых, мундштуков снабжает равномерный и интенсивный нагрев подробностей при пайке.
Бензино-воздушная горелка используется при пайке изделий из сплавов и металлов, каковые имеют низкую температуру плавления (свинец, алюминий, магний и т. д.), и при пайке легкоплавкими припоями. На рис. 13 приведена конструкция бензино-воздушной горелки ВНИИАвтогена. Она может трудиться и как газовый паяльник.
Горелка комплектуется Двумя мундштуками, а для применения как паяльника снабжается четырьмя паяльными призмами. Воздушное пространство от компрессора по штуцеру поступает в смесительную камеру, где смешивается с бензино-воздушной смесью, поступающей в том направлении из бензинового бачка. Разбавленная так смесь поступает в корпус и разветвляется на два потока. Часть смеси через вентиль, сетку и трубку мундштука выходит в воздух и сгорает, образуя факел пламени.
Вторая часть смеси по трубке поступает в центральное отверстие мундштука, выходит в воздух и, сгорая, формирует ядро пламени.
Рис. 14. Вспомогательные инструменты для пайки:
а, б — щетки железные, в — струбцина, г — паяльные клещи, д, е, ж — шаберы, з — кисть
При эксплуатации бензино-воздушной горелки нужно выполнять правило: при зажигании горелки необходимо открыть на 1/2 оборота вентиль бензино-воздушной смеси, по окончании чего поджечь смесь и воздушным вентилем отрегулировать пламя.
Вспомогательные инструменты. При паяльных работах, не считая инструмента, служащего для нагрева, используют шаберы, напильники, зажимной инструмент, железные щетки, волосяные кисти.
Шаберы используются для удаления с поверхности спаиваемых изделий припоя, окислов и т. п.
Напильники помогают для зачистки спаиваемых мест до и по окончании пайки.
Зажимной инструмент используют для закрепления спаиваемых изделий. К нему относятся плоскогубцы обычные и комбинированные, пассатижи, струбцины, паяльные клещи и т. п.
Щетки железные помогают для очистки изделий от ржавчины и грязи, и для удаления излишков припоя по окончании пайки. Круглые железные щетки приводятся во вращение зачистными пневматическими либо электрическими автомобилями.
Кисти волосяные используют для смазывания флюсом поверхностей спаиваемых подробностей.