Ручные столярные пилы
Типы выпивал. Ручные столярные пилы бывают натянутые, к каким относятся все лучковые, и ненатянутые, к каким относятся ножовки и наградки. У натянутой пилы полотно уже, чем у ненатянутой, и исходя из этого пилить ею существенно легче, поскольку она дает более узкий пропил.
Лучковая выпивала складывается из станка (лучка) и натянутого на нем пильного полотна. Лучок складывается из двух стоек-поперечин, распорки-средника, двух ручек, закрутки и тетивы. Для натяжения полотна пилы вместо закрутки время от времени применяют винт с барашком, соединенный с проволочной тетивой.
")
Рис. 1. Лучковая выпивала:
1 — пильное полотно, 2 — поперечины, 3 — средник, 4 — тетива, 5 — закрутка, б — ручки, 7 — барашек
В зависимости от формы и назначения зубьев лучковые пилы подразделяются на поперечные, распускные, шиповые, мелкозубые и выкружные.
Поперечные пилы имеют длину 750—800 мм, ширину 20— 25 мм и толщину 0,4—0,7 мм. Зубья формы равнобедренного треугольника высотой 5—6 мм, величина шага 4—5 мм, угол заострения 65—80°, заточка косая. Помогают для поперечного пиления.
Распускные (размашные) пилы имеют длину 780—800 мм, ширину 45—55 мм и толщину 0,4—0,7 мм. Зубья формы наклонного треугольника высотой 6 мм, величина шага 5—6 мм, угол заострения 40—50°, заточка прямая. Используются для продольного пиления досок.
Шиповые пилы имеют длину 600—700 мм, ширину 40—50 мм и толщину 0,4—0,5 мм. Зубья прямоугольной формы высотой 3— 4 мм, величина шага 3—4 мм, угол заострения 80—85°. Предназначены для запиливания у соединяемых подробностей шипов и проушин.
Мелкозубые пилы имеют длину 600—700 мм, ширину 35— 50 мм и толщину 0,4—0,5 мм. Зубья формы прямоугольного треугольника высотой 2—А мм, величина шага 2—3 мм, угол заострения 60—80°, заточка косая. Помогают в основном для чистого опиливания и поперечного пиления торцов, и для запиливания шипов.
Выкружные поворотные пилы имеют длину 350—500 мм, ширину 4—15 мм и толщину 0,4—1 мм. Зубья формы прямоугольного треугольника высотой 2—3 мм, величина шага 2—4 мм, угол заострения 50—60 либо 80—85°; заточка прямая. Используются для криволинейного и фигурного пиления.
Ножовки смогут быть широкими и узкими.
Ножовка широкаяимеет следующие размеры. Неспециализированная протяженность ее 715 мм, протяженность режущей части 615 мм, ширине у ручки 160 мм, в конце 60 мм, толщина до 1,5 мм. Величина развода зубьев 0,4—0,6 мм на сторону.
Широкая ножовка используется для поперечного неотёсанного пиления.
Ножовка узкая имеет длину 325—530 мм, ширину У ручки 50—125 мм, на финише 20—40 мм, толщину до 1,5 мм. Предназначается для сквозных пропилов на плоскости и криволинейного пиления.
Ножовка с обушком имеет длину 300—350 мм, ширину полотна 70—100 мм, толщину 0,5—0,8 мм; верхняя часть полочла усилена металлической шиной — обушком. Используется для подгонки изделий и неглубокого пиления при их сборке.
Ножовка-измеритель — комбинированная ножовка Шведа, — кроме собственного прямого назначения (для распиливания), может служить измерительной линейкой и направляющей при пилении под прямым углом.
Наградка имеет длину полотна 100—120 мм, толщину 0,4—0,7 мм. Предназначается для несквозного выпиливания пазов под узких шпунтов и шпонки. Изготовляется из обрезков полотен ветхих лучковых и ленточных выпивал.
Пиление производится перемещением на себя.
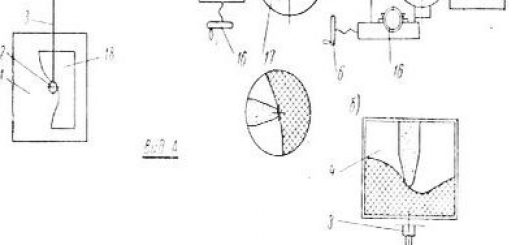
Рис. 2. Ножовки и наградка:
а — широкая ножовка, б — узкая ножовка, в — ножовка с обушком, г — ножовка-измеритель, д — наградка
Для поперечного раскроя строганой фанеры при подготовке к фанерованию используют особые фанерные пилки. Зубья таковой пилки небольшие и расположены по дугообразно выпуклой кромке.
Приемы пиления ручными пилами. Распиливание брусьев и досок по разметке именуется пилением по рискам. При поперечном пилении лучковую пилу нужно держать правой рукой за стойку-поперечину выше ручки, а левой рукой придерживать распиливаемый материал.
Перед тем как приступить к работе полотно пилы повертывают на некий угол по отношению к плоскости станка пилы. Корпус трудящегося обязан , быть неподвижен и мало наклонен вперед.
Перед пилением делают углубление — запил по риске при второго сустава и помощи ногтя громадного пальца левой руки. Наряду с этим ноготь чтобы не было ранения нужно держать на некоем расстоянии от риски, а сустав направляться держать выше зубьев пилы. Запил делают плавным перемещением пилы на себя.
Пиление создают по намеченным при раскрое рискам перемещением правой руки с маленьким нажимом на материал зубьями пилы.
Перед окончанием пиления, в то время, когда выпивала подходит к кромке, перемещение нужно замедлить, а левой рукой придерживать отпиливаемую часть — отвал, дабы финиш доски не обломился и на ней не появился откол.
При продольном пилении доску либо брусок кладут в горизонтальное положение и усиливают струбциной так, дабы распиливаемая часть свешивалась за кромку верстачной доски. Пилу держат отвесно правой рукой за рукоятку, левой за финиш стойки. Перемещения создают вниз с нажимом зубьями пилы на древесину; при перемещении вверх зубья пилы должны быть отведены от древесины.
В случае если выпивала зажимается в пропиле, то в него направляться засунуть маленький клинышек. Пилить направляться ровно, без сильных нажимов и рывков — от этого зависит уровень качества пропила.
Рис. 3. Поперечное пиление:
а — прием пиления, б — отвал
Рис. 4. Продольное пиление:
а — распиливание на полный размах, б —положения пилы
При вертикальном пилении доску закрепляют в тисках верстака вертикально. Пилу сперва ставят на линию разметки, по которой медленным и маленьким перемещением на себя делают поверхностное запиливание. Лишь по окончании образования запила возможно пилить на полный размах.
Пиление производится перемещением правой руки, левой рукой поддерживают распиливаемый материал. левая рука и Корпус на протяжении работы должны оставаться неподвижными, а перемещение пилы должно быть строго горизонтальным. Очень сильно нажимать пилой на древесину не нужно, поскольку это затрудняет и замедляет пиление, а время от времени ведет к поломке пилы.
Рис. 5. Вертикальное пиление:
а — прием пиления, б — запил с ногтя; 1 — постановка ногтя под риску, 2 — запиливание пропила медленным перемещением пилы на себя
В то время, когда подробность нужно распилить под определенным углом, к примеру под прямым углом либо под углом 45° для соединения «на ус», используют стусло.
Столяры-новаторы пилят ручными пилами сходу пачку материала. Так они поступают при раскрое досок поперек, при продольном раскрое и при фигурном распиливании узких досок, при запиливании шипов. Таковой метод пиления не только дает экономию во времени на зажим и укладку материала, но и упрощает разметку.
При пилении досок пачками нужно следить, дабы полотно пилы пребывало перпендикулярно к пластине первой доски.
При пилении древесины ручными пилами, не хорошо подготовленными к работе, и невыполнении верных приемов работы получаются разные виды брака:
а) неверный распил при продольном пилении благодаря отклонения от разметочной риски, сильного нажима на материал, неправильного развода либо заточки зубьев пилы, неправильного рабочего положения трудящегося;
б) очень сильно шероховатая поверхность распила благодаря работы пилой с большими зубьями либо с неодинаковым их разводом;
в) неперпендикулярность пропила к пласти доски при поперечном пилении как следствие неправильного развода либо заточки зубьев пилы, перекоса полотна, неверного положения трудящегося;
г) повреждение кромок доски либо бруска благодаря небрежного исполнения начального запила;
д) отщепы древесины на кромках при поперечном пилении, показавшиеся в следствии того, что отпиливаемая часть древесины не поддерживалась, в то время, когда пиление доходило к концу.
Рис. 6. Пиление ножовкой:
а — продольное (горизонтальное), б — вертикальное, в — поперечное, г — по окружности
Подготовка выпивал. Пользоваться нужно острыми и прекрасно направленными пилами; это облегчает работу, предохраняет пилу от перекашивания и искривления, повышает производительность труда и снабжает необходимое уровень качества изделий. Перед наладкой пилы полотно очищают от смолистых наслоений и налёта ржавчины тряпкой, намоченной в керосине.
Наладка пилы начинается с правки полотна. Полотно выправляют молотком на ровной чугунной либо металлической плите либо легко зажимают в тисках зубьями между бронзовыми либо алюминиевыми пластинками и медлительно протягивают.
Рис. 7. Пиление наградкой
Рис. 8. Фугование зубьев пилы:
а — на фуганке: 1 — напильник. 2 — колодка, 3 — выпивала; б — на верстаке, в — особым прибором
По окончании правки прорезают напильником между зубьями пазухи, после этого сглаживают профиль и высоту зубьев, т. е. фугуют при помощи особого фуганка. Для этого в древесную колодку с прорезью для полотна пилы вставляют трехгранный напильник. Двигая напильник по пиле либо пилу по напильнику, сглаживают по высоте вершины зубьев пилы.
Все зубья должны иметь однообразную форму. Исходя из этого очень сильно сточенные зубья нужно заострить и пропилить впадину между ними. После этого зубья разводят и затачивают.
Для облегчения обрубки зубьев на пилах и насечки новых используют комбинированный пилоштамп ПШ-3, у которого для данной цели имеются с одной стороны ножницы, а с другой — пуансон и матрица. Оба инструмента трудятся от эксцентриковых приводов при повороте вручную долгого рычага. Пилоштамп крепят на верстаке.
развод и Заточка столярных выпивал должны производиться в особых древесных тисках.
Рис. 9. Разводки для выпивал:
Зубья разводят для облегчения хода пилы в пропиле посредством разводок. Наряду с этим сперва половину зубьев через один отгибают в одну сторону, после этого оставшуюся половину — в другую сторону.
Для распиливания сухой жёсткой древесины любой зуб отгибают на 0,25—0,5 мм, а мягкой древесины — на 0,5—0,8 мм. Величина развода всех зубьев пилы должна быть однообразной.
Рис. 10. Двухсторонняя разводка конструкции С. Я. Орляенко:
а — вид сбоку, б — вид сверху; 1 — ручки, 2 — средняя часть разводки, 3 — прорезь, 4 — упорные болты, 5 — отверстие для движения кончика зуба
Правильность развода зубьев контролируют шаблоном, что прикладывают к полотну и выполняют по венцу зубьев сперва с одной, позже иначе. Неправильно отогнутые зубья направляться исправить, поскольку они будут давать неровный пропил и уводить пилу в сторону. Помимо этого, при неодинаковом разводе менее отогнутые зубья не будут принимать участие в пилении, тогда как более отогнутые будут трудиться с громадной перегрузкой и скоро выйдут из строя.
Вместо односторонних разводок, которыми сперва разводят половину зубьев в одну сторону чер^з один зуб и лишь по окончании перестановки пилы все остальные зубья — в другую сторону, на стройках используют двухсторонние разводки конструкции С. Я. Орленко. При помощи двухсторонней разводки отгибают все зубья подряд в обе стороны, без особой перестановки пилы. Данной разводкой возможно разводить зубья выпивал диаметром 300—800 мм. Изготовляется двухсторонняя разводка из стали Ст.
3. Она имеет две конусные ручки 1 длиной по 130 мм и два упорных болта 4 диаметром 6 мм, длиной 3 мм, ограничивающих отклонение зуба при разводе.
В средней части разводки имеются прорезь для зуба и квадратное отверстие размером 4?5 мм для кончика зуба. В прорезиширина нижней части 6 мм, верхней 4 мм. В двухсторонней разводке имеюся упорные болты, регулирующие заданную толщину развода. Именно поэтому возможно создавать разводку зубьев различной толщины пропила с точностью заданного развода всех зубьев пилы без больших отклонений, получающихся в большинстве случаев при односторонней разводке.
Помимо этого, если сравнивать с простой односторонней разводкой затраты времени уменьшаются практически вдвое.
У верно разведенной пилы полотно не касается стенок пропила и не трется о них. Величина развода зубьев на каждую сторону не должна быть больше толщины пилы.
По окончании развода пилы точат в большинстве случаев трехгранными либо ромбическими напильниками с небольшой насечкой. При заточке полотно пилы зажимают в тиски, укрепленные на верстаке либо в древесной колодке.
Лучковые пилы точат в основном трехгранными напильниками, подбирая их по размерам зубьев.
Приемы ручной заточки продемонстрированы на рис. 13.
Продольные пилы, у которых зубья имеют форму косоугольных треугольников, затачивают сплошь с одной стороны, а напильник держат перпендикулярно к полотну пилы. Очень сильно прижимать напильник не нужно, от этого выпивала будет нагреваться и терять собственную закалку.
Рис. 11. Развод зубьев:
а — верный, б — неверный
Рис. 12. Древесные колодки для заточки выпивал:
а — поперечной двуручной, б — лучковой
Рис. 13. Заточка выпивал:
а — продольных, 6 — поперечных
Рис. 14. Выверка полотна лучковой пилы (а) и установка его (б)
Поперечные пилы с зубьями, имеющими форму равнобедренного либо прямоугольного треугольника, затачивают, держа напильник наклонно (60—70°) к полотну и прижимая его к зубу пилы при перемещении от себя снизу вверх, а при обратном перемещении приподнимая его. Зубья затачивают через один. Пройдя напильником по одной стороне пилы, поворачивают ее к себе второй стороной и затачивают пропущенные зубья.
Ответственное значение имеет верная его выверка и установка полотна. Перед тем как приступить к пилению лучковой пилой,отвертывают закрутку и устанавливают полотно: при пилении на протяжении на ширину отпиливаемых брусков, при пилении поперек на 30—35°. У распускной пилы лучок устанавливают под прямым углом к полотну. Выверенное полотно не должно быть извернуто и на всем собственном протяжении должно пребывать в одной плоскости. Это контролируют в большинстве случаев на глаз.
Натяжение пилы должно быть достаточно сильным; проверяется это тем, что полотно еле выводитсяпальцами из плоскости натяжения. Финиш закрутки не должен выходить за распорку, поскольку она может зацепиться за распиливаемый материал и соскочить с распорки. Это повлечет раскручивание тетивы, и разрыв полотна пилы.
Уровень качества полотна определяется тем, что оно, будучи согнуто и соединено финишами, образует верную окружность и при ударе ногтем издает чистый и ровный звук. Дребезжание говорит о том, что полотно имеет трещины.