Новые конструкции фрез
Конструкция фрезы оказывает громадное влияние на эффективность и работоспособность фрезы ее применения. Главным направлением в разработке новых конструкций твердосплавных фрез есть использование сборных конструкций с неперетачиваемыми пластинками жёсткого сплава.
Механическое крепление пластинок позволяет поворота их с целью обновления режущей кромки и разрешает применять фрезы без переточки. По окончании полного износа пластинки она возможно скоро заменена новой. Быстро уменьшается время на восстановление фрез, поскольку в этих конструкциях оно сводится к замене износившихся пластинок либо повороту на следующую грань, не прибегая к шлифовальным и заточным операциям.
Завод-изготовитель снабжает каждую фрезу 8—10 наборами запасных пластинок.
Использование неперетачиваемых пластинок имеет последовательность преимуществ перед напаянными пластинками:
– более высокая стойкость (на 30% и более) если сравнивать с напаянными пластинками за счет переточек операций и исключения пайки, снижающих режущие особенности жёстких сплавов;
– быстросменность;
– возможность применения более износостойких марок жёсткого сплава, склонных к образованию трещин при заточке и пайке;
– возможность нанесения на пластинку износостойких покрытий (карбиды титана, нитриды титана и др.);
– резкое повышение процента возврата жёсткого сплава на переточку (с 15—20% для напаянного инструмента до 90% для многогранников);
– сокращение вспомогательного времени на наладку и смену затупившегося инструмента;
– сокращение номенклатуры режущего инструмента и упрощение инструментального хозяйства;
– возможность централизованного производства сменных элементов для разных видов режущего инструмента (резцы, фрезы, протяжки и др.);
-возможность централизованной заточки на базе автоматизации и широкой механизации;
– постоянство размерных и геометрических параметров режущего инструмента, что особенно принципиально важно для станков с числовым программным управлением и др.
")
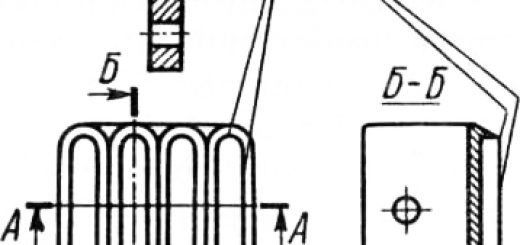
Рис. 1. Торцовая фреза с механическим креплением пятигранных неперетачиваемых пластинок
Указанные преимущества предопределяют экономическую эффективность применения инструментов, оснащенных многогранными пластинками.
Использование особых типов торцовых фрез с неперетачиваемыми пластинками вместо универсальных разрешает полнее применять фрезы и возможности станка. Торцовые фрезы неспециализированного назначения с неперетачиваемыми пластинками смогут иметь пластинки следующих форм: круглые, шестигранные, пятигранные, , четырехгранные и трехгранные. Причем для всех указанных форм пластинок предусматривается два выполнения: с обычными и небольшими зубьями.
На рис. 1 продемонстрирована торцовая фреза конструкции ВНИИинструмент с механическим креплением пятигранных неперетачиваемых пластинок. Фреза складывается из корпуса, вставных державок с запрессованными в них штифтами, на каковые смогут быть вольно надеты сменные пластинки.
Кольца и винтыпредназначены для пластинок державок и крепления ножей. Для более эргономичной сборки фрез предусмотрены пружины и шайбы, которыми пластинки предварительно прижимаются к базисным поверхностям корпуса.
На рис. 2 продемонстрирована торцовая насадная фреза с круглыми неперетачиваемыми твердосплавными пластинками. Эти фрезы предназначены для получистовой и чистовой обработки плоских поверхностей металлических и чугунных заготовок.
Фрезы возможно использовать и при черновой обработке для снятия припусков не более 5 мм. Биение торцовых режущих кромок пластинок 0,02—0,03 мм.
Круглые пластинки жёсткого сплава устанавливаются вольно на штифте державки и прижимаются винтом к базисной сфере, выполненной в виде желоба. Завод «Фрезер» производит торцовые фрезы диаметром 100, 125 и 160 мм с круглыми неперетачиваемыми пластинками жёсткого сплава марок ВК и ТК. Конструкция фрезы снабжает полное применение всего периметра режушей части пластинки.
Рис. 2. Торцовая фреза с круглыми неперетачивае-мыми пластинками
При износа пластинки и правильной эксплуатации не более 1,7 мм допускается использование режущей кромки пластинки со стороны второго торца. Неспециализированное вероятное количество поворотов пластинок: 10—12 при чистовом и получистовом фрезеровании и 6—7 при черновом. По окончании полного износа пластинки она заменяется новой.
Возможность восстановления всех несущих элементов фрезы разрешает снабжать фрезы 8—10 наборами запасных пластинок. Фрезы с четырехгранными неперетачиваемыми пластинками жёсткого сплава изготовляются диаметрами 100, 125, 160 и 200 мм.
Ступенчатые фрезы предназначь1 ны для обработки заготовок с громадными при-1 пусками на обработку. Принцип работы этих фрез содержится в том, что зубья фрезы располагают на различной высоте и исходя из этого любой зуб срезает только часть припуска.
Эти фрезы имеют последовательность преимуществ если сравнивать с простыми, в частности: – позволяют снимать громадные припуски (18—22 мм) за один проход вместо двух либо трех проходов при фрезеровании простыми фрезами; – при делении припуска между отдельными зубьями фрезы процесс фрезерования протекает спокойнее, с меньшей возможностью происхождения вибраций, а следовательно, и с повышенной в 1,5—2 раза стойкостью фрезы.
При износе одной из режущих граней пластинка поворачивается и в работу вступает следующая грань. поворот и Замена пластинок может производиться конкретно на станке.
Двухступенчатые фрезы смогут быть с пяти-и шестигранными пластинками для работы с припусками до 12—16 мм. Для снятия громадных припусков (до 22—24 мм) рекомендуются трехступенчатые фрезы с четырехгранными пластинками. Рекомендуемая ширина фрезерования t = (0,6-0,7) D. Ступенчатые фрезы выпускаются диаметром 63—350 мм.
Рис. 3. Торцовая фреза с четырехгранными неперетачиваемыми пластинками
Рис. 4. Торцовая ступенчатая фреза с многогранными пластинками
Сейчас создан последовательность конструкций фрез со вставками из сверхтвердых материалов для фрезерования как открытых плоскостей, так и уступов.
Продемонстрированная на рис. 5 конструкция фрезы создана в одном из научно-исследовательских университетов (авторы – Богородский Е. С. и Круглов В. В.) и предназначена для фрезерования открытых плоскостей. Фреза складывается из корпуса, кольца, режущей вставки, регулировочных винтов, крепежных болтов. Кольцо крепится к корпусу болтами.
Для устранения торцового биения зубьев вставки регулируются винтами.
Эти фрезы используются для получистовой и чистовой обработки подробностей из закаленных сталей твердостью HRC до 60—65, сталей в состоянии поставки, чугунов, высококремниевых других материалов и алюминиевых сплавов. Во многих случаях фрезы из сверхтвердых материалов, в частности ПТНБ, используются для фрезерования кроме того на плоскошлифовальных станках вместо шлифовальных кругов, в особенности при фрезеровании чугуна.
При фрезеровании чугуна обработка может производиться при скоростях резания, существенно превышающих скорости резания при обработке стали. В случае если при фрезеровании стали скорость резания выбирается в пределах 120—300 м/мин, то при фрезеровании чугуна она может быть около 800—1000 м/ мин и более.
Кое-какие конструкции торцовых фрез, оснащенных сверхтвердыми материалами, изготовляются серийно, к примеру, Сестрорецким инструментальным заводом (конструкция ВНИИинструмент).
В области совершенствования конструкций торцовых фрез (головок) с целью увеличения производительности чернового фрезерования наметилась тенденция создания фрез с иным размещением пластинок жёсткого сплава. В простых конструкциях фрез поворотные не-перетачиваемые пластинки жёсткого сплава находятся в радиальном направлении относительно корпуса.
В новых конструкциях, к примеру, компании «Ингерсол» (ФРГ) они находятся в направлении касательной к корпусу и крепятся одним винтом. Главным преимуществом для того чтобы размещения пластинок есть повышение их проч- I ности в направлении действия тангенциальной составляющей силы резания Р2.
Исходя из этого конструкции фрез с таким размещением пластинок разрешат создавать черновое фрезерование чугуна и стали на станках жёсткости и повышенной мощности с громадными подачами — до 1—1,5 мм/зуб при глубине резания до 8— 10 мм. Наряду с этим громадное значение имеет верный выбор геометрических параметров фрезы и в первую очередь передних углов, в частности — хороший осевой и отрицательный радиальный передние углы зубьев фрезы.
Рис. 5. Торцовая фреза со вставками из сверхтвердых материалов
Рис. 6. Схема размещения пласшно )рпусе фрезы
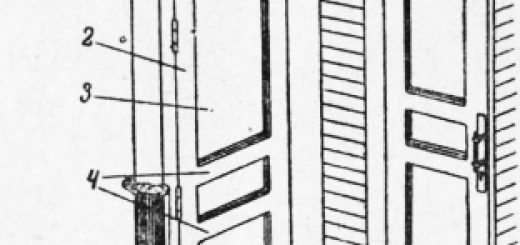
В конструкциях торцовых фрез для чистового фрезерования довольно часто вместо шабрения предусматривается использование широких резцов (ножей) с дополнительной режущей кромкой со запасным углом в плане
Лучшего качества поверхности возможно достигнуть, в случае если широкие резцы (ножи) делать по схеме, продемонстрированной на рис. 186. Заточка таких ножей осуществляется на особых заточных станках. Поверхности любых ножей для чистового фрезерования должны иметь шероховатость в пределах 12—14-го класса.
Режущие кромки не должны иметь зазубрин. Обрисовываемые конструкции фрез не исключают вероятность монтажа чистовых резцов по окончании черновой обработки в том же корпусе, без съема, при закрепленном в шпинделе станка инструменте.
Рис. 7. Широкий резец (нож) с дополнительной режущей кромкой
Рис. 8. Схема наклона шпинделя при чистовом фрезеровании
Рис. 9. Широкий резец (нож) с криволинейной режущей кромкой
Использование аэрозольного охлаждения в ходе резания соответствующими марками СОЖ ведет к увеличению качества обработанной стойкости и поверхности фрез.
Режимы чистового фрезерования при обработке чугуна и стали фрезерными головками новой конструкции: глубина фрезерования 0,1ч-ч-0,2 мм, подача до 2000— 3000 мм/мин, скорость резания — 150—200 м/мин.
Диагностику качества заточки либо доводки создают внешним осмотром посредством лупы. Режущие кромки фрез должны быть острыми, без выбоин и зазубрин.
Наличие трещин на пластинках жёсткого сплава определяют, пользуясь лупой, смачивая пластины керосином и обдувая их песком. В этом случае при наличии трещин выступает керосин.