Плавка и разливка медных сплавов
Бронзовые сплавы, к каким относятся оловянные и безоловянные латуни и бронзы, выплавляют по большей части в электрических дуговых и индукционных печах и реже в пламенных, трудящихся на жидком горючем. При маленьких количествах производства время от времени употребляются тигельные печи.
Так как практически все элементы, входящие в состав бронзовых сплавов, легко окисляются, процесс плавки ведется форсированно, наряду с этим принимаются меры к защите сплавов с поверхности (защитными либо покровными флюсами), а отдельные легкоокисляемые элементы используются в виде лигатур.
1. Шихтовые материалы
Шихтовыми материалами для бронзовых сплавов смогут быть свежие (чистые) металлы, вторичные сплавы, оборотный сплав, и разные лигатуры, поставляемые индустрией либо собственного изготовление.
Для раскисления сплавов используют фосфористую медь в виде плиток массой около 12 кг по ГОСТ 4515—78, каковые перед потреблением разбивают на небольшие куски.
Лигатуры — это сплавы двух либо нескольких элементов, каковые присаживают к сплавам. Использование их обусловлено тем, что отдельные тугоплавкие компоненты сплава имеют более большую температуру плавления, чем допускаемый перегрев сплава. металла плавления и Температуры лигатур, к которому их присаживают, должны быть родными, и одновременно с этим лигатуры должны иметь высокое содержание тугоплавкого элемента.
2. Расчёт шихты
Для получения сплава вероятны разные сочетания шихтовых материалов. Шихта может складываться из одних свежих металлов, из свежих металлов либо вторичных сплавов с добавлением лигатур, из оборотного сплава с добавлением свежих лигатур и металлов, из одного оборотного сплава либо из одних вторичных сплавов. В большинстве случаев используют шихту, складывающуюся из 50—60% свежих металлов, 25—35% покупного лома и 10—12% оборотного сплава, либо плавку ведут на вторичных сплавах.
При расчете шихты учитывают угар разных элементов сплава, величина которого зависит от характера элементов, типа и чистоты шихты плавильной печи.
Разглядим пример расчета шихты для выплавки латуни марки БрОЗЦ7С5Н1.
При изготовлении сплавов для менее важных отливок с целью экономии чистых металлов смогут использоваться лишь вторичные сплавы — паспортные латуни марки БрОЗЦ8С4Н1.
3. Разработка плавки бронзовых сплавов
Плавка в тигельных печах. Для плавки бронзовых сплавов употребляются различные тигельные печи. При маленьких количествах плавки они снабжают высокий уровень качества сплава, поскольку в них отсутствует яркий контакт сплава с продуктами горения, а поверхность зеркала металла мала.
Для плавки используют графитовые либо корундовые тигли.
")
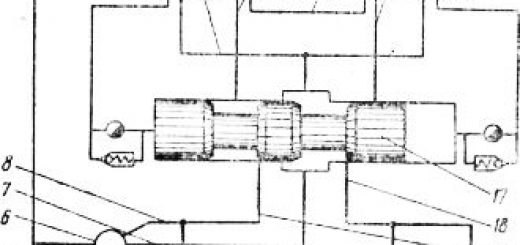
Рис. 1. Электрическая печь типа ДМК: 1 — футеровка; 2 — металлический кожух; 3— зубчатые ободы; 4 — шланги для подвода воды; 5 — графитизированные электроды; 6 — шестерни; 7 — водоохлаждаемые уплотнители; 8 — створки; 9 — сливной носок; 10 — электродвигатель; 11 — приводной механизм.
Плавка в электрических печах. Электрические печи для плавки бронзовых сплавов подразделяются на дуговые и индукционные.
Плавка в электродуговых печах. Для плавки используют электродуговые печи с косвенным нагревом, т. е. такие, У которых электрическая дуга образуется между двумя горизон-альными графитовыми электродами.
Печь ДМК (рис. 1) имеет форму барабана с загрузочным кном, отверстиями для электродов и желобом для слива сплава.
Кожух печи футеруется динасовым либо шамотным кирпичом. На торцы кожуха насажены зубчатые ободы, сцепленные с зубчатыми колесами, каковые позволяют покачивать печь в ходе плавки, благодаря чему обеспечивается получение однородного по составу и равномерно нагретого сплава.
Плавка начинается с работ по подготовке: тщательной очистки печи от остатков прошлой плавки, подачи исправности и проверки механизмов воды к водоохлаждаемым уплотнителям. Затем футеровку прогревают до температуры 700—800 °С, выводят из печи электроды и на дно ее насыпают пара лопат сухого прокаленного древесного угля, после этого загружают предварительно подогретые до 150—200 °С шихтовые материалы: сперва мелочь, литники, скрап и сверху — большие куски.
Шихта обязана размешаться не ближе чем в 50 мм от электродов и не должна мешать их свободному перемещению на протяжении печи. По окончании установки электродов закрывают загрузочное окно и возбуждают электрическую дугу, что осуществляется быстрым удалением и сближением электродов одного из них на маленькое расстояние посредством ручного штурвала механизма их перемещения.
Процесс расплавления шихты ведется интенсивно. По окончании 20—30 мин включают реверсивный механизм покачивания печи сначала на 25—30°, позже неспешно доводят покачивание до 90°, а по окончании расплавления всей шихты —до 160°. Это разрешает избежать местного перегрева сплава и содействует лучшему перемешиванию его.
Сплав раскисляют, присаживают легкоплавкие добавки, рафинируют, подогревают до требуемой температуры и производят из печи.
Плавка в индукционных печах. Для плавки бронзовых -сплавов используют индукционные печи со металлическим сердечником и без сердечника.
Индукционная печь со металлическим сердечником, схематический разрез которой продемонстрирован на рис. 2, является трансформатором , первичной обмоткой которого помогает бронзовая катушка, насаженная на сердечник из пластин электротехнической стали толщиной 0,35—0,5 мм. Вторичной обмоткой есть кольцо Жидкого сплава, находящегося в плавильном канале.
Переменный ток промышленной частоты, проходя через первичную обмотку, формирует около нее магнитный поток, замыкающийся через магнитны» металлический сердечник трансформатора, и индуктирует ток в сплаве, находящемся в кольцевых каналах. Заполняющий каналы сплав сообщается с ванной жидкого сплава и отдает ему тепло за чет циркуляции, создаваемой разностью температур сплава по высоте печи.
Рис. 2. Схема индукционной печи со металлическим сердечником: 1 — камера; 2— футеровка; 3— тепловая изоляция; 4 — первичная обмотка; 5 — плавильный канал; 6 — магнитный сердечник.
Особенность плавки в индукционных печах содержится в том что жидкий сплав, заполняющий каналы, обязан оставаться в печи и по окончании выпуска плавки для образования замкнутой электрической цепи при последующей плавке. Вследствие этого в индукционных печах затруднен переход к плавке нового сплава. В этом случае нужно слить целый сплав из каналов и сделать одну-две промывные плавки сплава неответственного назначения.
По окончании заполнения кольцевых болота и «каналов» (слой жидкого сплава толщиной 30—50 мм, находящийся над каналами) жидким сплавом и разогрева печи загружают предварительно подогретую шихту: сперва медь, а по окончании ее расплавления — оборотный и вторичные сплавы. При расплавлении всей шихты создают раскисление, с поверхности удаляют шлак и вводят легко-окисляемые элементы. При сливе готового сплава нужно покинуть его в каналах и над ними слоем в 30—50 мм.
Плавка в индукционных тигельных печах. Сейчас для плавки сплавов на бронзовой базе — латуней и бронз — стали применять индукционные тигельные печи типа ИЛТ. Угар металла в этих печах не превышает 0,5—1%.
4. Особенности разливки и плавки бронзовых сплавов
При плавке бронзовых сплавов в состав шихты в большинстве случаев входит красная электролитическая медь, которую расплавляют и раскисляют фосфористой медью до загрузки в печь остальных составляющих шихты. Плавка меди обязана происходить весьма скоро под слоем прекрасно просушенного и прокаленного древесного угля. Печь перед загрузкой меди нужно прекрасно разогреть.
Уровень качества раскисления возможно проверить по технологической пробе: залитый и охлажденный брусок при загибе не должен давать трещин в месте изгиба.
Плавка оловянной латуни.
В разогретую печь загружают часть вторичных и оборотного сплавов и покрывают слоем сухого древесного угля, что по окончании расплавления шихты обязан покрыть ровным слоем всю поверхность жидкого сплава. По мере расплавления начальной порции шихты в печь вводят частями или полностью остаток шихты, подогретой до температуры 150—200 °С. Из используемых для под-шихтовки свежих металлов никель и медь загружают в печь в один момент с первой порцией шихты, а цинк, олово и свинец вводят конкретно в ванну к концу плавки для уменьшения их угара.
По окончании расплавления всей достижения и шихты требуемой температуры сплав раскисляют фосфористой медью числом 0,2% от массы шихты и покрывают прекрасно просушенным флюсом, складывающимся из 60% кальцинированной соды, 33% плавикового шпата и 7% буры. Расход флюса образовывает 2—3% от массы шихты. После этого сплав нагревают до температуры 1250—1300 °С и 20—30 мин выдерживают под флюсом, иногда перемешивая его.
Затем счищают появившийся шлак и производят сплав в ковш для разливки в формы.
Плавка бронз. Разглядим разработку плавки кремнистой бронзе марки ЛКС80-3-3.
При плавке шихты из свежих металлов сперва расплавляют медь и раскисляют ее фосфористой медью, после этого вводят меднокрем-нистую лигатуру, свинец и цинк.
В случае если шихта содержит оборотный сплав данной же марки, то его загружают вместе с медью в том случае, в то время, когда масса свежих металлов не превышает 30—40% от массы всей шихты. При громадном количестве свежих металлов оборотный сплав загружают по окончании введения остальных и расплавления меди элементов. Учитывая склонность этого сплава к поглощению газов, плавку нужно форсировать, сохраняя нейтральную либо легко окисленную воздух в печи.
В качестве флюса возможно использовать битое стекло и буру.
Для дегазации сплав нагревают до температуры 1150—1160 °С и выдерживают при данной температуре 10—15 мин. Выделяющиеся при выдержке пары цинка механически увлекают за собой растворенные газы и удаляют их из жидкого сплава. Для компенсации повышенного угара цинка при выдержке сплава перед его заливкой в печь вводят дополнительное количество цинка.
По окончании окончания выдержки сплав охлаждают до температуры 1050—1100 °С и контролируют (методом взятия пробы) содержание в нем газов. При избыточном количестве газов в сплаве происходит «рост» пробы в стаканчике. В этом случае создают «замораживание» сплава методом охлаждения его до температуры затвердевания и после этого скоро нагревают до температуры разливки.
В конце плавки берут пробу для химического анализа, и технологическую пробу, которая разрешает выяснить по излому содержание и качество сплава в нем газов; пробу сравнивают с эталонами.
Для получения отличных бронзовых сплавов нужен тщательный контроль за соблюдением правил подготовки исходных проведения и материалов процесса плавки. Особенное внимание нужно уделять контролю температуры жидкого сплава как в ходе самой плавки, так и при выпуске его из печи и разливке.
В большинстве случаев для измерения температуры сплава используют термопары погружения с защитными чехлами из жароупорной стали. Термопары в сочетании с аппаратурой автоматического действия смогут самостоятельно регулировать температурный режим в печах либо же методом световой либо звуковой сигнализации завлекать внимание рабочего к нарушению температурного режима.
Ввиду того что бронзовые сплавы имеют склонность к поглощению газов и окислению, при заливке форм нужно поддерживать маленькую высоту струи, не прерывать ее и не допускать разбрызгивания сплава. Разливку создают через носок ручных и крановых ковшей, аналогичных тем, каковые используют при разливке чугуна.