Контроль прочности сцепления покрытии с основой
Покрытие, которое связано с главным металлом, подвержено влиянию температуры, внешних механических нагрузок, внутренних напряжений, и вторых внешних и внутренних сил. самый напряжённый критический участок — граничная поверхность между основным металлом и покрытием. Вследствие этого прочность основного металла и сцепления покрытия — один из ответственных факторов, характеризующих возможность применения железных покрытий.
")
Рис. 1. Градуировочная кривая для определения пористости хромовых покрытий (Р — число плато на 1 мм2; К — степень пористости)
Состояние поверхности главного металла перед покрытием во многом определяет прочность сцепления. Следы загрязнения, пленки жиров и окислов в значительной мере снижают прочность сцепления; исходя из этого очистка поверхности изделий перед покрытием имеет важное значение. Прочность сцепления возрастает с повышением шероховатости поверхности главного металла; это возможно растолковать повышением площади соприкосновения покрытия и основного металла.
Следовательно, такие способы подготовки под покрытие, как дробеструйная обработка, шлифование, травление, должны благоприятно оказывать влияние на уровень качества сцепления.
На прочность сцепления покрытия воздействуют не только предварительная подготовка поверхности базы, вместе с тем режим электролиза и состав электролита. В частности, имеют значение плотность тока, перемешивание, температура и т. п.
Различают качественные и количественные способы измерения прочности сцепления.
На практике значительно чаще используют качественные способы опробований: они допускают яркое опробование без сложной подготовки примера, но дают только довольно правильные результаты, в значительной мере зависящие от наблюдательности и аккуратности исполнителя.
Количественные способы опробований, в большинстве случаев, требуют придания примеру особой формы либо, по крайней мере, предварительной обработки подробности для снятия напряжений. В большинстве случаев этим опробованиям подвергают железные покрытия громадной толщины. Преимущество количественных способов — возможность получения полных данных, каковые разрешают конкретно сравнивать результаты измерений разными способами, различными исполнителями и для различных объектов.
1. Качественные способы определения прочности сцепления
Эти способы основаны на различии физико-механических основного металлов металла и свойств покрытий подробности. Большей частью качественные способы основаны на сильной деформации примера, при которой разрушается покрытие либо главный металл. Способ контроля выбирают в зависимости от металла покрытия, назначения и вида подробности.
Для контроля возможно использовать приспособления и оборудование разных типов (полировальные и крацевальные станки, муфельные печи, тиски и т. п.).
Способ полирования. Поверхность покрытия полируют не меньше 15 с кругами из бязи, других материалов и фетра, пастами (крокусной, хромовой и др.). Скорость полирования 20— 30 м/с.
По окончании полирования на контролируемой поверхности не должно быть вздутия либо отслаивания покрытия.
Способ крацевания. Поверхность покрытия крацуют не меньше 15 с металлическими и латунными щетками (для мягких покрытий) с диаметром проволоки 0,1—0,3 мм при частоте вращения 1500—2800 об/мин. По окончании крацевания на контролируемой поверхности не должно быть отслаивания и вздутия покрытия.
Способ навивки используют для определения прочности сцепления покрытий на проволоке. Проволоку диаметром до 1 мм навивают на стержень утроенного диаметра; проволоку диаметром более 1 мм — на проволоку того же диаметра так, дабы появились 10—15 хорошо прилегающих один к второму витков. Пружины из проволоки диаметром до 1 мм осуществляют контроль выпрямлением, диаметром более 1 мм — растягиванием пружины на двойную длину.
По окончании контроля на поверхности не должно быть отслаивания покрытия.
Способ нанесения сетки царапин. На поверхность контролируемого покрытия металлическим острием наносят четыре-шесть параллельных линий глубиной до главного металла на расстоянии 2—3 мм одна от второй и четыре-шесть параллельных линий, перпендикулярных первым. На контролируемой поверхности не должно быть отслаивания покрытия.
Способ изгиба. Подробности с покрытием подвергают изгибу под углом 90° в обе стороны до излома. В месте излома покрытие не должно отслаиваться.
Способ вдавливания. При проверке пригодности листового материала к глубокой деформации (штамповка) используют пресс Эриксена. Результаты опробований вычисляют хорошими, в случае если трещины появляются при однообразной глубине вдавливания металлического шарика в образцы с покрытием и без него, причем при образовании трещин на примере с покрытием не происходит отслаивания покрытия от базы.
Способ распиловки. В месте распиловки примера не должно быть отслаивания покрытия. Целесообразно спиливать кромки так, дабы направление штрихов напильника содействовало отрыву покрытия от главного металла.
Способ удара. Для оценки сцепления применяют боек, падающий с определенной высоты. Прочность сцепления тем больше, чем больше ударов бойка выдерживает испытуемый участок поверхности до отслаивания при однообразной высоте падения.
Способ трения. В примерах, подвергнутых действию больших нагрузок, от трения в ходе опробования появляется большое количество теплоты, вызывающей расширение покрытия и основного материала. В случае если температурные коэффициенты линейного расширения металлов в значительной мере различаются, то в местах с нехорошим сцеплением вероятны вспучивание покрытия, образование пузырей; наряду с этим покрытие может отслаиваться.
Данный способ опробования не зависит от геометрической формы примера, но подвержен влиянию силы и скорости трения.
Способ нагрева основан на тех же физических базах, что и прошлый способ. Подробности с покрытием нагревают в течение 0,5—1,0 ч и охлаждают на воздухе. Температура нагревания подробностей из разных материалов со всеми видами покрытий (за исключением цинковых, кадмиевых, оловянных, свинцовых, и сплавом олово-свинец) указана ниже с точностью до ±5 °С:
Допускается понижение температуры нагрева для подробностей, имеющих швы, паянных припоями с температурой плавления нижеуказанной. Для цинковых и кадмиевых покрытий температура нагрева 180—200 °С; для оловянных, свинцовых и покрытий сплавом олово-свинец— 140—160 °С.
По окончании нагревания на контролируемой подробности не должно быть вздутия либо отслаивания покрытия.
Электрохимические способы. Для контроля прочности сцепления плотных покрытий , если ток в начале электролиза не расходуется на побочные реакции и всецело идет на восстановление ионов металла, возможно применять электрохимические способы.
Сущность способа содержится в том, что значение потенциала поляризации в момент включения тока определяет активную часть поверхности катода, на которой происходит осаждение металла; это характеризует прочность сцепления электролитического покрытия с базой. Пробу в качестве катода помещают в электролит, в котором происходит осаждение металла покрытия без побочных реакций (выход металла по току 100%), и измеряют простыми методами потенциал поляризации электрода.
В случае если в момент включения тока поляризация имеет повышенное значение, уменьшающееся в ходе электролиза, электрохимический способ конкретно показывает на недостаточную прочность сцепления. В случае если в ходе электролиза поляризация в момент включения не изменяется, то это говорит о хорошем сцеплении покрытия с базой при условии, что целый ток расходуется на осаждение металла.
Второй электрохимический способ содержится в следующем. Пробу, служащую катодом, помещают в электролит, воображающий собой 5%-ный раствор едкого натра либо едкого кали при довольно высоком напряжении в ванне (около 10 В). Выделяющийся на катоде атомарный водород диффундирует через покрытие, скапливается в местах недостатков, а при продолжительном насыщении образует пузыри.
В случае если покрытия выдерживают насыщение водородом более 15 мин без образования пузырей, то это говорит о хорошем сцеплении покрытия с базой.
2. Количественные способы определения прочности сцепления
Все количественные способы контроля основаны в большей либо меньшей степени на определении силы, нужной для отрыва покрытия от его основания либо для его среза. Прочность сцепления определяют как отношение силы отрыва либо среза к площади поверхности сцепления. Количественные способы измерения если сравнивать с качественными имеют преимущества, поскольку дают полные значения; но использование их в производственных условиях сдерживают трудности изготовления особых высокая стоимость и образцов испытательных станков.
Способы отрыва. Способ Е. Олларда содержится в осаждении металла на торцовой части цилиндрического примера и последующем отделении покрытия на разрывной машине. На рис.
17 приведена схема отрыва покрытия от подкладки. Поделив силу, нужную для отрыва, на площадь, возможно выяснить прочность сцепления покрытия с главным металлом. Недочёты способа: необходимость осаждения толстых покрытий, пригодных для опробования, и сложности подготовки катода по окончании электролиза к опробованию, поскольку катод обрабатывают на станке для получения выступающих краев покрытия, которыми катод удерживается при опробовании на разрыв.
Способ Жаке подобен обрисованному. Он создан для никелевых покрытий на стали. Плоский никелированный пример определенных размеров частично погружают в особый раствор (протеина), что при последующем омеднении сокращает прочность сцепления электролитического слоя меди в намоченных этим раствором местах.
Толщина бронзового слоя должна быть не меньше 300 мкм. Участок бронзового покрытия с недостаточным сцеплением отгибают под прямым углом и определяют в направлений, перпендикулярном к поверхности примера, силу, нужную для отрыва никелевого покрытия от главного металла. Способ основан на том, что прочность сцепления между слоями меди и никеля больше, чем между сталью и никелевым слоем.
Этим способом испытывают бронзовые слои печатных плат, нанесенные на синтетические материалы. В практике способ используют и для других железных покрытий.
Установка для опробования по способу Жаке значительно усовершенствована Лукомским. Устройство разрешает в течение всего опробования сохранять постоянный угол отрыва. Схема отрыва электролитического покрытия по методу Ю. Н. Луком-ского приведена на рис. 18. Предварительно отогнутый финиш покрытия присоединяют к верхнему зажиму разрывной автомобили. Поворот ролика снабжает постоянный угол отрыва.
Для поддержания неизменной длины отрыва на покрытии делают надрез на расстоянии 25 мм от исходной линии.
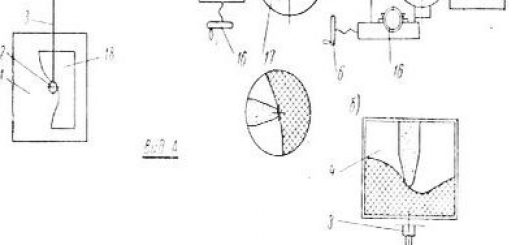
Способ Г. Г. Гугунишвили пребывает в следующем. В главный материал засунуты пара конических шпилек из однообразного материала (рис. 19).
Деланные выводы финиши шпилек образуют с поверхностью главного материала единую плоскость, на которую наносят покрытие. Прочность сцепления определяется силой Р, нужной для извлечения шпилек из плиты главного материала и, следовательно, для отрыва от покрытия. Недочёт способа — трудность изготовления образцов для опробований.
По модифицированному способу Г. Г. Гугунишвили (усовершенствован в ЛТИ им. Ленсовета) используют пример, воображающий собой цилиндрик диаметром 10 мм с коническим отверстием, в которое засунута конусная шпилька. На торцовую поверхность конусной шпильки и цилиндрика нанесен слой металла толщиной 10 мкм.
Поверх него для предотвращения сквозного разрыва наращивают дополнительный слой металла (толщиной не меньше 150 мкм) из «скоростной» ванны. Боковая поверхность примера при осаждении покрытия изолирована полихлорвиниловой трубкой.
Рис. 2. Схема определения прочности сцепления по способу Г. Г. Гугунишвили: а —хорошее сцепление; б — нехорошее сцепление; 1 — главный материал; 2 — покрытие
Рис. 3. Пример для измерения прочности сцепления
Рис. 4. Зажимы разрывной
Рис. 5. Схема контроля прочности сцеп-машины ления сдвигом либо смятием
Прочность сцепления определяется силой отрыва шпильки от покрытия при помощи разрывной автомобили. Отрыв делают с определенной скоростью, поскольку она воздействует на полное значение взятых результатов. Диаметр торцов шпилек измеряют при помощи микроскопа с точностью до ОД мм.
Способ среза. Опробования покрытия на срез (рис. 5) выполняют в основном для 1 г толстых покрытий. Использование
этого способа ограничивает сложность изготовления образцов. Образцы должны выполняться так, дабы на главном материале оставалась частичка покрытия прямоугольной либо квадратной формы площадью пара квадратных миллиметров. Кусок плоского материала из закаленной стали применяют как пуансон, сдвигающий покинутую на главном материале частичку покрытия, причем верхние края пуансона и главного материала должны совпадать.
В случае если под прессом сжимать пробу и пуансон в вертикальном направлении, то главный материал, и частичка покрытия уплотнятся, их высота уменьшится, а пуансон сохранит наряду с этим (приблизительно) собственную исходную высоту. К моменту, в то время, когда сила сцепления частички покрытия будет меньше действующей на нее через пуансон силы, покрытие отделится от главного металла. Отношение силы, действующей на поверхность примера, к площади поверхности сцепления, соответствует прочности сцепления.