Шлифование деталей
Последней операцией при их подготовке и обработке деталей для сборки есть шлифование.
Шлифование содержится в выравнивании и зачистке шлифуемой поверхности древесины методом срезания (соскабливания) с нее небольших частичек в виде пыли громадным числом небольших резцов. Резцами помогают грани абразивных зерен. Шлифовальные шкурки, которыми создают шлифование, являются плотную бумагу либо хлопчатобумажную ткань, покрытую клеем и посыпанную абразивными зернами.
Для шлифования древесины используют стеклянные и кремневые шкурки. Наждачные, корундовые и другие шкурки чёрного цвета образуют для того чтобы же цвета пыль, которая загрязняет древесину.
Новые стеклянные шкурки перед шлифованием вручную необходимо потереть одну о другую рабочими поверхностями, дабы притупить через чур острые грани зерен (такие шкурки именуют обломанными). Необломанные шкурки оставляют на шлифуемой поверхности большое количество царапин.
")
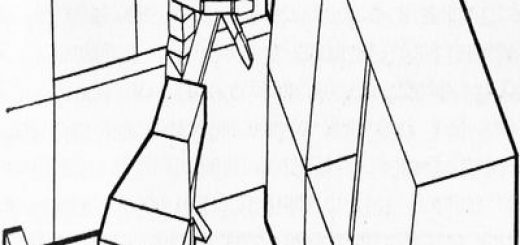
Рис. 1. Подготовка циклевального ножа по способу В. Н. Михайлова: а — заточка: б — отжим лезвия (образование жала)
Рис. 2. Циклевальный станок «Молния»
Для шлифования древесины самый эргономичны шкурки с редкой насыпкой зерен; шкурки со целой насыпкой скоро забиваются пылью и этим замедляют работу. Шкурки с редкой насыпкой, помимо этого, более эластичны.
Поверхности со сложным профилем шлифуют полотняными шкурками, более эластичными и износостойкими, чем шкурки на бумаге.
Шлифуют древесину на протяжении волокон и под маленьким углом к ним (10 — 15е). Для начального шлифования строганой поверхности используют шкурку № 46, 60, 80; для последнего шлифования — № 100, 120.
Шлифуют вручную при помощи шлифка — древесного брусочка с пара заоваленными ребрами подошвы, на которую наклеены пробка, резина либо войлок. Шкурку накладывают на подошву шлифка и загибают ее края за продольные кромки. Края шкурки при работе прижимают к шлифку ладонью.
В механизированном производстве шлифование создают на шлифовальных станках. Различают станки ленточные, цилиндровые (барабанные) и дисковые. На ленточных станках шлифовальную шкурку используют в виде нескончаемой ленты, перекинутой через шкивы; в цилиндровых станках шкурку спирально навивают на цилиндры; в дисковых станках ею покрывают всю поверхность рабочего диска.
Ленточношлифовальные работа и станки на них. Ленточ-ношлифовальные станки с утюжком имеют в столярном производстве громаднейшее распространение. Части станка: станина из двух соединенных между собой колонн, два шкива, из которых один ведущий, трудящийся от электродвигателя конкретно либо через привод; нескончаемая шдифовальная лента, перекинутая через шкивы; натяжной ролик (у некоторых станков два ролика); рабочий стол между колоннами станины, передвигающийся на роликах по направляющим перпендикулярно к линии перемещения ленты; винты для установки стола по высоте; башмак для прижимания ленты к шлифуемой подробности (утюжок).
Обрабатываемую подробность укладывают на рабочий стол, движущуюся ленту прижимают башмаком к шлифуемой поверхности. Сочетая перемещение стола с уложенной на нем подробностью с перемещением шлифовальной ленты и регулируя силу нажима на башмак, достигают полного и равномерного шлифования подробности. Наряду с этим станочник все время может следить за качеством шлифования.
При работе на станке с утюжком брак от прошлифовывания облицовочной фанеры получается весьма редко, исходя из этого данный
станок особенно удобен для шлифования фанерованных подробностей. Преимущество станка с утюжком состоит кроме этого в том, что разные места (свилеватые, не хватает чисто обработанные) на одной и той же поверхности возможно шлифовать с различной интенсивностью. Недочёт станка с утюжком — низкое размещение шлифовальной ленты.
Это не разрешает на станке шлифовать объемные изделия по окончании их сборки.
Рис. 3. Ленточиошлифовальные станки: а — схематическое изображение конструкций; б и в — неспециализированный вид станка с утюжком и станка с нижним горизонтальным размещением шлифовальной ленты; г — одноколонный станок со стрелой; д — двухстрельчатый станок «Лилипут»
Скорость перемещения ленты на ленточных станках 20 — 25 м/сек.
Характеристика ленточношлифовального станка ШлП-15:
диаметр шкивов 400 мм; число оборотов шкивов 750 в 60 секунд; протяженность шлифовальной ленты 8700 мм; ширина ленты 150 мм; рабочий стол 1000X3100 .им; мощность электродвигателя 2,5 кет. На этом станке возможно шлифовать изделия высотой до 550 мм.
Ленточиошлифовальные станки с нижним размещением ленты. Эти станки разделяются на два типа: с двухколонной неподвижным столом и станиной и с одноколонной лентой и станиной на стреле.’
У двухколонного станка ведущий шкив приобретает перемещение конкретно от
вала электродвигателя. Ведомый шкив возможно перемещать горизонтально для натяжения ленты. Станок разрешает шлифовать изделия независимо от их форм и размеров поверхности.
Но для проверки качества шлифования приходится любой раз отнимать изделие от шлифовальной ленты; от этого возрастают утраты машинного времени. ‘Помимо этого, шлифование довольно часто получается некачественным, поскольку нельзя видеть шлифуемые места.
В станке со утрелой натяжной шкив помещается на свободном финише стрелы, вылет которой может быть около 1600 мм. Ширина ленты — до 100 мм. Стол приставной.
На станке без стола мягкой лентой возможно шлифовать подробности любой профиля и формы.
Отечественная станкостроительная индустрия производит лен-точношлифовальные станки с нижним размещением ленты двух марок: ШлНС и ШлСЛ. Станок ШлНС имеет неподвижный горизонтальный стол. Ширина его ленты 350 мм, мощность электродвигателя 2,2 кет при 1500 об/мин. Станок ШлСЛ несет ленту на стреле.
Ширина ленты 100 мм, мощность электродвигателя 0,8 кет при 1500 об/мин, вылет стрелы 1500 мм.
Двухстрельчатый шлифовальный станок «Лилипут». Данный станок смонтирован на вильчатой колонке. В развилке на валу насажены холостой шкивы и рабочий ременного привода, на финишах вала за развилкой расположены шкивы для шлифовальной ленты. От разветвляющихся частей станины отходят в противоположные стороны стрелы, оканчивающиеся маленькими натяжными шкивами.
Через шкивы и натяжные шкивы на финишах вала натянуты шлифовальные ленты.
Станок «Лилипут» удобен для шлифования небольших подробностей, в особенности криволинейных и профильных. Устанавливают его обькшо в качестве подсобного станка к главным шлифовальным станкам в цехе.
Ленточношлифовальные станки различной конструкции. На фирмах с маленьким количеством производства и на стройках видятся ленточношлифовальные станки самых размеров и различных конструкций: вертикальные с мягкой лентой, вертикальные с подпором ленты, горизонтальные с лентой на вертикальных шкивах (рис. 162, а, внизу справа) и др.
Солидную часть этих станков конструируют и изготовляют конкретно на фирмах и на стройках.
Цилиндровые работа и шлифовальные станки на них. Трехцилиндровый (трехбарабанный) шлифовальный станок применяется на больших деревообрабатывающих фирмах. Его рабочие цилиндры обтянуты шлифовальной лентой по спирали.
Для очистки отшлифованной поверхности от пыли помогает щеточный цилиндр 6. опусканием и Подъёмом верхней рамы, в которую вмонтированы подающие и нажимные валы, налаживают станок на толщину шлифуемых подробностей.
Первый и третий шлифовальные цилиндры вращаются навстречу перемещению материала, второй — но перемещению материала. На первый цилиндр навивают крупнозернистую шкурку № 36, 46; на второй — № 60, 80; на третий — № 100, 120.
Рис. 4. Схема работы трехцилиндрового шлифовального станка: 1 — шлифовальные цилиндры; 2 — подающие ровные валики; Л — рабочая плита: 4 — обрабатываемый материал; 5 — нажимные валы: 6 — щеточный цилиндр
Рабочие цилиндры в один момент с вращательным делают маленькое (до 10 мм) поступательно-возвратное перемещение на протяжении собственных осей. Именно поэтому шлифование получается наиболее чистым без прямолинейных следов от зерен шкурки. Число продольных перемещений достигает 150 в 60 секунд.
На трехцилиндровом станке шлифуют в основном широкие щиты и плоские части изделий. Детали подают в станок под острым углом к цилиндрам (10 — 15°), чем достигается более ровное шлифование, поскольку шлифованием на протяжении волокон приглаживается ворс, а при поперечном шлифовании остаются следы от абразивных зерен. Помимо этого, при подаче подробности параллельно цилиндрам на ее входящей острой кромке будет со-шлифована фаска, наряду с этим может случиться разрыв шкурки на первом цилиндре.
Фаска образуется и на сходящей кромке подробности. У подробностей, подаваемых под углом, сошлифованной может оказаться лишь первая (угловая) часть, поступающая под цилиндры. Этого возможно избежать, подавая подробности близко одну за второй.
При шлифовании брусков необходимо стараться заполнять ими стол станка во всю ширину, но подавать бруски под рабочие цилиндры направляться не в один момент. Этим предупреждается со-шлифовывание финишей у брусков.
Подача обязана происходить непрерывно и по возможности равномерно. При остановках либо при резком замедлении подачи на шлифуемой поверхности образуются желобки, как при строгании на рейсмусовом станке,
Скорость подачи колеблется от 4 до 14 м/мин, окружная скорость вращения шлифовальных цилиндров (скорость шлифования) 20 — 25 м!сек.
На трехцилиндровом шлифовальном станке возможно создавать массовое цинубление подробностей под фанерование. Для этого выключают и опускают ниже уровня стола два последних цилиндра, а на первый цилиндр натягивают крупнозернистую шкурку (№ 12 — 20). Помимо этого, уменьшают скорость вращения этого цилиндра и выключают его перемещение на протяжении оси, шлифование наряду с этим ведут поперек волокон.
Рис. 5. Схема конструкции трехцилиндрового шлифовального станка с конвейерно-гусеничной подачей: 1 — шлифуемая подробность; 2 — прижимные валики; 3 — шлифовальные цилиндры; 4 — щеточный цилиндр; 5 — гусеничный конвейер; 6 — направляющие для гусеницы; 7 — приводные шкивы для гусеницы; 8 — резиновые шипы
Лучшими трехцилиндровыми шлифовальными станками являются станки с конвейерно-гусеничной подачей. В этих станках цилиндры помещаются над гусеницей. Лопасти гусеницы покрыты резиной с шипами.
На станке с гусеничной подачей возможно в один момент шлифовать подробности с отличием в толщине до 2 мм.
Отечественная промышленность производит трехцилиндровые шлифовальные станки Шл-ЗЦВ и Шл-ЗИ. Станок Шл-ЗЦВ имеет вальцовую подачу. Любой цилиндр делает 1500 об/мин, продольных колебаний — 100 в 60 секунд.
Подача четырехступенчатая: 4, 6, 8 и 12 м/мин. На станке возможно шлифовать подробности шириной до 1850 мм, толщиной до 200 мм при мельчайшей длине400мм. Любой шлифовальный цилиндр, механизм подачи, щёточный подъема цилиндр и механизм стола трудятся от личных электродвигателей. Всего электродвигателей шесть обшей мощностью 33,5 кет.
Управление кнопочное.
Станок Шл-ЗИ имеет гусеничную подачу. На станке возможно шлифовать подробности шириной 1250 мм и толщиной до 130 мм при мельчайшей длине 200 мм.
Одноцилиндровые шлифовальные станки используют для шлифования криволинейных узких кромок и деталей. Существуют одноцилиндровые станки с горизонтальным и вертикальным размещением шлифовального цилиндра, со столом и без стола.
На одноцилиндровом горизонтальном станке со столом шлифуют узкие прямые и плоские поверхности кромки, на станке без стола обрабатывают шлифованием криволинейные, в основном вогнутые поверхности. Станок с вертикальным шлифовальным цилиндром помогает для шлифования внутренних криволинейных поверхностей замкнутого контура, к примеру у колец, круглых рамок и других аналогичных подробностей.
Для шлифования профильных прямолинейных и криволинейных поверхностей, к примеру багетных рамок, карнизных брусков, на рабочий вал одноцилиндрового станка надевают вместо цилиндра древесную головку с контрпрофильной боковой поверхностью, обмазанной клеем и посыпанной абразивными зернами.
Индустрией одноцилиндровые шлифовальные станки не выпускаются; их конструируют и изготовляют конкретно на фирмах и применяют в качестве подсобных к главным шлифовальным станкам.
Дисковые шлифовальные станки. Рабочей частью дискового шлифовального станка есть горизонтально либо вертикально расположенный диск диаметром до 1000 мм с натянутой на его рабочую поверхность шлифовальной шкуркой. Станок с вертикальным диском имеет пристроенный либо приставной рабочий стол.
На дисковых станках возможно шлифовать плоские поверхности маленьких подробностей, создавать зачистку торцов и неровностей, угловых соединений. Подача неизменно ручная.
Неспециализированные недочёты всех дисковых станков: 1) различная скорость шлифования в различных местах диска благодаря трансформации окружной скорости вращения шкурки в зависимости от расстояния от центра диска; 2) неизбежность шлифования части Подробности поперек волокон; шлифование получается неравномерным с поперечными штрихами от абразивных зерен.
Рис. 1. Одноцилиндровые шлифовальные станки: а — схематическое изображение конструкций; б — неспециализированный вид одноцилиндрового станка со столом
Дисковые шлифовальные станки имеют весьма несложную конструкцию и как правило изготовляются на месте работ.
Рис. 2. дисковые шлифовальные станки: а — схематическое изображение конструкций: б — неспециализированный вид станка с горизонтальным диском; в — станок Шл2Д
Промышленность производит двухдисковый шлифовальный станок Шл2Д с вертикальным размещением дисков. На одном диске создают черновое Шлифование, на втором — чистовое.
Рис. 3. Комбинированный шлифовальный станок ШлДБ: 1 — шлифовальный диск; 2 — электродвигатель для диска; 3 — бобина; 4 — рабочий стол к бобине; 5 — эксцентриковый механизм для передачи бобине вертикально-колебательного перемещения; 6~ электродвигатель для бобины; I — рабочий стол к диску
Диски насажены на финиши вала электродвигателя, установленного на станине, Перед каждым диском на кронштейне расположен рабочий стол с упорной линейкой. Диаметр шлифовальных дисков 750 мм, мощность электродвигателя 5,2 кет при 800 об/мин.
В сборочных цехах фирм, производящих громоздкие изделия с непрозрачной отделкой (стройдетали, кузовы грузовых автомашин, оборудование вагонов), время от времени используют радиально-дисковые шлифовальные станки, у которых диск может повертываться около горизонтальной оси и принимать положение горизонтальное, вертикальнее и под любым углом. Диск расположен на финише шарнирной стрелы, имеющей вылет до 1500 мм и больше. Для шлифования диск подводят к изделию, установленному на столе либо помещающемуся па полу цеха.
Комбинированные шлифовальные станки. Комбинированный шлифовальный станок в большинстве случаев оборудован вертикально расположенным шлифовальным диском и одновременно шлифовальным цилиндром, что в этих станках принято именовать бобиной. Промышленность производит станок ШлДБ. У этого станка диаметр диска 800 мм, вертикальной бобины — 90 мм-г протяженность бобины 240 мм.
Перед диском и под бобиной расположены рабочие столы.
При работе на любом шлифовальном станке необходимо оберегать пальцы от соприкосновения с движущейся шкуркой. Верхний покров кожи под действием шлифовальной ленты сходит нечувствительно и незаметно, но вызывает продолжительно не заживающие раны. При работе на станках с механической подачей необходимо остерегаться захвата подающими вальцами пальцев, рукавов, волос.