Плавка чугуна в индукционных печах
В индукционных тигельных печах начали плавить чугун около четверти века назад. Но из-за недостатка электричества, кладки и несовершенства печей широкого применения такая плавка не взяла. Главным плавильным агрегатом оставалась вагранка.
Технический прогресс в машиностроении, который связан с увеличением долговечности и надёжности автомобилей, уменьшением их веса, предъявляет все громадные требования к качеству чугунных отливок, что ведет к усовершенствованию конструкций вагранок. Вагранки оборудуются рекуператорами для подогрева воздуха, замечательными вентиляторами и др. Появляются коксогазовые и газовые вагранки.
Но не обращая внимания на значительное трансформацию конструкции вагранок, преимущества тёплого дутья, во многих случаях ваграночный чугун все же не удовлетворяет требованиям относительно пределов колебания состава, содержания вредных степени и примесей перегрева металла.
Для плавки чугуна все большее распространение приобретают индукционные печи промышленной частоты. Начиная с конца пятидесятых годов плавка чугуна в электропечах и особенно в индукционных печах в промышленно развитых государствах начинает вытеснять ваграночную плавку. За период с 1963 по 1968 г. в Соединенных Штатах количество трудящихся электропечей для плавки чугуна возросло до 4000.
Из них около 70% составляют индукционные печи промышленной частоты. За последние 6—7 лет в Соединенных Штатах число вагранок сократилось практически в два раза, а число электропечей возросло в 2,5 раза. В Западной Европе кроме этого идет процесс замены вагранок электропечами.
В СССР первый блок цехов с индукционными печами промышленной частоты вместо вагранок начал работату в 1963 г. на Каунасском чугунолитейном заводе. Университет «Ленгипротяжмаш» в течение последовательности лет в проектах литейных цехов предусматривает индукционные печи промышленной частоты.
Основное преимущество индукционной плавки чугуна перед ваграночной пребывает в возможности руководить процессом перегрева чугуна в широком промежутке по температуре и времени, осуществлять более глубокую металлургическую обработку расплава, совершенно верно выдерживать состав и приобретать чугун высокого качества. К преимуществам этих печей относится возможность чугунной стружки и переплава до 40% веса железной завалки, отходов тонколистового железа, что снижает расход лома и чушкового чугуна.
Возможно применение и компактных отходов металла крупных размеров и большого веса, значительно ограниченного при плавке в вагранке. При плавке понижается угар Si и Мп, удешевляются шихтовые материалы, неспециализированный угар находится в пределах 2—0,6%, уменьшается штат персоналаи на 30% — потребность в кубатуре помещения за счет высоты строения.
При плавке чугуна в индукционных печах быстро снижается содержание S в расплаве, что облегчает получение чугуна с шаровидным графитом. Значительно постоянно совершенствуются санитарно-гигиенические условия труда, поскольку персоналне подвергается вредным действиям тепла, пыли, шума, газов от сжигания горючего.
Последний фактор особенно серьёзен в городской черте и населенных пунктах, поскольку при работе индукционных печей воздушный бассейн засоряется многократно меньше, чем при ваграночном ходе, при котором требуются громоздкие, дорогостоящие средства очистки. Понижается удельный расход огнеупорных материалов — для индукционной печи он образовывает 3 кг/т, дуговой печи с кислой футеровкой — 17,6 и для вагранки — 27 кг/т.
Индукционные печи эластичны в работе, снабжают отбор металла громадными порциями либо непрерывно в зависимости от условий производства при высокой стабильности состава жидкого чугуна.
Расчеты, практика и зарубежная практика Каунасского завода «Центролит» подтверждают полную целесообразность широкого применения индукционных печей вместо вагранок. При применении недорогой шихты себестоимость тонны жидкого металла может понижаться на 30—40%. Если сравнивать с несложными вагранками ин-
Аукционные печи более капиталоемки (на 10 руб/т жидкого металла в год) благодаря большой стоимости оборудования. Но при применении недорогой шихты срок окупаемости капитальных затрат не превышает полугода. При наличии у вагранок установок для подогрева дутья, очистки газов, охлаждения футеровки, автоматического управления режимов прочего разницы и плавки в стоимости установок нет.
")
Рис. 1. Схема вариантов установки индукционных печей: 1 — главной трансформатор; 2 — вспомогательный трансформатор; 3 — конденсаторные батареи; т/п — трансформаторная подстанция
Настоящая производительность печей принята равной 70% от теоретической с учетом времени на загрузку шихты, выпуск металла из печи и подготовку тигля к плавке.
На рис. 1, а продемонстрирована установка из двух тиглей и одного главного трансформатора, где один тигель есть разервным; на рис. 4.22, в — установка из трех тиглей и двух главных трансформаторов, два тигля трудятся в один момент, а один резервный; на рис.
1, б — установка, которая имеет два тигля и один вспомогательный трансформатор. Дополнительный трансформатор разрешает переключать любую из двух печей на работу в миксерном режиме и вести раздачу и плавку металла непрерывно. Производительность печей таковой установки возрастает и определяется умножением нормативной на коэффициент 1,3. Установка печей на рис.
1, г имеет три тигля, два главных и один вспомогательный трансформатор. Любой из тиглей может трудиться в миксерном режиме. Мощность установки кроме этого определяется умножением нормативной на коэффициент 2,6—2,7. выдача и Плавка металла ведется непрерывно.
При проектировании литейных цехов с применением индукционных печей вероятны и электрооборудования и компоновки другие схемы печей.
При разработке проектов с применением индукционных печей нужно предусматривать особые средства для удаления жидкости, масла, эмульсии и других жиросодержащих веществ в других отходах и стружке, направляемых на плавку. Согласно данным Каунасского завода «Центролит», применяющего в качестве шихты чугунную стружку россыпью, в 1 т стружки содержится более тридцати килограмм эмульсии и масла.
Плавка необработанной шихты загрязняет цех копотью, при загрузке вероятны возгорания и хлопки, щелочные составляющие эмульсии ускоряют разрушение футеровки, а сернистые составляющие масла насыщают металл серой. В итоге уровень качества отливок ухудшается и понижаются технико-экономические показатели.
Подготовку шихты возможно создавать тепловым способом в печи при 500—700 °С, где удаляются фактически все летучие и горючие вещества. Дабы избежать окисления стружки, создают в печи нейтральную либо восстановительную воздух.
Для обезжиривания легковесных металлоотходов используют кроме этого промывку слабощелочными растворами едкого натра (40— 50% NaOH и 0,5—1% ДС-РАС — поверхностно-активное вещество). Операция промывки производится способом душирования сверху в особой емкости. Длительность обезжиривания образовывает 5—10 мин.
Раствор подогревают до 60—80 °С, что облегчает последующую сушку шихты за счет собственного тепла.
Важным резервом в понижении цены повышения и плавки производительности индукционных печей промышленной частоты есть предварительный подогрев шихты более недорогим горючим — мазутом либо газом. Загрузка шихты, имеющей температуру 650—700 °С, снабжает увеличение производительности печи на 40 и понижение расхода электричества на 30%.
Выплавка металла в чугунолитейных цехах может осуществляться разными плавильными агрегатами либо их сочетанием, но как правило вопрос стоит о выборе между вагранкой, индукционной и электродуговой печью. От выбора плавильного агрегата сильно зависят технико-экономические показатели работы плавильного отделения.
Для установления оптимального варианта применения плавильных печей В. М. Шестопалом и И. А. Иоффе было совершено сравнительное технико-экономическое изучение семи главных плавильных агрегатов применительно к типовым плавильным участкам мощностью 15 000—140 000 т для пяти главных марок серого чугуна по трем самый характерным для большинства районов СССР условиям цены 1 кВт установленной мощности (38 р. 8 к., 43 р. 10 к., 53 р.).
Изучение продемонстрировало следующее.
1. самый перспективным плавильным агрегатом для плавки чугуна на данный момент есть индукционная тигельная печь промышленной частоты с установкой для подогрева шихты и мик-серным режимом, причем особенно высокие технико-экономические показатели — при выплавке синтетических чугунов на недорогой шихте. При применении дорогой шихты, вычисленной для плавки в коксовой вагранке, приведенные затраты будут выше, чем при плавке в коксовых и газовых вагранках и дуплекс-процессах на их базе. Но, учитывая такие факторы, как уровень качества жидкого чугуна (особенно при выплавке особых марок), гибкость в работе при выплавке разных марок чугуна, условия труда на плавильном агрегате (газы, пыль, шум), целесообразно использовать индукционные тигельные печи промышленной частоты с установками для подогрева шихты и миксерным режимом.
2. Без недорогой шихты и при большой стоимости электричества, в то время, когда нет необходимости в выплавке высоких и особых марок чугуна, целесообразно использовать дуплекс-процессы: коксовая вагранка + индукционная печь промышленной частоты и газовая вагранка + индукционная печь промышленной частоты.
3. Двухчастотные индукционные печи (плавка на высокой либо средней частоте, выдержка и доводка металла на промышленной частоте) не смотря на то, что и имеют приведенные затраты на 1 т жидкого чугуна больше, чем индукционные тигельные печи промышленной частоты, но дают последовательность преимуществ: занимают меньше площади, ускоряют плавку на мелкой шихте и холодной завалке, позволяют плавить наровне с чугуном и сталь. Исходя из этого двухчастот-ные печи целесообразно устанавливать при реконструкции цехов, имеющих минимальные площади для установки плавильных агрегатов, а также в цехах, производящих ремонтное литье с нередкой сменой марок выплавляемого чугуна и краткосрочным применением плавильных печей в течении 24 часов и в смешанных чугуно-сталелитейных цехах.
4. Дуплекс-процесс дуговая печь + индукционная печь промышленной частоты ввиду высоких приведенных затрат целесообразно использовать в чугунолитейных цехах лишь в случаях плавки хромистых чугунов с очень низким содержанием серы и фосфора, на загрязненной вторыми металлами и малоизвестного состава шихте и в смешанных чугуносталелитейных цехах.
При сравнении вариантов плавильных агрегатов нужно учитывать наровне с экономической эффективностью и такие технологические факторы, как уровень качества жидкого чугуна, гибкость в работе при выплавке последовательно разных марок чугуна, условия работы на плавильном агрегате, каковые в отдельных случаях смогут иметь важное значение при выборе плавильного агрегата.
При выплавке жидкого металла для ковкого чугуна громаднейшее распространение взяли дуплекс-процессы вагранка ‘электродуговая либо индукционная печь. К примеру, по схеме вагранка’ электродуговая печь трудятся литейные цехи Горьковского автомобильного завода и Тульского комбайнового завода, по схеме вагранка + индукционная тигельная печь — литейный цех ковкого чугуна Кутаисского автомобильного завода и др.
Но и тут индукционные печи промышленной частоты имеют преимущества. стаж работы литейного цеха Запорожского арматурного завода, оборудованного индукционными тигельными печами промышленной частоты, специализирующегося на массовом выпуске арматуры из ковкого чугуна, оценивается положительно, в особенности при применении в составе шихты стружки.
В промышленно развитых государствах, не считая индукционных печей, для плавки чугунов активно используется дуплекс-процесс вагранка + -риндукционная печь, что решает проблему плавки разных марок синтетического чугуна с низким содержанием серы, пригодным для получения высокопрочных чугунов.
В ФРГ используется дуплекс-процесс вагранка + индукционная печь, где употребляются 10-тонные вагранки с подогревом дутья и 5-тонная индукционная печь. На заводе «Вольво» в Швеции употребляется дуплекс-процесс вагранка + канальная печь для отливок блоков цилиндров, головок блоков. В 10-тонной вагранке с подогревом дутья до 500°С выплавляется синтетический чугун на шихте из металлического лома, доменного чугуна 10% и возврата.
Металл из вагранки в 20-тонную канальную печь поступает по желобу и подогревается до 1450—1470°С. Стойкость футеровки ванны — три года. По такой же схеме вагранка + канальная печь трудятся литейные цехи шведских компаний «Эббес Брук» и «Скания Вабис».
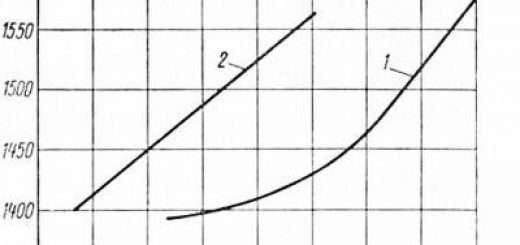
На автомобильной компании «Крейслер» в Соединенных Штатах две вагранки производительностью по 50 т/ч с подогревом дутья до 750°С трудятся в дуплекс-процессе с тремя канальными печами емкостью до 100 т, одна из которых — резервная. Чугун из вагранки в канальную печь поступает по желобу непрерывно и перегревается до 1530—1550°С. Он употребляется для отливок блоков цилиндров, головок блоков и других подробностей.
В литейном цехе компании «Atlas Foundry Со» (США) чугун с низким содержанием серы выплавляется в индукционных печах, а после этого подается в индукционную тигельную печь, где он дополнительно науглероживается, а на заводе компании ASEA чтобы получить чугун с шаровидным графитом употребляется дуплекс-процесс индукционная тигельная печь + индукционная канальная печь, где две 8-тонные тигельные печи трудятся с одной 10-тонной канальной.
На Горьковском автозаводе для выплавки магниевого чугуна используется дуплекс-процесс индукционная тигельная печь промышленной частоты + электродуговая печь. В проекте реконструкции литейных цехов завода для синтетического чугуна запроектирован дуплекс-процесс индукционная тигельная печь-канальная печь. дуплекс и Ваграночный процесс-процесс вагранка + дуговая печь заменяют дуплекс-процессом металлургическая вагранка+” + канальная печь, где будут выплавляться чугуны марки КЧ35-10, СЧ24-44, СЧ18-36.
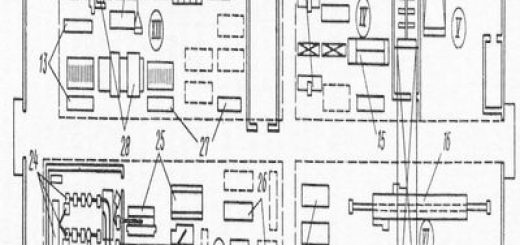
Рис. 2. Типовая схема организации дуплекс-процесса металлургическая вагранка + индукционная канальная печь: 1 — индукционные канальные печи; 2 — металлургические вагранки
Типовая схема организации дуплекс-процесса металлургическая вагранка + канальная печь представлена на рис. 3. Из вагранки производительностью 30 т/ч с подогревом дутья до 500 — 600 °С чугун поступает по желобу в канальную печь нужной емкостью 45 т. Вагранка плавит без выбивки на протяжении семи дней.
При выплавке чугуна индукционные печи смогут трудиться в разных режимах.
В случае если идут плавки одного состава, в печи может оставаться «болото» жидкого металла. Отбор металла производится определенными порциями. По окончании каждого отбора печь загружается таким же числом холодной шихты.
На рис. 4., в продемонстрирована диаграмма для скользящего состава, в то время, когда расплав одного состава может употребляться для изготовление второй марки сплава. В этом случае печь может трудиться с «болотом» жидкого металла.
Величина «болота» зависит от расчетного состава.
Печи, снабжающие работу конвейеров, должны трудиться по графику. Для этого на все трудящиеся печи составляется выдачи работы металла и график печей на конвейер.
Дуплекс-процесс вагранка-индукционная печь возможно двух типов. Первый тип — две печи тигельные, трудящиеся попеременно: одна — на заполнение, вторая — на выдачу жидкого металла. Согласно данным В. Трещалина, емкость миксеров, снабжающих стабилизацию состава, в основном по кремнию образовывает 0,8 q любой (q — часовая производительность вагранки).
При применении канальных миксеров, где в большинстве случаев остается до 30% жидкого металла, емкость миксера возрастает на 30%.
При организации второго типа вагранка оборудуется одним миксером, в который чугун поступает непрерывно и раздается на заливку.