Механическое сварочное оборудование
Механическое сварочное оборудование (МСО) есть средством автоматизации и механизации процессов сварки. Оно предназначено для исполнения одной из следующих функций: фиксирования свариваемого изделия в эргономичном для сварки положении; поворота свариваемого изделия при наложении сварных швов в разных плоскостях; вращения свариваемого изделия со сварочной скоростью, снабжающего постоянство скорости сварки при наложении круговых швов; направления и установки самоходных сварочных автоматов; перемещения сварочных автоматов в исходное положение для сварки; перемещения автоматов со скоростью сварки, снабжающего постоянство скорости сварки при наложении прямолинейных перемещения и швов сварщиков.
")
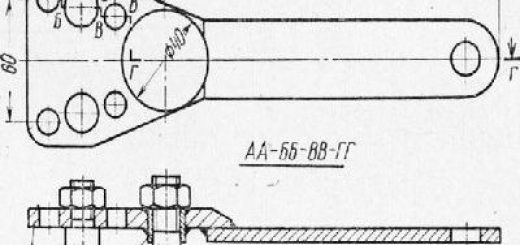
Рис. 1. Аппарат для электрошлаковой сварки А-612:
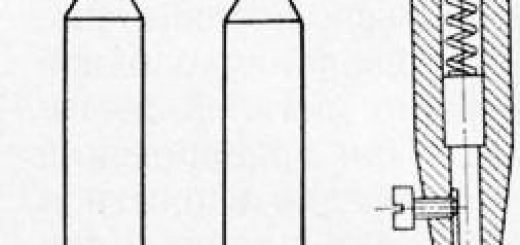
Рис. 2. Аппарат для электрошлаковой сварки А-535:
1 — кронштейн крепления колонны; 2 — механизм вертикального подъема; 3 — пульт управления; 4 — механизм подачи электродной проволоки; 5 — кассета с проволокой; 6 — рукоятки обоюдного перемещения мундштуков; 7 — направляющая колоннад 8 — передняя подвеска ползуна; 9 — сварочные мундштуки; 10 — подвеска ползуна задняя; 11 — механизм поперечных колебаний электрода.
Кое-какие виды механического сварочного оборудования сочетают в себе исполнение нескольких из перечисленных функций.
В зависимости от назначения различаются следующие виды МСО: манипуляторы, вращатели, кантователи, роликовые стенды, столы сварщика, колонны, тележки, площадки и пантографы для сварщиков.
Манипуляторы
Манипуляторы предназначены для автоматической и полуавтоматической дуговой сварки. Они изготовляются двух типов: манипуляторы со сварочной скоростью, снабжающие вращение свариваемого изделия около оси, и манипуляторы с маршевой скоростью, снабжающие поворот свариваемого изделия в положение, эргономичное для сварки. Посредством обоих типов манипулятора возможно осуществлять кроме этого наклон изделия.
Конструктивно манипуляторы выполняются в большинстве случаев двух видов: карусельные и консольные.
Манипулятор карусельного типа имеет станину, шпиндель с приводом вращения, поворотный стол с приводом наклона и рабочий орган — планшайбу. Вместо планшайбы время от времени устанавливают крестовину либо конкретно на шпиндель — приспособление для закрепления свариваемого изделия.
Манипулятор консольного типа имеет те же механизмы, но шпиндель вынесен на поворотную консоль. В консольном манипуляторе наклон планшайбы трансформируется во вращение консоли. Вероятны и другие выполнения манипуляторов. К примеру, наклон может осуществляться за счет поворота в цапфах шпинделя с приводом, за счет поворота относительно станины и т. п.
Рис. 3. Манипулятор карусельного типа:
1 — привод; 2 — станина; 3 — планшайба.
В легких манипуляторах для наклона планшайбы используется ручной привод.
Для обеспечения вращения либо перемещения планшайбы со сварочной скоростью в манипуляторах используется совокупность привода с электродвигателем постоянного тока и тиристорным преобразователем. Кратность диапазона регулирования частоты вращения двигателя (отношение громаднейшей частоты вращения к мельчайшей) достигает 50 при постоянной скорости сварки.
Рис. 4. Манипулятор консольного типа:
1 — планшайба; 2—штанга; 3—пульт управления; 4—станина.
Для поворота либо наклона планшайбы с маршевой скоростью и подъема изделия используется двигатель переменного тока с нерегулируемой частотой вращения. Подъем изделия может осуществляться кроме этого посредством гидравлического привода.
Электроаппаратура, предназначенная для управления манипулятором, в большинстве случаев, размещается в отдельном шкафу. Но сна возможно размещена и в станине манипулятора. Такая компоновка используется в большинстве случаев лишь в манипуляторах, не имеющих сварочной скорости, где электрооборудование намного проще.
Главными параметрами, определяющими технологические возможности манипулятора, яиляются крутящий момент, что манипулятор может развить на оси вращения в положении, в то время, когда ось вращения расположена горизонтально, грузоподъемность, высота подъема планшайбы, высота оси и угол наклона вращения над уровнем пола при горизонтальном ее размещении.
Номинальный крутящий момент М, грузоподъемность Р и эксцентриситет центра тяжести изделия относительно оси вращения е связаны между собой зависимостью М = Ре. Под эксцентриситетом центра тяжести понимается расстояние от центра тяжести изделия, установленного на манипуляторе, до оси его вращения.
Для выбора манипулятора нужно среди изделий, предназначенных для сварки, выделить изделие с громаднейшей массой, а после этого по каталогу подобрать ближайший типоразмер манипулятора. После этого выяснить изделие, у которого произведение его массы Рг на эксцентриситет ег будет большим (эксцентриситетом будет расстояние от центра тяжести до оси окружности кругового шва, подлежащего сварке на манипуляторе). В случае если это условие не соблюдается, нужно перейти к следующему типоразмеру.
Управление манипулятором производится с пульта. Оно возможно синхронизировано с управлением сварочного автомата. Наряду с этим вращение изделия начинается в один момент с возбуждением электрической дуги.
Вращатели
Вертикальные вращатели предназначены для поворота и установки свариваемого изделия около вертикальной оси, и для вращения около нее со сварочной скоростью. Вертикальный вращатель является манипуляторомбез подъёма планшайбы и механизмов наклона. Они изготовляются двух типов: со сварочной либо с маршевой скоростью.
Конструктивная схема вертикальных вращателей — карусельная. Главные узлы исполнительных органов и привода вертикальных манипуляторов и вращателей аналогичны. Вращатель имеет привод вращения, шпиндель с планшайбой и станину.
Принципиальные конструктивные и электрические схемы вертикальных вращателей совпадают с подобными схемами манипуляторов. Вращатели снабжают работу при той же кратности диапазона частоты скоростей вращения и регулирования сварки, что и подобные манипуляторы.
Главными параметрами вращателей являются крутящий момент на оси вращения планшайбы, высота и грузоподъёмность планшайбы над уровнем пола.
При выборе вертикального вращателя нужно учитывать массу самоё тяжёлого изделия, предназначенного для сварки. Управление вертикальным вращателем подобно управлению манипулятором.
Наклонные вращатели по назначению, конструкции и вторым показателям подобны вертикальным, но ось вращения у них направлена под углом к вертикали. В зависимости от конструкции свариваемых изделий угол наклона оси вращения в большинстве случаев образовывает 30, 45 либо 60°. Существуют вращатели с фиксированной переустановкой оси вращения на два-три разных значения угла наклона.
Из-за сложности установки свариваемых изделий на наклонную плоскость эти вращатели не взяли громадного распространения. Они используются по большей части для сварки изделий массой не более 500 кг.
Горизонтальные вращатели предназначены для поворота и установки свариваемого изделия около горизонтальной оси, и для вращения около нее со сварочной скоростью.
Горизонтальные вращатели изготовляют двух типов: со сварочной либо с маршевой скоростью.
Горизонтальный вращатель складывается из двух главных частей: приводной и поддерживающей. Приводная часть является манипуляторомбез механизма наклона, ось вращения которого неизменно горизонтальна, Поддерживающая часть представляет собой подвижную тележку. Шпиндели обеих частей соосны. Для автоматической сварки длинномерных изделий дополнительно используются подвижные роликоопоры, каковые перемещаются по тем же напрявляющим, что и поддерживающая часть, и смогут регулироваться по высоте в зависимости от диаметра свариваемого
Главные узлы вспомогательных органов и привода приводной и, частично, поддерживающей частей вращателей унифицируются с главными узла манипуляторов. Принципиальные конструктивные и электрические схемы горизонтальных вращателей совпадают с подобными схемами манипуляторов Вращатели снабжают работу при той же кратности диапазона регулирования частоты вращения и в том же диапазоне скоростей сварки, что и подобные манипуляторы.
Главными параметрами горизонтальных вращателей являются крутящий момент на оси вращения планшайбы, высота и грузоподъёмность центров над уровнем пола.
Рис. 5. Вращатель горизонтальный:
1 — приводная стойка; 2 — роликовая опора; 3 — поддерживающая стойка; 4 — рельсовый путь.
Выбор нужного вращателя проводится подобно выбору манипулятора, но по моменту довольно- опорной плоскости изделия вращатель не проверяется, поскольку изделие закрепляется в нем в двух опорах. Необходимость установки дополнительных роликовых опор определяется в зависимости от влияния прогиба на уровень качества сварного шва. Управление горизонтальным вращателем подобно управлению манипулятором.
Кантаватели
Кантователи предназначены для установки свариваемого поворота и изделия его около горизонтальной оси, и для движения изделия по вертикали. Кантователи не имеют сварочной скорости. Они различаются по принципу устройства привода поворота.
Самый распространены кантователи центровые, цепные, книжные, кольцевые.
Центровые кантователи имеют две стойки, на которых смонтированы приводы со рабочими и шпинделями органами. Одна из стоек, в большинстве случаев неподвижная, имеет привод вращения шпинделя. Вторая, подвижная, имеет механизм перемещения по направляющим. При маленьких перемещений вместо перемещения всей стойки может выдвигаться только шпиндель.
Помимо этого, любая стойка может иметь синхронизированный привод подъема центров, что упрощает работу при сварке рамных конструкций.
Рис. 6. Кантователь двухстоечный с подъемными центрами:
1 — стойки; 2 — шпиндели; 3 — приводы.
Главными параметрами кантователей являются крутящий момент, грузоподъемность, минимальная и большая высота подъема центров. Выбор кантователя проводится подобно выбору манипулятора — по грузоподъемности и крутящему моменту.
Цепные кантователи. Используются по большей части для кантовки балочных конструкций прямоугольного, треугольного либо родных к ним сечений. Кантователь в зависимости от длины свариваемой конструкции имеет две либо более стоек с рабочими цепями, каковые приводятся в перемещение от привода. Свариваемое изделие устанавливаются на цепи и при ее перемещении поворачивается в необходимое для сварки положение.
Привод может иметь один двигатель, передающий перемещение цепями при помощи трансмиссий. Используется кроме этого синхронизированный привод на каждой стойке, что упрощает работу на кантователе, но усложняет его электрическую схему.
Книжные кантователи. Используются для поворота плоских свариваемых изделий около горизонтальной оси на угол до 180°. Кантователь имеет поворотную раму, привод поворота, механизм крепления изделия, станину. Он может трудиться без крепления свариваемого изделия.
Для этого кантователь снабжается двумя поворотными рамами. В вертикальное положение изделие устанавливается посредством одной рамы, а вторая рама за счет тормозного момента медлено опускает его.
Кольцевые кантователи. Используются для поворота объемных свариваемых изделий. Кантователь в зависимости от длины свариваемых изделий имеет два либо более колец для закрепления изделия, роликовые
Рис. 7. Кантователь цепной:
1 — стойка; 2 — рабочая цепь; 3 — привод.
Рис. 8. Кантователь книжный:
1 — поворотная рама; 2 — привод поворота; 3 — механизм крепления изделия; 4 — станина.
Рис. 9. Кантователь кольцевой:
1 — кольцо; 2 — опорные ролики; 3 — привод.
Характеристики цепных кантователей
Кольцевые кантователи смогут иметь составные кольца, раскрывающиеся для установки изделия. Не считая обрисованных конструкций сварочных кантователей, существуют и другие конструкции, используемые существенно реже. Промышленность производит пара видов цепных кантователей.
Сварочные роликовые стенды
Сварочные роликовые стенды предназначаются для вращения свариваемых изделий типа тел вращения, в большинстве случаев, цилиндрических. Роликовые стенды планируют из роликовых опор и приводов. Роликовые опоры смогут объединяться в секции.
Роликовые опоры бывают стационарными, перекидными, сдвоенными балансировочными. Стационарные опоры имеют неподвижную ось ролика. Перекидная опора имеет шарнир для поворота обоймы с роликом в разные положения.
Вариантом перекидной опоры возможно переустанавливаемая опора, имеющая пара фиксированных положений. В конструкцию балансировочных опор входят сдвоенные ролики, каковые самоустанавливаются в зависимости от диаметра свариваемого изделия.
Рис. 10. Стационарная (а) и перекидная (б) роликовые опоры.
Рис. 11. Роликовая опора балансировочная.
Крутящий момент передается от ролика свариваемому изделию за счет трения, исходя из этого для лучшего сцепления с изделием контактная поверхность роликов покрывается резиной. При нагрузках, превышающих допустимую нагрузку на резину, используются комбинированные ролики, в которых чередуются участки, покрытые резиной, с участками открытого металла.
Наряду с этим радиус участка, покрытого резиной, превышает радиус железного участка на величину, пара меньшую величины допустимой деформации резины. При работе резина сжимается до отметки железных участков, и избыточная нагрузка воспринимается металлом. При громадных нагрузок используются кроме этого сблокированные — удлиненные ролики.
Секции роликовых опор являются паройопор однообразного либо разных типов, каковые устанавливаются на неспециализированном основании. Секции смогут быть стационарными и мобильными. Для расширения диапазона диаметров свариваемых изделий расстояние между роликовыми опорами в секции может изменяться.
Роликовые опоры выполняются приводными и холостыми. Приводные опоры отличаются от холостых наличием вывода финишей валов роликов для присоединения к совокупности привода. Время от времени приводные роликовые опоры выпускаются вместе с приводом и компонуются в стенде вместе с холостыми опорами без Наполнительного привода.
Рис. 12. Секция роликового стенда стационарная.
Рис. 13. Секция роликового стенда мобильная.
ГОСТ 21327—75 предусматривает три типа роликовых опор и шесть типов секций сварочных роликовых стендов, и два выполнения — приводные и секции и неприводные опоры.
Главными параметрами роликовых опор и секций являются допустимая радиальная нагрузка на ролик, диапазон диаметров и диаметр ролика свариваемых изделий.
Привод роликовых стендов является системойэлектродвигателя с редукторами, которая снабжает вращение приводных роликов в роликовом стенде со сварочной либо маршевой скоростью. Приводы роликовых стендов со сварочной скоростью оснащаются двигателями постоянного тока и имеют бесступенчатое регулирование числа оборотов по принципу, рассмотренному при описании манипуляторов. Приводы с маршевой скоростью оснащаются двигателями переменного тока.
Приводы со сварочной скоростью вычислены на скорости как дуговой, так и электрошлаковой сварки.
Главными параметрами приводов являются крутящий момент, скорость либо диапазон скоростей вращения выходного вала.
Роликовые стенды, используемые в производстве, складываются из комбинаций разных типов роликовых опор (секций) и приводов, соединенных совокупностями валов.
В сварочном роликовом стенде возможно один либо два синхронизированных привода, расположенных в каждом последовательности роликовых опор. В случае если в стенде установлен лишь привод со сварочной скоростью, то маршевой будет являться большая скорость привода. В случае если этого для маршевой скорости не хватает, то дополнительно стенд комплектуют приводом с маршевой скоростью.
В случае если сварка на стенде ведется не в автоматическом режиме, то стенд оснащают лишь приводом с маршевой скоростью.
Не считая обрисованных конструкций, смогут использоваться приводы с многоскоростными электродвигателями переменного тока либо приводы со сменныкн передачами, снабжающие вращение свариваемого изделия со ступенчатым регулированием сварочной скорости.
При сварке легких конструкций роликовые стенды оборудуются роликами для прижима изделия к ведущим роликам и повышения силы сцепления.
Рис. 14. Стол сварщика неповоротный:
1 — Сталина; 2 — рабочая плита; 3 — пластина для возбуждения дуги; 4 —. верхний отсос.
Столы сварщика
Для установки маленьких свариваемых изделий при ручной либо полуавтоматической сварке используются столы сварщика. Они бывают неповоротными, поворотными и подъемно-поворотными и оборудуются устройствами для отсоса вредных газов и аэрозолей, образующихся при сварке. В столах возможно встроен вентилятор (тип 1) либо они смогут иметь элементы для подсоединения к цеховой вентиляционной совокупности (тип. 2).
В некоторых столах предусмотрено пара позиций для сварки, поделённых защитными экранами.
Столы неповоротные имеют рабочую плиту с решеткой, верхний отсос, вентиляционную совокупность, пластину для возбуждения дуги и колчан для электродов, смонтированных в корпусе. В некоторых конструкциях неповоротных столов рабочая плита выполняется поворотной. Время от времени столы сварщика оборудуются правочной плитой.
тележки и Сварочные колонны
перемещение и Установка сварочных автоматов и полуавтоматов осуществляется посредством сварочных колени и тележек. Кслойны для сварочных автоматов выполняются поворотными и неповорстными с подъемной либо стационарной консолью. Б зависимости от назначения (для самоходного либо несамоходного автомата) колонна может иметь выдвижную либо невыдвижную консоль.
Выдвижная консоль может иметь привод со сварочной скоростью. Колонны для самоходных сварочных автоматов имеют на консоли направляющие.
Колонны для сварочных полуавтоматов несут на себе подающий механизм и бухту со сварочной проволокой. Они смогут выполняться с поворотными и наклонными консолями, Поворотная консоль колонны (складывается из двух шарнирно связанных частей, что разрешает снабжать сварку фактически в любой точке площади, обрисованной радиусом, равным рабочей длине консоли. Помимо этого, колонна имеет механизм вертикального перемещения консоли.
Рис. 15. Колонна со сварочным полуавтоматом:
1 — стойка; 2 — штанга; 3 — сварочный полуавтомат.
Рис. 16. Глагольная сварочная тележка:
1 — стойка; 2 — каретка; 3 — штанга; 4 — сварочный автомат; 5 — место сварщика.
По конструктивному оформлению механизма передвижения различаются сварочные тележки глагольные, велосипедные и портальные.Глагольные сварочные тележки имеют платформу, перемещающуюся по двухколейному рельсовому пути, колонну, консоль, по которой перемещается (либо на которую навешивается) сварочный автомат. У велосипедной сварочной тележки платформа одноколейная; в верхней части имеется поддерживающий ролик, перемещающийся по направляющей.
Рис. 17. Колонна сварочная поворотная:
1 — колонна; 2— каретка; 3 — штанга.
Сварочные тележки если сравнивать с колоннами имеют еще одну степень свободы — перемещение по направляющим (рельсам). Конструктивно сварочные тележки устроены подобно колоннам и дополнительно снабжены платформой и механизмами перемещения на колесах.
Рис. 18. Тележка портальная:
1— портал; 2 — траверса с балконом.
Портальные сварочные тележки имеют две колонны, соединенные в виде портала, опирающиеся любая на одноколейную платформу. Вертикально перемещающиеся тележки имеют траверсу, по которой перемещается (либо на которую навешивается) сварочный автомат. Портальная тележка перемещается по рельсовому пути широкой колеи.
Рис. 19. Велосипедная сварочная тележка:
1 — место сварщика; 2 — штанга; 3 — поддерживающий ррлик; 4 — каретка; 5—стойка.
Сварочные тележки смогут передвигаться на протяжении свариваемого изделия со сварочной и маршевой скоростью для сварки прямолинейных продольных щвов; для сварки прямолинейных поперечных швов тележки имеют или направляющие, по которым перемещается сварочный автомат, или выдвижную консоль, которая перемещается со сварочной скоростью. Помимо этого, тележки имеют механизм вертикального перемещения консоли (траверсы), разрешающий вести сварку на заданной высоте.
тележки и Сварочные колонны для осуществления перемещения со сварочной скоростью оснащаются двигателем постоянного тока, снабжающим бесступенчатое регулирование скорости сварки, либо двигателем переменного тока с регулированием скорости сварки за счет сменных зубчатых передач. Эти приводы подобны приводам манипуляторов и имеют механизмы, преобразующие вращательное перемещение в прямолинейное. В цепи подъема, поворота, выдвижения и наклона консоли смогут использоваться гидравлические пневматические и ручные приводы.
тележки и Сварочные колонны, в большинстве случаев, имеют кресло либо балкон для сварщика, и вентиляционную совокупность для отсоса вредных газов и аэрозолей из территории сварки.
Площадки для сварщиков
Для сварочной аппаратуры и размещения сварщиков, и для движения их в зону сварки предназначены особые площадки. Они изготовляются в расчете на одного либо нескольким сварщиков и смогут быть мобильными (самоходными и несамоходными), переносными и стационарными.
Площадки смогут иметь разную конструкцию. Чаще всего используются площадки, передвигающиеся по рельсам либо по полу цеха. Такие площадки бывают с вертикальным подъемом балкона, с горизонтальным перемещением и вертикальным подъёмом балкона, с выдвижением и подъёмом балкона при помощи рычажной совокупности.
Площадки с вертикальным подъемом балкона имеют механизм подъема, оснащенный электромеханическим приводом. Наряду с этим перемещение площадки направлено к свариваемому изделию. В случае если площадки с горизонтальным перемещением и вертикальным подъёмом балкона оснащены механизмом выдвижения балкона, то механизм перемещения тележки к свариваемому изделию отсутствует.
Площадки с рычажной совокупностью выдвижения и подъёма балкона имеют два рычага, соединенные шарнирно, балкон, совокупность, удерживающую балкон неизменно в горизонтальном положении, и привод (значительно чаще гидравлический) повРрота рычагов. Площадки для сварщиков смогут передвигаться на протяжении изделия. Управление площадкой сосредоточено на балконе.