Крашение, вощение, лакирование и полирование
Крашение. Перед тем как приступить к окончательной лицевой прозрачной отделке, с поверхности древесины необходимо удалить пятна грязи, смолу. Для удаления их, и для придания древесине более яркого тона используют разные отбеливающие и обессмоливающие составы.
Хорошим отбеливающим составом есть разбавленная водой перекись водорода с добавлением нашатырного спирта в таком количестве, дабы оказался сильный запах. Намоченная этим составом поверхность через 2—3 дней делается совсем белой, не требующей промывки.
Помимо этого, используют смесь из воды и поташа (в равных частях), 10-процентный раствор соды, бензин и др.
Отбеливающие составы наносят на поверхность травяными щетками и смывают раствором соды либо мыльной водой.
По окончании отбеливания древесину необходимо шлифовать. Древесину, содержащую много смолы, обессмоливают 25-процентным водным раствором ацетона. Довольно часто для этого употребляется водный раствор кальцинированной соды (на 1 л воды 50—60 г соды) либо смесь четырех частей содового и одной части ацетонового растворов.
Составы наносят на поверхность травяной щеткой и после этого смывают горячей водой (25 °С) либо не сильный 2—3-процентным раствором соды. Крашение под прозрачную отделку используют чтобы придать древесине необходимый цвет, сгустить естественную окраску ее, имитировать под соответствующую полезную породу.
Крашение возможно поверхностным (бейцовка) и глубоким (морение либо протрава).
Глубокое крашение отличается от поверхностного тем, что красящим раствором пропитывается вся древесина. Сквозная пропитка древесины разрешает изготовлять лущеный шпон, пригодный для производства мебели без последующего оклеивания строганой фанерой из древесины полезных пород. Такое крашение создают кроме этого и при изготовлении изделий, каковые будут подвергаться истиранию на протяжении эксплуатации.
Растворы красителей приготовляют размешиванием сухого красителя в маленьком количестве нагретой до 60—80 °С воды. После этого раствор фильтруют через пара слоев марли и разбавляют водой до нужной концентрации в зависимости от желаемого тона окраски. Хранить растворы нужно в чистой, нержавеющей и закрывающейся посуде.
Растворы прозрачных красителей наносят на поверхность древесины кистью, губкой, пульверизатором либо погружают подробность в раствор красителя. Получение густых тонов, достигается нанесением не сильный раствора в пара приемов.
При ручном крашении раствор наносят равномерно по всей поверхности сперва на протяжении, а после этого поперек волокон, избегая потеков.
Поверхность по окончании крашения осушают отжатым тампоном либо тряпкой. Торцы изделий предварительно увлажняют клеевой водой, в другом случае они смогут окраситься в более чёрный цвет.
Поверхность древесины по окончании крашения делается ворсистой и ее необходимо отшлифовать либо протереть морской травой, конским волосом.
Для закрытия больших создания и пор большей связи лака с древесиной поверхность грунтуют. Лучшими грунтовками являются масляные и нитроцеллюлозные. Применяемая грунтовка должна быть окрашена в соответствующий тон древесины.
Для пористых пород древесины используют густую грунтовку с содержанием порозаполнителей, а для непористых — жидкую, без порозаполнителей.
Частые грунтовки наносят на поверхность древесины шпателем, а жидкие — кистью либо пульверизатором.
Грунтованую поверхность по окончании просушки направляться отшлифовать мелкозернистой шкуркой либо протереть морской травой.
Вощение. Вощение относится к самый простому виду отделки. Для вощения древесины приготовляют восковую пасту на скипидаре либо бензине. Воск растапливают в какой-либо посуде, додают две части бензина либо скипидара и шепетильно размешивают. Бензин либо скипидар возможно додавать и в другом количестве. Чтобы не было воспламенения посуду с разбавленным воском нельзя ставить на пламя.
Восковая паста, приготовленная на бензине, сохнет существенно стремительнее, чем приготовленная на скипидаре, но страшнее в пожарном отношении.
Поверхность, покрытая восковой пастой, считается высохшей по окончании полного испарения растворителя: скипидара в течение 20—24 час., бензина 6—8 час.
Вощение содержится в том, что на поверхность древесины ровным слоем наносят твёрдой волосяной кистью восковую пасту. После этого высохшую поверхность натирают сперва щеткой с твёрдой и маленькой густой щетиной, а позже чистой суконкой до блеска.
Для закрепления воска навощенную поверхность покрывают прозрачным лаком.
Восковая паста есть хорошим порозаполнителем, вследствие этого поверхность под восковую отделку грунтовать не нужно. На данный момент вощение заменяется покрытием поверхности олифой.
Лакирование. Лакирование пребывает в том, что отшлифованную поверхность древесины полезных пород, окрашенную прозрачным красителем, и вощеную либо проолифленную, покрывают лаком.
Для лакирования используют спиртовые, масляные и нитроцеллюлозные лаки. Масляные лаки сохнут весьма медлительно, до трех дней, спиртовые и нитроцеллюлозные нитролаки — в течение 2 час.
Более прочную пленку имеют нитролаки. Исходя из этого их больше применяют для лакирования и используют как для внутренних, так и для наружных работ.
Не все лакокрасочные покрытия одинаково выдерживают воздействие воды. Пленки нитролаков, к примеру, так водоустойчивы, что шлифуются шкуркой с водой.
Спиртовые лаки отличаются не сильный влагостойкостью. Кое-какие из них совсем не выдерживают протирки мокрой тряпкой: мутнеют, растрескиваются.
Мебель, отделанная неводостойкими материалами, допускает лишь сухую протирку и в сырых помещениях скоро теряет блеск. В технических условиях на лакокрасочные материалы указывается их влагостойкость, т. е. свойство противостоять действию воды в течение определенного времени, без каких-либо показателей порчи лакового либо красочного покрытия.
Перед покрытием лаком древесину нужно прекрасно npoqyiUHTb и разрешить ей выстояться так, дабы бензин и скипидар улетучились. На непросушен-ных поверхностях оставшиеся под лаковой пленкой растворители портят покрытие, образуя на нем пузыри, трещины и пятна. Лакировочные работы нужно создавать в сухом помещении при отсутствии пыли кроме того в воздухе. Поверхность перед нанесением лака должна быть очищена от пыли.
Лак переносят на поверхность мягкой кистью, распылителем и тампоном узкими равномерными слоями, без потеков (рис. 336).
Изделие покрывают лаком до 3—6 раз, прекрасно просушивая каждое прошлое покрытие. Лакирование заканчивают, в то время, когда изделие возьмёт ровный, везде однообразный блеск.
Несколько рижских инженеров во главе с Г. В. Хубаевым применила полиэфирный лак в мебельной индустрии. Он содержит в шесть—восемь раза больше сухого вещества, чем лаки, использующиеся на данный момент. Исходя из этого для отличного покрытия достаточно нанести его на поверхность древесины всего один раз. Новый лак владеет только высокой устойчивостью к химическому и механическому действию, не опасается высоких температур и влаги.
Он прекрасно проявляет текстуру дерева и есть хорошим материалом для имитации под полезные породы древесины.
Механизированное нанесение на поверхность изделия лакового покрытия осуществляется аппаратами-распылителями.
Пистолет-распылитель ЦНИЛ-3 рекомендован Для механизированной окраски узких элементов столярных изделий.
")
Рис. 1. Положение тампона в руке при лакировании:
1 — широких поверхностей, б — узких поверхностей
Корпус пистолета-распылителя литой, дюралюминиевый, в нем смонтированы все подробности пистолета. Насадка (головка) имеет кольцеобразное отверстие и клапан, через которое подается сжатый воздушное пространство для распыления струи краски, и два рожка с шестью отверстиями для получения нужной формы факела распыления. Для впуска сжатого воздуха помогает пусковая скоба.
Рукоятка имеет материальный и воздушный штуцер . Клапан головки раскрывается при нажатии на пусковую скобу пистолета.
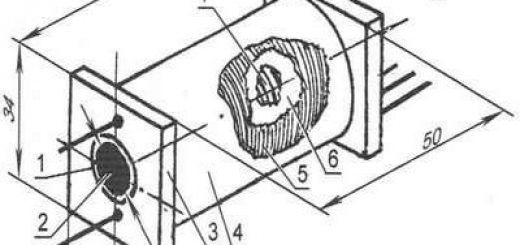
Рис. 2. Универсальные пистолеты-распылители:
а — модели ЦНИЛ-3; б — модели БТО-3: 1 — распылительная головка, 2 — сопло, 3 — корпус, 4 — рычаг спускового крючка, 5 — затвор, 6 — пружина затвора, 7 — регулировочный винт, 8 — головка воздушного клапана с пружиной, 9 — воздушный редуктор, 10—воздушное сопло, 11 — стержень воздушного клапана, 12 — рукоятка, 13 — спусковой крючок, 14 — игла
Пистолет-распылитель БТО-3 при распылении краски существенно сокращает образование тумана либо вовсе не дает его. Состоит пистолет-распылитель БТО-3 из алюминиевого корпуса с рукояткой. В среднюю часть корпуса вмонтированы затвор с пружиной и рычажный механизм краски подачи и включения воздуха, складывающейся из рычага и спускового крючка.
В корпус ввернуто сопло и при помощи зажимного кольца закреплена распылительная головка. С хвостового финиша засунута игла, которая при помощи пружины и заднего регулировочного винта закрывает отверстие сопла. Трудится пистолет-распылитель при нажатии на спусковой крючок.
При выходе из краскораспылительной головки воздушное пространство распыляет «рамочный состав и подает его на окрашиваемую поверхность и, помимо этого, образует воздушную рубаху около факела распыленной краски, не давая ее частицам разлетаться в стороны. Трудится пистолет от любого источника воздуха с давлением 4—6 ат. Лакирование пистолетом-распылителем продемонстрировано на рис.
338.
Для нанесения лакокрасочного покрытия используется и краскораспылитель С-754 Вильнюсского завода покрасочных аппаратов. Он может трудиться как от наливного бака, так и от нагнетательного; отличается маленьким весом (500 г) и дает более равномерное распределение потока воздуха в распределительной головке. Производительность его достигает 300 Mr/час, габариты распылителя — 200 X X175 X 45 мм.
Для отделки громадного количества щитов однообразного размера пользуются кроме этого автоматической опрыскивающей установкой. Щиты движутся по горизонтальному конвейеру, наверху которого имеется головка с двумя опрыскивателями, передвигаемыми в поперечном направлении. Отделочный материал подается к опрыскивателям из бачков под давлением.
Рис. 3. Лакирование пистолетом-распылителем
Рис. 4. Автоматическая опрыскивающая установка для отделки щитов
На автоматической опрыскивающей установке возможно декорировать щиты шириной до 1,5 м, причем ширину полосы отделки возможно заменять, не останавливая конвейера.
Имеются установки для нанесения лака на поверхность изделия при помощи вальцов. Лакирование подробностей при помощи вальцов разрешает достигнуть большого качества отделки древесины и существенно сократить расход лака. Наряду с этим способе отделки громадное значение имеет вязкость лака, поскольку он обязан скоро высыхать и равномерно распределяться по поверхности изделия.
В Англии щиты и другие древесные подробности декорируют синтетическими смолами.
Щиты по окончании нанесения на их поверхность слоя синтетической смолы сушат инфракрасными лучами при помощи рефлекторных
ламп, в следствии этого в течение нескольких мин. образуется жёсткая эластичная пленка, прекрасно сопротивляющаяся действию воды, огня, кислот, щелочей и не отслаивающаяся от поверхности кроме того при последующем раскрое щитов.
В деревообрабатывающей индустрии приобретает широкое распространение новый способ нанесения жидких отделочных материалов— способ налива. Отделка изделий способом налива выгодно отличается от других способов отделки жидкими лакокрасочными материалами. Данный метод снабжает высокую производительность, возможность правильного соблюдения заданной нормы расхода и толщины покрытия отделочных материалов.
Налив производится особыми автомобилями. Принцип работы этих автомобилей сводится к тому, что подробности, укладываемые на движущийся транспортер, проходят через лаковую завесу, где они покрываются равномерным по толщине лаковым слоем. Автомобили имеют одну либо две наливные головки.
Транспортерные ленты расположены на станине станка и смогут перемещаться одна довольно второй в зависимости от размеров декорируемых подробностей.
На Тбилисском мебельном комбинате используется сконструированная инж. Г. А. Хваделиани лаконаливная машина. Она складывается из станины, бака для лака, распределительной гребенки, экрана, воронки для стока лака, звездочки привода и ведущей звездочки, нижнего бака для барабана и лака. Материалом для экрана и баков помогает листовая двухмиллиметровая сталь. Распределительная гребенка представляет собой запаянную с двух сторон трубу, в которой имеются 67 отверстий диаметром 2 мм каждое.
Толщина наносимого слоя лака регулируется коробкой скоростей транспортера. Наливной бак автомобили подает лак через вентиль в распределительную гребенку с фильтром на экран, установленный под углом 30° и заканчивающийся острым ножом, с которого лак стекает в виде лаковой завесы на подаваемые транспортером подробности. Из гребенки лак вытекает струйками в марлевый фильтр из четырех слоев марли.
Рис. 5. Вальцы для нанесения лака
Марлевый фильтр, наполненный лаком, лежит на экране в виде подушки, с которой лак попадает через воронку в нижний бак, откуда по мере необходимости перекачивается сжатым воздухом в верхний наливной бак. В нижнем баке имеется трубка, к которой подключается шланг для подвода сжатого воздуха.
Рис. 6. Лаконаливная машина:
а — неспециализированный вид; б — схема устройства: 1 — бак для лака, 2 — вентиль, 3 — распределительная гребенка, 4 — обогреватель, 5 — экран, 6 — воронка для стока лака, 7 — звездочка привода, 8 — лента транспортера, 9 — направляющая лента, 10 — барабан, 11 — нижний бак для лака, 12 — станина
Скорость нанесения лака возрастает если сравнивать с отделкой распылением более чем на порядок. Щиты, лакируемые на данной машине, не имеют ни шагрени, ни пузырей. Утраты лака нет, и не нужно использовать для разжижения лака растворитель.
В пожарном отношении лакирование безопасно, поскольку лак не распыляется в воздухе. По конструкции лаконаливная машина несложна и возможно изготовлена на любом мебельном предприятии.
Сейчас приступили к выпуску лаконаливных автомобилей модели ЛНМ высокой производительности, со скоростью подачи изделия до 80 м/мин для ширины изделия до 1300 мм.
Рис. 7. Нанесение струи лака на плоские подробности:
1 — обрабатываемый щит, 2 — разливочный резервуар, 3 — прорезь для лака
Рис. 8. Станок для отделки древесины струей лака:
1 — станина, 2 — рабочий стол
На многих фирмах мебельной индустрии начали использовать метод нанесения лака на декорируемую поверхность не пульверизатором, а струей, вытекающей через щелеобразное отверстие. Вытекающая струя образует завесу, через которую пропускается декорируемая подробность. Особые станки, сконструированные для данной цели, снабжают отличную отделку.
Станок для отделки струей лака продемонстрирован на рис. 342 и 343. Он складывается из разливочного резервуара, в который лак накачивается через фильтр насосом. В нижней части резервуара имеется прорезь, которая помогает для подачи лака.
Не попавший на поверхность подробности лак стекает опять в бак по наклонному желобу. Ширина прорези регулируется от 0,1 до 5 мм.
На деревообрабатывающем комбинате № 6 Главмоспром-стройматериалов смонтирована автоматическая линия по лакированию щитов фанерованных дверей, где использованы шведские лаконамазывающие автомобили LAV. Наносится лак валиками автомобили на предварительно нагретую поверхность двери. Лаковая пленка, нанесенная на тёплую поверхность, скоро высыхает.
Наряду с этим достигается точность заданной толщины пленки и экономия в расходовании материалов.
Особым устройством двери складываются на подающий стол нагревательной печи, где они нагреваются инфракрасными лучами. В течение 64 сек. температура на поверхности двери достигает 105 °С.
После этого дверь перемещается к лаконамазывающей машине, которая причиняет грунтовку с двух сторон. Затем за 40 сек. дверь высушивается в сушильном канале и шлифуется на первом щеточно-шлифовальном станке. При предстоящем перемещении дверь посредством особого устройства поворачивается и вторая ее сторона шлифуется на втором щеточно-шлифовальном станке.
Отшлифованная дверь вторично нагревается во второй нагревательной печи при температуре 320 °С в течение 32 сек. и поступает на следующие лаконамазывающие автомобили. Первая лаконамазывающая машина причиняет 45 г/м2 лака, а вторая — 60 г/м2 лака. Движется дверь со скоростью 3,75 м/мин.
По окончании покрытий лаком дверь закладывается на 60 сек. в сушильный канал. На продольные кромки дверей лак наносится пистолетами,
Рис. 9. Схема автоматической линии по лакированию дверей:
1 — подающий стол, 2 — первая нагревательная печь, 3 — первая лаконамазывающая машина, 4 — первый сушильный канал, 5 — первый щеточно-шлифовальный станок, 6 — поворачивающее устройство, 7 — второй щеточно-шлифовальный станок, 8 — вторая нагревательная печь, 9 — вторая лаконамазывающая машина, 10 — второй сушильный канал
На базе применения лаконаливных автомобилей Иманский домостроительный комбинат Главвладивостокстроя освоил производство нового стройматериала — облицовочных плиток из жёстких древесно-волокнистых плит с эмалевым покрытием, имитированных под кафель.
Сперва для предварительной очистки плиты поступают на щеточную машину, где обрабатываются вращающимися нейлоновыми щетками. После этого посредством ускорительного рольганга плиты поступают на покрасочную машину, где и наносится первое (грунтовочное) покрытие эмалевым лаком. Высушенные в электрокалориферной сушилке плиты обрабатываются на шлифовальной машине, где снимается жировой неровности и слой первой покраски.
Затем плиты повторно проходят целый цикл обработки и приобретают окончательное лицевое покрытие.
Отделочные операции требуют большого времени на выдержку и сушку поверхностей по окончании нанесения того либо иного покрытия. Все это формирует особенные трудности при автоматизации отделочных процессов, поскольку требует особого оборудования разных сушильных и вентиляционных значительного увеличения и устройств производственных площадей. Исходя из этого современные технологические процессы отделки составляют с учетом всех возможностей, содействующих сокращению цикла отделки. К примеру, вводят сушку инфракрасными лучами, предварительный подогрев лака либо декорируемой поверхности, используют лаки с повышенным содержанием пленкообразующих веществ, повышают толщину разового покрытия и т. д.
Для отделки мебели, стен помещений пассажирских самолётов и пароходов, стен жилых строений на Ленинградском заводе слоистых пластиков изготовляют новый отделочный материал. Воображает он собой узкие прочные страницы, имеющие зеркальную поверхность с имитацией под карельскую березу, палисандр, малахит и т. д. Изготовляют эти страницы из нескольких слоев бумаги, пропитанных карбамидной смолой.
Затем страницы помещают между двумя отшлифованными пластинами из нержавеющей стали и закладывают в тёплый гидравлический пресс. Под действием высокой температуры и большого давления карбамидная смола пропитывает и склеивает бумагу. Получается плотный лист, имеющий большую прочность и ровную зеркальную поверхность.
На ростовской мебельной фабрике им. Урицкого создана и внедрена разработка облицовки поверхности стружечных мебельных щитов текстурной бумагой, имитирующей художественную инкрустацию. Бумага, используемая для облицовки, обязана владеть кроющей свойством. Для нанесения на бумагу текстуры древесины либо декоративно-художественных композиций употребляется способ офсетной печати. Данный метод позволяет воспроизводить любой многокрасочный рисунок с громадной точностью.
прессование щитов и Наклейка бумаги производятся в гидравлическом прессе с обогреваемыми плитами.
Облицовочные щиты по окончании технологической выдержки подвергаются механической обработке. Отделка производится нитролаками с последующей располировкой.
Для изготовления мебели с имитацией полезных пород древесины пользуются кроме этого намерено приготовленной фанерой. Для этого берут обычную узкую листовую фанеру, покрывают сверху листом бумаги с нанесенным на него типографской краской рисунком разреза какой-либо полезной породы: красного дерева, ореха, дуба. После этого на бумагу накладывают пленку из карбамидной смолы и покрывают сверху металлическим хромированным страницей.
Под громадным давлением гидравлического пресса, куда помещают такие страницы, и при большой температуре пленка расплавляется, пропитывает бумагу с рисунком и приклеивает ее к фанере. Лист выходит с соответствующим рисунком и зеркальной поверхностью. Такими страницами фанеруют мебель.
На столичном деревообрабатывающем комбинате № 3 действует новая имитационная машина. Она запланирована на выпуск в год около трех миллионов квадратных метров имитационной бумаги: неестественного палисандра, орехового дерева и красного, карельской березы. Красящий состав из ванны краскопитаЮщимся валиком наносится на цилиндрическое клише.
Излишек красящего состава с клише снимается прижимаемым к нему ракелем. Рисунок текстуры древесины с цилиндрического клише переносится желатиновым валом на бумагу, разматываемую с рулона, которая прижимается к желатиновому валу резиновым валиком. Готовая текстурная бумага хорошо сматывается в рулоны.
Целый процесс печатания текстурной бумаги происходит непрерывно.
Процесс имитации древесины пребывает в следующем: на древесную (либо пластмассовую) базу наклеивается бумага с готовым рисунком текстуры. Ее обрабатывают составом-из смол и технического спирта, после этого покрывают слоем прозрачной бакелитовой пленки. В следствии создается чувство превосходно отполированной поверхности.
Пленка предохраняет текстуру от атмосферных действий.
На Новогеоргиевской мебельной фабрике в Кировоградской области и на комбинатах и мебельных фабриках Черкасского района внедрена новая разработка поверхностной обработки мебельных изделий. При новой технологии отделки используется протравное крашение с одновременной грунтовкой фанеры.
Эргономичная и недорогая, отделка отличается прекрасным внешним видом. Для протравного крашения фанеры, изготовленной на белковых клеях и столярных, используется состав, что включает (в процентном отношении): казеина 5,6—6, каустической соды 1,7—2,0, красителя 1,7—2,0, воды 16—18, спиртового лака либо нитролака 72—75. Для фанеры, изготовленной на смоляных клеях, в краску входят : казеин, краситель и каустическая сода — по 2 процента, вода — 4,0, спиртовой лак — 20,3, шеллак — 67,6 процента.
При отделке мебели методом протравного крашения в поверхностном слое древесины происходят трансформации: фанера из малоценных пород древесины получает прекрасные оттенки и по собственному текстуре и внешнему виду не уступает фанере из дорогостоящих дуба, ясеня, береста, бука и ореха. Изменяя количество красителя, возможно приобретать каждые оттенки красящего состава.
Протравное крашение дает до 10 процентов экономии лака. Наровне с этим красящие составы надежно сцепляются с обрабатываемой поверхностью и при их помощи устраняется таковой тяжело исправимый брак, как пробои клея через слой отделочной фанеры. Раньше места с пробоями клея по большому счету не поддавались никакой отделке.
Разработка протравного крашения с одновременной грунтовкой фанеры весьма несложна и возможно применена на всех мебельных фирмах.
Полирование. Полирование есть самый высококачественным методом отделки поверхности древесины. Полированная поверхность получает устойчивый зеркальный блеск.
Под слоем политуры строение древесины выявляется особенно четко, все оттенки и их переплетения и цвета волокон прекрасно заметны и образуют прекрасный рисунок. Но четко выступают и все недостатки, не устраненные при подготовке древесины к полированию.
Полировку возможно использовать лишь для изделий, применяемых в отапливаемых помещений, поскольку от влажности и резких колебаний температуры полированная поверхность скоро портится. Влага, оставшаяся в не хорошо высушенной древесине либо пробравшаяся в нее, и содержащаяся в политуре, приготовленной на низкосортном спирте, образует на полированной поверхности белые пятна. Исходя из этого при полировании нужно предохранять изделия и материалы от попадания в них жидкости.
Полирование внутренних углов, фигурных и небольших углублений весьма затруднительно. Исходя из этого сложные изделия с тяжело дешёвыми местами рекомендуется полировать в разобранном виде. оптимальнееполируется древесина непористых плотных пород.
Полирование — самый трудоемкий вид отделки. Сущность его содержится в том, что на поверхность древесины многократно наносят много узких слоев политуры посредством тампона. Тампон является кускоммягкой шерстяной материи, шерсти либо ваты, свернутой в комок и обернутой в чистую ветхую стираную полотняную тряпку. Шерсть либо вата пропитывается политурой, которая при нажатии тампона на древесину равномерно выжимается на полируемую поверхность.
Дабы тампон легче скользил по поверхности и не прилипал к ней, на него наносят 1—2 капли льняного, вазелинового, парафинового либо подсолнечного масла.
На полируемой поверхности за тампоном образуется скоро исчезающий узкий мазок (лас) высыхающей политуры. В случае если мазок не высыхает скоро либо получается жирным с небольшими пузырьками, значит в тампоне через чур много политуры и таким тампоном полировать запрещено. По мере подсыхания тампона нажим на него мало увеличивают. В то время, когда на полируемой поверхности не появляются видимые мазки, в тампон направляться добавить политуры.
Маленькое количество политуры наливают на верх комка шерсти либо ваты, по окончании чего в обязательном порядке делают пробный мазок.
Лучшей политурой считается шеллачная, поскольку от нее получается пленка, владеющая высокой эластичностью, способностью и светостойкостью к полированию. Хранить тампон кроме того на протяжении весьма маленьких перерывов в работе необходимо в закрытой коробке.
Рис. 10. Положение губки (тампона) в руке при полировании
Рис. 11. Схемы перемещения тампона при полировании:
1 — при грунтовании, 2 — при первом полировании, 3 — при втором полировании, 4 — при третьем полировании
Полирование делают на столе при устойчивом горизонтальном положении обрабатываемой подробности.
Оно включает четыре операции: грунтование, первое, третье и второе полирование. При грунтовании политуру наносят на поверхность круговыми перемещениями тампона; при первом полировании перемещения делают зигзагообразными с возвратом в исходное положение через зигзаги по прямой; при втором полировании перемещения кроме этого зигзагообразные, но с возвратом через зигзаги круговыми перемещениями; при третьем полировании перемещения делают в виде продольных и поперечных восьмерок.
В случае если перемещения тампона верные и на поверхность наносится пленка политуры однообразной толщины, то полируемая поверхность получает равномерный зеркальный глянец. Грунтование создают в большинстве случаев более густой политурой, включающей 10—15% смолы и пемзовый порошок. Время от времени на протяжении грунтования древесина начинает ворситься.
Тогда ее направляться обильно намочить политурой и этим привести к поднятию ворса, что по окончании просушки поверхности необходимо сошлифовать самой небольшой шкуркой либо пемзой второе и Первое полирование создают 8-процентной политурой, а третье полирование делают 5—7-процентной политурой.
Полирование направляться делать плавными перемещениями, наряду с этим грунтование более спокойными и замедленными перемещениями, второе и первое полирование в более стремительном темпе, а третье полирование еще стремительнее. Полируя, нельзя отрывать тампон от обрабатываемой поверхности. Тампон направляться надвигать на поверхность либо сдвигать с нее боковыми скользящими перемещениями.
Оставлять тампон на полируемой поверхности, и опускать на нее сверху либо снимать вверх запрещено, поскольку от этого будут оставаться пятна — «ожоги». «Ожоги» смогут оказаться на поверхности и при сильных нажимах на тампон.
Между отдельными операциями полирования поверхность подвергают долгой выдержке. Грунтованная поверхность в большинстве случаев сохнет от двух до пяти дней. За это время начальный глянец тускнеет, политура впитывается в поры.
Загрунтованную поверхность по окончании просушки шлифуют шкуркой № 325—400 либо пемзовым порошком с льняным маслом. Чем больше слоев политуры будет нанесено на поверхность и чем дольше перерывы между операциями, тем выше будет уровень качества полировки.
Завершающей операцией есть выполировка — удаление масла. Для выполировки используется либо чистый этиловый спирт либо с добавлением венской извести (обожженный доломит), которым смачивают тампон из льняного полотна. Выполи-ровкой удаляют с поверхности следы масла и совсем сглаживают пленку.
Выполняется она стремительными перемещениями — восьмерками.
Полирование создают кроме этого посредством переносных ручных аппаратов и на стационарных станках.
Полировальный трехтампонный электрифицированный аппарат изображен на рис. 12. Рабочая часть вращается около неспециализированной центральной оси и в один момент около собственной оси. Политура, пемзовая пудра и масло находятся в аппарате в особенных резервуарах.
Подача материала по мере необходимости производится нажатием соответствующих кнопок.
Рис. 12. Полировальный трехтампонный электрифицированный аппарат
Производимая заводом «Электроинструмент» виброшлифо-вально-полировальная машина С-423-А предназначена для полирования и шлифования металла, и дерева и используется на мебельных фабриках. Виброшлифовально-полировальная машина складывается из скрепленных между собой колпака с ручкой, корпуса, виброплощадки, штепсельного соединения и электродвигателя со шнуром.
Рис. 13. Полирование столярных изделий на станке ПП-3
При громадных количествах работ для отделки полированием ровных щитовых поверхностей пользуются плоскополировальными станками.
Плоскополировальный станок ПП-3 снабжен пнев-мооборудованием. Давлением воздуха производится прижим тампона к полируемой поверхности, стремительное закрепление изделий на столе. Величина давления на изделие до 170 кг. Главные рабочие движения станка автоматизированы. Давление тампона на изделие на протяжении работы контролируется манометром.
Наладкой станка предусмотрены четыре рабочих автоматических цикла: «сетка», «рамка», «продольный и» поперечный «зигзаг ».
Наличие разных автоматических циклов разрешает равномерно обработать всю поверхность изделия.
Рабочий может в любое время вмешаться в непроизвольный цикл и поменять перемещение тампона по изделию в любом направлении посредством рукоятки. Давление на изделие изменяется особым регулятором. В тампон политура подается из бака, установленного на рабочей головке. Тампон быстросъемный, его диаметр 120 либо 160 мм.
Бесперебойная работа станка обеспечивается наличием запасного тампона.
Станок используется для отличной полировки древесных изделий.
Рис. 14. Плоскополировальный полуавтомат ППА-3
Громаднейшие размеры обрабатываемых изделий: протяженность 2000 мм, ширина 1300 мм, высота 350 мм. На станке возможно создавать нанесение и заполнение пор первого слоя грунта, полирование лаковых покрытий и другие работы по отделке. Взры-возащищенное электрооборудование позволяет применять станок на работе с нитрополитурами и во взрывоопасных помещениях.
Плоскополировальный полуавтомат ППА-3 рекомендован для нанесения шеллачной (16—18%) и нитрополитур на плоские поверхности древесных подробностей с последовательной полировкой их особым тампоном.
Тампон является конусом , находящийся в зажимном кольце. На финише конуса помещена набивка из шерстяного трикотажа, обтянутая холстом. Процесс нанесения грунта — многократный, до получения нужной толщины слоя с зеркальной поверхностью.
Тампон совершает планетарное вращение около оси шпинделя и вращение около собственной оси, при котором все точки поверхности тампона имеют однообразную скорость довольно полируемой поверхности. Давление тампона на поверхность полируемой подробности регулируется. Подача политуры на тампон постоянная, из особого бачка, установленного на поперечной каретке.
В один момент с втиранием политуры производится уплотнение ее и полировка до нужной чистоты. Полировальная головка с тампоном может передвигаться по полируемой поверхности с разной траекторией перемещения. Все тампонов и движения кареток механизированы и автоматизированы.
При полировке шеллачной политурой полуавтомат возможно применен для нанесения сухого грунта, первого и второго масляных грунтов. Имеющиеся счетчики импульсов позволяют заблаговременно установить количество траекторий перемещения тампона, с последовательным автоматическим переходом одного перемещения в второе.
Громаднейшая протяженность полируемой подробности 1800 мм, ширина 600 мм, громаднейшая толщина 25 мм. Число оборотов тампона 75—135 об/мин.
Не считая неспециализированных правил охраны труда и техники безопасности, установленных для деревообрабатывающих фирм, при отделочных работах нужно кроме этого предохранять рабочих от вдыхания вредно действующих паров растворителей, обезжиривающих кожу и отрицательно воздействующих на кровообращение и дыхание.
При работе на распылительных установках нужно выполнять правила охраны труда, в соответствии с которым в материалах, используемых для распыления, не допускаются ядовитые вещества — хлор, свинец и др. Устройство распылительных, и кабин и сушильных камер должно обеспечивать рабочего от вдыхания паров растворителей, вредных для здоровья. Рабочим на распылительной установке должны выдаваться костюм из плотной бумажной ткани, очки и респиратор.
При нанесении покрытия методом распыления в кабинах подачу жидких лакокрасочных составов к рабочему месту направляться создавать посредством гибких рабочих и закрытого трубопровода шлангов.
Для ручного нанесения покрытия должны быть предусмотрены рабочие места с последовательным размещением за ними подсушки и зон сушки, и вентиляция, снабжающая приток чистого воздуха к рабочим местам и вытяжку загрязненного воздуха из сушки и зоны подсушки. Рабочие места должны быть снабжены другими приспособлениями и удобными подставками для деталей и изделий, закрывающейся железной посудой для отделочных составов и закрывающимися железными коробками для ручного инструмента.
Против вредного действия отделочных составов и особенно растворителей на кожу направляться: чистые руки перед началом и по окончании работы протирать вазелином либо ланолином; избегать нередкого мытья рук в растворителях; загрязненные лакокрасочными материалами руки лучше отмывать нашатырем, скипидаром, керосином и тетралином. По окончании мытья руки насухо вытирать, в особенности между пальцами. При операциях, требующих большого загрязнения рук, направляться пользоваться перчатками.
Рабочие места должны находиться в порядке и чистоте.
Использованные обтирочные материалы нужно собирать в отдельные коробки и в смену опоражнивать. В отделочных цехах и близко расположенных к ним рабочих помещениях запрещается курить и использовать зажигательные средства. По собственному оборудованию и устройству помещение для ремонта должно соответствовать строительно-пожарным нормам, предъявляемым к огнеопасным помещениям.