Сборка коробок
По окончании закроя картонные и бумажные подробности поступают в сборочное отделение, в котором завершается целый цикл производства картонных коробок.
В ходе сборки создают скрепление подробностей, сборку каркаса, оклейку поверхности разными этикетками либо бумагой, тделку стенок коробок разными накладными рельефами и многие другие работы.
Наименование «клееные коробки» говорит о том, что крепление дета-и и отделка коробок производится при помощи клея.
Сборку коробок возможно создавать механическим методом на сборочных автомобилях-автоматах либо вручную. При современной технике картонажного производства сборку либо изготовление многих стандартных коробок возможно механизировать либо кроме того автоматизировать.
Механизацию возможно оЬуществить при выпуске коробок, стандартных по размерам и форме, при стандартном однообразном сырье и постоянном массовом изготовлении коробок (нескольких сотен тысяч в месяц).
Но опыт говорит, что большая часть фирм производит клееные коробки самого размеров и разнообразного ассортимента, из разного сырья, что тормозит во многих случаях возможность применения механизации при изготовлении клееных коробок. Производство коробок для папирос, зубного порошка и т. п. благодаря их однообразия по размерам и форме легко автоматизировать. Исходя из этого в табачной и парфюмерной индустрии степень механизации производства клееных коробок выше, чем в других отраслях индустрии.
Закрой картонных подробностей для клееных коробок возможно нескольких видов.
Эти виды возможно поделить на три группы:
1. Цельный закрой, при котором крышка и низок являются одну подробность с загибающимися стенками и вырубленными углами.
2. Крышка и низок складываются из раздельно заготовленных донышек и картонных рамок. Данный закрой используется в основном при изготовлении высоких коробок; при таком закрое не приходится вырубать углов, что существенно сокращает количество отходов.
3. Закрой с двумя приставными стенками, что также ликвидирует необходимость вырубки углов и этим уменьшает расход картона.
По окончании получения закроя приступают к креплению и сборке картонного каркаса.
Различие между процёссами при сборке и креплении картонных каркасов обусловливается конструкцией и размером коробки, и рядом технических условий, предусматривающих прочность коробки, экономию картона и проч.
Сборка каркаса коробки из цельного закроя, другими словами из картонных подробностей с загнутыми стенками и вырубленными углами, сводится к склейке углов бумажной полосой, причем углы каркаса низкой коробки склеивают узкой полосой поперек угла, а углы каркаса высокой коробки — широкой полосой в таком же порядке либо бумажным кантом по ребру всего угла.
Коробки, складывающиеся из отдельных рамок со засунутыми доньями. крепятся по всему периметру дна узкой бумажной полосой (кантом) либо же так называемым «бумажным колпачком», что покрывает всю поверхность дна, а края его загибаются на стены коробки.
Этст процесс как при первом, так и при втором варианте возможно создавать лишь на соответствующей «болванке», размеры которой меньше внутренних размеров коробки, а высота ниже стенок коробки на толщину дна. Это нужно чтобы засунутое в рамку дно коробки пребывало совершенно верно на уровне верхнего ребра боковых стенок. Исключением есть крепление донышка «уторных» коробок.
Болванка в этом случае должна быть ниже стенок коробки на глубину утора плюс толщина картонного дна.
Крепление донышек в каркасах плинтусовых коробок производится также на болванках по двум способам: по первому — рамка коробки устанавливается по месту на дно; нижние торцы рамки смазаны клеем для крепления ко дну. По окончании приклейки дна к рамке производится окантовка плинтусовых ребер с загибом края канта на боковые стены. По второму способу окантовка производится без предварительной установки стенок (на клей).
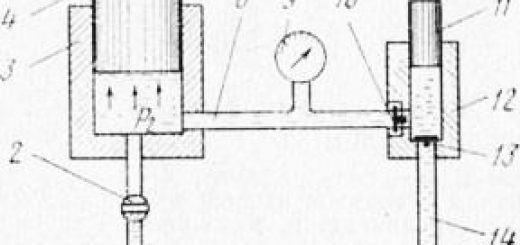
Данный процесс выполняется за два приема. Первоначально картонное дно накладывают на вольно вращающуюся площадку и к нему приклеивают одной стороной бумажную полосу (кант). После этого ободковую рамку надевают на болванку и к ней ровно (симметрично) прикладывают картонное дно с приклеенным к нему кантом.
Затем вторую сторону канта загибают на плинтус и притирают так, дабы края канта захватили нижнюю часть боковой стены (рамки). В следствии этих приемов полоса бумаги (кант) облицовывает выступающие плинтусы и в один момент крепит дно к боковым стенкам.
Коробки с приставными стенками (это коробки громадных размеров с высокими стенками) крепятся кантом по всем стыкам стенок равно как и коробки со вставными доньями, но в этом случае крепление производится без болванки. В то время, когда крепление кар-каса должно быть особенно прочным, вместо бумаги для крепления возможно использовать бязь, коленкор и другие прочные узкие ткани.
Шарниры, либо внутренние рамки прямоугольных коробок, вставляют в низочки на клей, причем чтобы не было отставания внутренней рамки направляться использовать клей с громадной клеящей силой, к примеру костный.
В остальном сборка каждого вида коробок имеет собственные личные изюминки.
")
Рис. 1. Вращающаяся площадка для приклейки канта к отдельным донышкам.
1. Ровные коробки внахлобучку. Эти коробки являются одним из самых несложных и недорогих видов картонной упаковки. Они видятся самых разнообразных размеров — плоские, кубические, высокие и т. д.
Закрой для ровных коробок внахлобучку возможно изготовлен двумя методами:
1) из двух подробностей (одна для крышки, а вторая для низочка), на каковые наносят линии сгибов для боковых стенок и вырубают углы;
2) из четырех подробностей, другими словами двух рамок для стенок, крышки и низочка и двух вставных донышек.
При сборке коробок, складывающихся из двух подробностей, стены крышки и низочек загибают по линиям сгибов и оклеивают по всему периметру полосой бумаги; ширина полосы должна быть таковой, дабы верхняя сторона ее по ширине загибалась на дно, а нижняя подгибалась вовнутрь коробки. Этими процессами без предварительного крепления каркаса завершается сборка крышки и низочка. После этого создают облицовку донышек, крышки и низочка.
Как правило низочек не подвергают облицовке, а на крышку, вместо облицовки, наклеивают этикетку.
При сборке коробок, складывающихся из четырех картонных подробностей, не считая указанных процессов приходится крепить донышки к рамкам. Для данной цели используют болванки, размер которых равен внутренним размерам крышки либо низочка.
На болванку, установленную на рабочий стол, надевают кар тонную рамку и в нее вставляют картонное дно, причем болванка должна иметь такую высоту, дабы засунутое в рамку дно было на одном уровне с торцами боковых стенок. Затем ребро коробки оклеивают узкой полосой бумаги (кантом) с таким расчетом, дабы добрая половина ширины полосы приходилась на боковые стены, а вторая добрая половина на дно коробки; в следствии этого дно коробки прикрепляется к боковым стенкам.
Ровные коробки внахлобучку смогут быть всецело облицованы бумагой либо же лишь кантом по ребрам низа и крышки. Второй вариант есть более недорогим и используется для отделки несложных товарных коробок. Ровная окантовка ребер коробки, в случае если для данной цели применить цветную бумагу, есть достаточно эффектным оформлением.
По такому способу изготовляются гильзовые, обувные, чулочные и другие товарные коробки.
Для полной облицовки стены коробок оклеивают полосой бу-волшебники таковой ширины, дабы края полосы одной стороной загибались на дно, ai второй — через ребро стены вовнутрь коробки; по окончании оклейки боковых стенок дно оклеивается такой же бумагой, а крышка этикеткой.
По второму варианту первоначально наклеивают на дно колпачок с загибом краев на стены. После этого отдельной подробностью оклеиваются стены, причем со стороны, дна оклейка приходится в край ребра коробки, а вторая сторона полосы загибается через ребро стены вовнутрь коробки.
2. Ровные коробки на шарнире. Они выпускаются разнообразных размеров. В технологии производства этих коробок решающим моментом есть высота коробки.
В случае если низкие коробки (типа папиросных) направляться закраивать из цельных подробностей с вырубкой углов, то более высокие коробки должны быть изготовлены из донышек и отдельных рамок.
Использование цельного закроя для коробки «ровная на шарнире» с высокими стенками есть неэкономичным, поскольку на вырубку углов будет израсходовано через чур много материала. К примеру, для коробки с вырубленными углами размером 200Х200Х100 мм отход на вырубку углов составит 25%, а исходя из этого коробки с высокими стенками в интересах экономии картона изготовляют из четырех подробностей, другими словами двух рамок и двух вставных доньев.
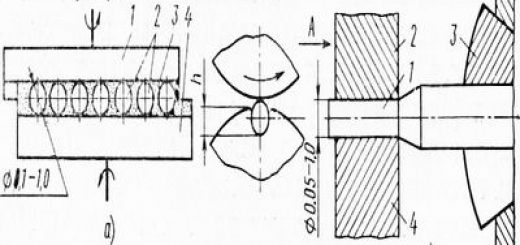
Рис. 2. Сборка папиросных коробок.
При изготовлении плоских коробок скрепление углов требуется лишь для крышки, а стены низочка приклеивают конкретно к рамке шарнира и так создают готовый каркас низка.
При изготовлении высоких коробок первоначально кпепят донышко к раме при помощи канта и затем в низок вставляют шарнир.
Плоские низкие коробки изготовляют из цельного закроя, причем чтобы упростить заготовку закроя, крышку и низок Делают однообразной высоты; это разрешает применять один закрой для обеих подробностей.
Из группы плоских ровных коробок на шарнире самыми распространенными являются папиросные коробки.
Бандероль, оклеенная по линии низа и стыка крышки, прорезается колодкой с бритвенным лезвием, изображенной на рис. 3.
Громадная потребность в папиросных коробках и рвение к большому понижению цены их побудили картонажную индустрию механизировать производство папиросных коробок впредь до отделки и автоматической сборки. Существует последовательность совокупностей для того чтобы рода оборудования для автоматического производства закроя и сборки папиросных коробок.
Рис. 3. Колодка для прорезки коробок.
Агрегат для автоматического производства папиросных коробок складывается из последовательности узлов, любой из которых есть независимой машиной, делающей определенный сборочный процесс. В составе агрегата возможно оборудование для автоматической заготовки закроя; его возможно заготовлять и вторым оборудованием.
Конструкция коробок, изготовляемых механическим методом на автоматическом оборудовании, мало отличается от коробок, изготовляемых вручную. В коробках механического изготовления первоначально наклеивают этикетки и поддонники с загибом краев на стены коробки, а бандероль наклеивают в край дна и крышки. Помимо этого, при штамповке закроя для крышек и низков дно и крышка коробки покупают мало обтекаемую форму, что существенно усиливает вид коробок.
Коробки механического производства отличаются прекрасно проглаженной поверхностью дна и крышки, что при обтекаемой по краям форме придает этим коробкам весьма приятный вид.
Из существующих совокупностей автоматических линий для производства папиросных коробок более идеальной есть агрегат, складывающийся из следующих узлов:
а) многокрасочного печатного автомата для печатания этикеток конкретно на полосе рулонного глазированного картона;
б) автомата для высечки и штамповки готовых подробностей для низочка и крышки;
в) автомата для загибания стенок низочков;
г) автомата для нанесения клея (бороздкой) на вставки и шарниры их в низочки;
д) автомата для штамповки крышек;
ж) параллельных транспортеров для низочков с засунутыми шарнирами и штампованных автоматического приспособления и крышек для накрывания крышек на низочки;
з) автомата для оклейки коробок бандеролью;
и) автомата для прорезки готовых коробок.
Такая линия обслуживается пятью рабочими, и производитель-кость ее достигает 24 тыс. коробок в смену.
Для успешной работы на указанных автоматах картон должен быть прекрасно глазированный, равномерный по толщине и прочный на излом. При печатании конкретно на картоне он обязан всецело отвечать этим условиям.
В случае если этикетки печатаются на бумаге для наклейки на картон, то в автоматическую линию добавляется особое оборудование для данной цели.
Производство ровных коробок на шарнирах с высокими стенками имеет мало неспециализированного с производством коробок с низкими стенками. Так, к примеру, закрой картонных подробностей для изготовления коробок для зубного порошка, боковые стены которых существенно выше, складывается из двух донышек, двух рамок и одной шарнирной рамки.
Ручное производство ровных коробок сводится к следующим операциям:
а) крепление на кант донышка к крышке и низочку коробки;
б) вставка шарнирной рамки в низок;
в) отделка коробки верхней этикеткой, боковой бандеролью и поддонником.
Отделка коробки может выполняться в разном порядке, в частности:
а) оклейка накрытой коробки бандеролью с загибом бандероли на крышку и дно и последующей прорезкой; наряду с этим методе этикетку на поддонник и крышку наклеивают в край коробки;
б) наклейка этикетки и поддоника в виде колпачков с загибом краев на боковые стены; бандероль в этом случае наклеивают вкрай без загибов;
в) бандероли и наклейка этикетки вкрай с оставлением на ребрах коробки открытого канта; кант в этом случае довольно часто является декоративным оформлением.
Для более тщательной отделки бандеролью декорируют низ и крышку в отдельности с загибом краев вовнутрь коробки.
Во многих случаях бандероль наклеивают лишь по окончании наполнения коробки содержимым, и тогда она помогает в один момент закупоркой.
Автоматическая линия для производства ровных коробок нз шарнире с довольно высокими стенками складывается из следующих агрегатов:
а) Автомат для закроя вставных доньев для низков и крышек. При необходимости закрой донышек возможно создавать на простом закройном оборудовании.
б) Автоматическая установка для нанесения линии сгибов на протяжении полосы рулонного картона, которая по ширине должна быть равна длине развернутой рамки для низков и крышек. Линии сгибов наносятся методом сдирки продольных канавок при помощи остроконечных конических корундовых кругов. Целый процесс происходит машинально в закрытой пылезащитной камере.
Полоса картона с нанесенными канавками поступает на сборочный автомат в виде катушек (бобин).
в) Автомат для низков и сборки крышек. В него поступают картонные донышки, катушки для нарезки из них рамок и бумажные колпачки в виде крышечных этикеток либо поддонников. наклейка и Крепление подробностей производятся клеем.
При сборке низков дополнительным процессом есть вставка шарнирных рамок.
Для того чтобы рода агрегат установлен на парфюмерной фабрике «Свобода» в Москве для сборки коробок под зубной порошок.
3. Ровные коробки с навешанной крышкой, накрывающейся поверх коробки, с тремя стенками. Такие коробки используются для упаковки карандашей, художественных красок, галантереи и т. д.
Низок коробки изготовляют по примеру ровных коробок внахлобучку, а крышка, имеющая лишь три стены, четвертой стороной навешивается на низок коробки.
Процесс изготовления этих коробок сходен с производством ровных коробок внахлобучку за исключением навески крышки. В то время, когда требуется особенная прочность для навески крышек, используют различные ткани.
4. Выдвижные коробки типа спичечных складываются из двух подробностей — внутренней коробки и наружного корпуса. В случае если наружный корпус открыт с обеих сторон, то он может выдвигаться в любую сторону; в случае если же одна сторона корпуса закрыта, то приходится приклеивать дополнительную стенку для вытаскивания коробки из обоймы; это приспособление делают в виде ушка либо дополнительной торцевой стены с краями, мало поддерживающимикорпус коробки Внутреннюю коробку изготовляют так же, как низок ровной коробки, внахлобучку.
Наружные корпуса смогут быть открытыми (сквозными) либо закрытыми с одной стороны. Производство закрытых корпусов не отличается от производства ровных коробок. Что же касается открытых (сквозных) корпусов, то их возможно изготовлять следующими методами:
а) Корпус без оклейки. В этом случае оформление печатью производится конкретно на картоне либо плотной бумаге, и по окончании закроя корпусов с готовой печатью на универсальном закройном оборудовании процесс их изготовления сводится к склейке корпусов по боковому клапану. При закрое корпусов для нанесения линий сгибов направляться использовать лишь рилевочные аппараты.
б) Корпуса, оклеенные до закрая в страницах. Данный метод используют, в случае если этикетки в печатных страницах наклеивают на обрезной картон и в будущем корпуса изготовляют так же, как при печатании этикеток, конкретно на картоне.
в) Оклеенные корпуса с загибанием оклейки вовнутрь. сборка и Оклейка таких корпусов производятся е отдельности каждого. Оклейку возможно создавать на болванках либо же оклеивать сложенные корпуса без болванки с последующим загибанием краев вовнутрь и в том и другом случае.
При закрое картонных подробностей для таких корпусов возможно использовать чертильные аппараты для нанесения линии сгибов методом надреза картона. Время от времени картонные корпуса закраивают с боковым клапаном для предварительной склейки (до оклейки), а довольно часто облицовочная оклейка сама скрепляет стены. Для таковой сборки корпуса закрой корпусов делается без бокового клапана.
5. Уторные коробки. Эти коробки была названи от уторов, каковые образуются потому, что донышко (вставное) крепится к рамке не вровень, а мало ниже. Так по всему периметру коробки образуемся собственного рода выступ — утор.
Такая конструкция коробки преследует две цели: а) декоративное оформление коробки; б) дабы коробка (низок) не ставилась на дно плашмя.
Обрамление коробки уторами имеет значение для декоративного оформления, в то время, когда на крышке коробки имеются различные накладные (в особенности рельефные) этикетки. Уторы прекрасно закрывают торцы наложенных декоративных подробностей.
Коробки с уторами собирают так же, как ровные коробки с вставными доньями на болванках; но при определении высоты болванки нужно учитывать положение вставного дна и делать болванки соответствующей высоты. В остальном производство этих коробок ничем не отличается от изготовления ровных коробок.
6. Одноплинтусовые коробки внахлобучку. Плинтусы у коробок носят не только декоративный темперамент, а как правило имеют определенное целевое назначение. Плинтус у низка коробки является упором и основой для крышки, и формирует удобство при открывании коробок.
Одноплинтусовые коробки активно используются для упаковки кондитерских, парфюмерных и других товаров. Наличие плинтуса з низке коробки разрешает делать крышку выше стенок низка (к примеру, тортовые коробки).
Крышки направляться коробок по собственной конструкции относятся к типу ровных коробок, но облицовка и отделка их производятся следующим методом.
а) Облицовка конвертом. По окончании предварительной сборки корпуса как с вставным дном, так и из целого закроя облицовочная бумага либо этикетка намазывается с нижней стороны клеем лишь по краям и накладывается на корпус так, дабы намазанные края были загнуты вовнутрь коробки. На продольные стены облицовка загибается гладко, а на торцевые подвертывается по форме конверта; исходя из этого таковой метод стал называться «облицовка конвертом».
б) Целая оклейка с прорезкой на углах. Для данной цели намазывается клеем вся бумага либо этикетка и приклеивается к коробке. Для оклейки по углам приходится делать прорези для подгиба клапанов. Края оклейки загибают вовнутрь коробки.
Данный способ — трудоемкий, поскольку как правило приходится в момент оклейки ножницами делать прорези в закрое.
в) Облицовка «боковой» оклейкой и колпачком. На корпус коробки сверху приклеивают «колпачок» с загибом краев бумаги на стены корпуса, по окончании чего боковая оклейка приклеивается в край верхнего ребра коробки.
г) Оклейка боковых стенок полосой бумаги с загибом краев на крышку и вовнутрь коробки и наклейкой этикетки поверх загибов в край ребра коробки.
Крышки одноплинтусовых коробок смогут быть изготовлены так же, как уторных коробок.
Изложенные облицовки крышек и способы отделки одноплинтусовых коробок являются главными, но не считая них существует еще большое количество вариантов отделки таких крышек. Как правило таковой отделке подвергаются сложные коробки.
7. Двухплинтусовые коробки внахлобучку. Построение этих коробок (низки и крышки) производится по тому же принципу, как и построение низков одноплинтусовых коробок. Двухплинтусовые донья для низа и крышки для симметрии должны быть однообразного размера.
Данный тип коробок обширно использует ся для упаковки кондитерских изделий (в виде плоских коробок). Двухплинтусовые коробки относятся к группе более сложных коробок, и исходя из этого с целью достижения лучшего результата отделка их довольно часто усложняется. Плинтусы коробок окантовываются довольно часто декоративными бумагами (золотой, серебряной и пр.), на крышках изготовляют различных форм горки и т. д.
В отдельных случаях приходится вместо рамки заготавливать закрой для ровного корпуса и раздельно плинтусовое дно, которое приклеивается поверх первого. При двойном дне возможно легко изготовить выпуклые горки с подкладкой («подушкой») между доньями, и помимо этого, данный способ есть эргономичным при предварительной оклейке картона (в страницах) облицовочной бумагой для отделки внутренней стороны коробки.
8. Двухплинтусовые коробки на шарнирах. Они являются более сложными прямоугольными коробками. Эти коробки отличаются от таких же коробок внахлобучку тем, что низка и внутренние размеры крышки коробки однообразны и вся коробка собирается на шарнирной рамке, вклеенной в низок. По собственной конструкции эти коробки смогут быть со съемной либо же с навешанной на низок крышкой.
Отделка стенок, крышки и низка может производиться либо раздельно с загибом краев оклейки вовнутрь корпуса, либо же оклеиваются совместно крышка и низок с одновременным охватом оклейкой стенок крышки и низка и с последующей прорезкой оклейки с трех сторон по линии стыка этих стенок.
Облицовка внутренних шарниров разных коробок может производиться до вставки их в низок либо же по окончании вклейки шарниров в низки. Облицовка шарнира довольно часто выполняется так, дабы край ее заходил на стенку низка и закрывал зазор между стенкой и шарниром низка. Внутренняя отделка коробки производится методом предварительной оклейки картона (до закроя) либо же вы-клейкой коробки в собранном виде.
Не считая приведенных главных типов коробок, существует еще ряд других видов, отличающихся некоторыми подробностями в части отделки (коробки с накладными рамками либо крышками и много других); их направляться отнести к группе сложных коробок.
9. Многогранные коробки. Конструкция многогранных коробок такая же, как и прямоугольных; отличаются они лишь сложностью формы, облицовки и отделки. При загибе оклейки на гранях крышки либо донышке образуются маленькие складки, каковые направляться прекрасно проглаживать либо же срезать ножницами.
При оклейке многогранных коробок направляться контролировать точность подгон ки крышки к низку. Во всех облицовки и прочих процессах оклейки работа производится равно как и при отделке прямоугольных коробок. Количество граней в многогранных коробках возможно разное — 3, 5, 6, 8 граней и в редких случаях больше.
10. Коробки с закругленными углами. Отделка этих коробок не отличается от отделки рассмотренных коробок за исключением закругленных углов. Загибы бумаги на углах чтобы не было складок приходится насекать (ножницами) либо же весьма бережно располагать складки по радиусу и по окончании приклейки прекрасно их проглаживать.
11. Круглые и круглые коробки. При отделке этих коробок края оклейки загибают на дно и крышку. В целях уменьшения образующихся наряду с этим радиальных складок приходится прибегать к насечке краев по всей окружности (к примеру, при наклейке колпачков) либо же создавать тугую обтяжку бумажного канта, растягивая его, по возможности, по ребру и этим уменьшая размеры образующихся складок.
Для данной цели направляться использовать особенно узкие и прекрасно растяжимые сорта бумаги. В отдельных случаях прибегают к утюжке (на тёплых плитках) образующихся складок.
При загибе краев оклейки вовнутрь круглой либо круглой коробки создают притирку при помощи тряпочек с парафином. Данный метод притирки дает весьма прекрасные результаты в смысле чистоты, и высокой производительности труда, поскольку притирка и загиб производятся в один момент.
В остальном отделка круглых и круглых коробок слабо отличается от отделки всех указанных выше видов коробок.
Главное требование к отделочной и облицовочной работе сводится к аккуратности и чистоте; не допускаются мельчайшие пятна клея, складки, морщины, пузыри и пр. Для аккуратного исполнения отделочных и облицовочных работ требуются навык, громадная внимательность, уменье обращаться с подробностями, намазанными клеем так, дабы те пальцы рук, каковые создают выгладку, постоянно оставались чистыми и ни в каком случае не касались клея. Сборщицы клееных коробок при работе протирают руки парафином.
Умелая и чистая намазка клеем бумажных подробностей есть главным залогом успешности ремонта.
При отделочной работе громадное значение имеет верная, симметричная наклейка бумажных подробностей, в особенности верхних поддонников и этикеток, с таким расчетом, дабы со всех сторон оставались ровные поля.
Громадное значение имеет кроме этого направление волокон бумажных полос, предназначенных для оклейки коробок, в особенности полос для обтяжки (к примеру, ребровый кант для круглых коробок и другие); эти бумажные полосы должны иметь в обязательном порядке поперечное направление волокон.
Для прорезки коробок используют простой резачок, которым нащупывают линии стыка между крышкой и прорезают по стыку крышки и низочка. При массовом производстве активно используются для прорезки прорезальные колодочки . Они являются древесные колодки со засунутыми бритвенными лезвиями, угол которых выступает наружу на глубину прореза. Коробку, подлежащую прорезке, и колодочку кладут на стол и этим приспособлением прорезают ее по стыку крышки и низочка.
Коробки прорезают кроме этого на автоматической установке: прорезаются прямоугольные коробки машинально, в один момент с двух противоположных сторон, по окончании чего коробка меняет направление под прямым углом и попадает под третий нож, что прорезает ее с третьей стороны. Такие автоматы используются в основном для прорезки папиросных коробок.
При массовом производстве сборочных работ цикл расчленяется на отдельные фазы. При этих условиях любой рабочий совершенствуется на своем ходе и коробки изготовляются существенно стремительнее, при лучшем качестве сборки.
Все другие клееные коробки, относящиеся к группе сложных коробок, не поддаются обобщению в части разработке сборочных процессов. отделка и Изготовление разных коробок сложной конфигурации постоянно требуют нахождения и индивидуального подхода’практических приемов для более успешного исполнения данной работы в каждом отдельном случае. Главной задачей мастера есть расчленение процесса для того, чтобы сделать его, по возможности, менее трудоемким.