Сваркой управляет электроника
")
Многие конструкции из металла планируют с применением электрической сварки. Я изготовил для этого пара аппаратов, и один был самый удачным и эргономичным в эксплуатации. Предлагаю вашему вниманию сварочный трансформатор с электронным регулированием тока. Он не имеет подвижных частей, требующих большого качества сборки и подверженных вибрации. Блок управления разрешает медлено регулировать сварочный ток поворотом ручки потенциометра.
Наряду с этим во всем диапазоне трансформации дуга горит стабильно. Думаю, эта конструкция обязана заинтересовать читателей издания.
На рисунке 1 представлена электрическая схема сварочного аппарата. В нее включены: сварочный трансформатор Т3; силовой выпрямитель на тиристорах VS3, VS4; выпрямитель для питания дежурной дуги на диодах VD6 — VD9, сглаживающий дроссель L1; блок управления силовыми тиристорами на транзисторах VT1 — VT5.
Главная дуга питается от выпрямителя на тиристорах VS3, VS4; значение сварочного тока изменяется методом трансформации угла включения тиристоров.
В то время, когда силовые тиристоры закрыты, ток сварочной дуги обеспечивается цепью подпитки на диодах VD6 — VD9 и дросселем L1.
Силовой выпрямитель имеет падающую внешнюю чёрта.
Выпрямитель дежурной дуги имеет крутопадающую внешнюю чёрта, и за счет дросселя L1 в цепи дуги поддерживается постоянный ток, что снабжает устойчивое горение дуги и предотвращает осыпание обмазки электродов.
Схема управления складывается из источника питания на трансформаторе Т1, выпрямителя на диодах VD1, схемы синхронизации на транзисторах VT1 и VT5, фазосдвигающего устройства на транзисторах VT3, VT4, блока сравнения на транзисторе VT2, схемы измерителя сварочного тока на трансформаторе тока Т4, цепи управления силовыми тиристорами на тиристорах VS1 и VS2.
Схема синхронизации на транзисторах VT1, VT5 предназначена для разряда емкости C3 фазосдвигающего устройства в начале каждого полупериода напряжения питания сети. В момент, в то время, когда напряжение сети равняется 0, на базе транзистора VT1 будет 0 (он закрыт), а VT5 открыт и C3 разряжен; в любой другой ситуации VT5 закрыт.
В начале каждого полупериода питающего напряжения конденсатор C3 заряжается через VT2 и R8; в момент, в то время, когда напряжение на C3 будет равняется напряжению на базе транзистора VT3, происходит его открывание, VT4 и C3 разряжается на I обмотку импульсного трансформатора Т2. С обмотки II и III импульс тока открывает тиристор VS1 либо VS2 (раскрывается тиристор, на аноде которого присутствует хорошая полуволна напряжения).
Ток управления с обмотки III либо IV трансформатора Т1 через открытый тиристор VS1 либо VS2 подается на силовой тиристор VS3 либо VS4. Из этих тиристоров раскрывается тот, через управляющий электрод которого протекает управляющий ток. Последний ограничивается резисторами R14 либо R15. Через открытый тиристор VS3 (VS4) протекает ток сварочной дуги, он измеряется трансформатором тока Т4 и через цепь обратной связи VD5, R17, С4, R18, R20, R7 подается на схему сравнения на транзисторе VT2.
Напряжение с движка резистора R20 сравнивается с напряжением в точке «А» схемы сравнения. Транзистор VT2 меняет собственный внутреннее сопротивление (он трудится в активном режиме) в зависимости от разности напряжений в точке «А» и на движке резистора R20.
В случае если ток через сварочную дугу вырос больше, чем задано блоком управления, внутреннее сопротивление VT2 возрастает, конденсатор С1 заряжается медленнее, угол включения силовых тиристоров возрастает и, следовательно, ток через сварочную дугу значительно уменьшается.
Рис. 1. Принципиальная электрическая схема сварочного аппарата с питанием и электронным регулированием тока от сети напряжением 220 В
При уменьшения сварочного тока ниже, чем задано блоком управления, происходят обратные процессы: угол включения силовых тиристоров значительно уменьшается и, следовательно, ток дуги возрастает. Так происходит регулирование сварочного тока.
Ток сварочной дуги задается с панели управления методом поворота движка резистора R20.
В ходе горения дуги зазор между сварочным изделием и концом электрода изменяется, следовательно, изменяется и напряжение на дуге. В некоторых случаях (при громадном зазоре) оно делается больше, чем напряжение холостого хода силового выпрямителя, и тогда дуга начинает питаться от выпрямителя дежурной дуги, а силовые тиристоры закрываются.
При уменьшения длины сварочной дуги силовые тиристоры откроются опять, поскольку в течение всего полупериода через управляющий электрод тиристора протекает ток управления.
Трансформатор Т1 возможно любой мощности, но не меньше 20 Вт, первичная обмотка I — на 220 вольт, обмотка II — на 24 вольта, диаметр провода не меньше 0,13 мм, обмотка III и IV — на напряжение 12 вольт, диаметр провода не меньше 0,25 мм.
Трансформатор Т2 намотан на сердечнике К20х10х5 из феррита 2000 нм.
Его обмотки I, II, III — по 50 витков провода ПЭВ-1 диаметром 0,2 мм.
Сердечник трансформатора Т3 — из электротехнической холоднокатаной стали марки 3404 толщиной 0,35 мм (размеры указаны на рис.2). Обмотка I — 162 витка: две секции по 81 витку бронзового провода сечением 8 мм2 (2×4 мм).
Любая обмотка II и III — по 32 витка: складывается из двух секций по 16 витков бронзового провода сечением 15 мм2 (3×5 мм). Обмотки I, II, III имеют изоляцию из стекловолокна, пропитанную теплостойким лаком. Обмотка IV, V — по 93 витка эмалированного провода диаметром 1,7 мм.
В качестве трансформатора тока Т4 забран сердечник от трансформатора тока ТК 200, 100/5. Он имеет две первичные обмотки по одному витку сечением 15 мм2.
В качестве провода возможно применить сварочный кабель либо второй многожильный провод в изоляции. Вторичная обмотка — 400 витков эмальпровода диаметром 0,5 мм. Она намотана на каркас от ветхой вторичной обмотки.
Сердечник дросселя L1 — из электротехнической стали; сечение магнитопровода (проходящего через обмотку) не меньше 12 см2 с немагнитным зазором 1 мм. Число витков эмальпровода диаметром 2,24 мм — 68.
Электронная схема некритична к радиоэлементам, за исключением VT3 и VT4 (пара этих транзисторов должна быть аналогом динистора). Резистор R20 должен иметь ручку для регулирования сварочного тока. Резистор R16 — ПЭВ 10. Резистор R15 (R14) собран из трех параллельно включенных одноваттных резисторов по 47 Ом любой.
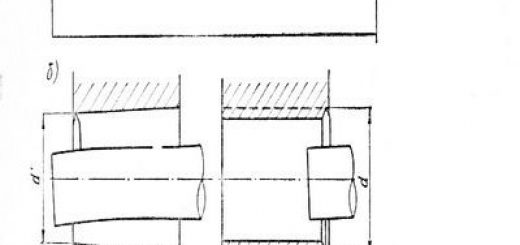
Рис. 2. Сварочный трансформатор Т3 (электрическая (а) и физическая (б) схемы размещения обмоток на магнитопроводе):
1 — обмотка I (две секции по 81 витку бронзового провода сечением 8 мм2); 2,3 — обмотки II и III (любая из двух секций по 16 витков бронзового провода сечением 15 мм2); 4,7 — обмотки V и IV (но 93 витка эмалированного провода O1,7); 5 — сердечник (холоднокатаная сталь марки 3404, лист s0,35); 6 — магнитный шунт
Отладка сварочного трансформатора осуществляется поблочно.
Сперва он планирует и включается в сеть через предохранитель не меньше 30 А. После этого проверяется напряжение на вторичных обмотках: на II и III —до 45 вольт, причем нужно их включать в соответствии с; на обмотках IV и V — до 90 вольт (включение кроме этого в соответствии с). Последовательно с силовыми тиристорами включаются одновитковые обмотки трансформатора тока Т4 так, дабы он трудился в режиме перемагничивания.
По окончании сборки блока управления контролируют импульсы на выходе Т2 и работу схемы синхронизации. Для удобства проверки вместо транзистора VT2 параллельно R9 направляться поставить переменное сопротивпение 20 кОм и, изменяя его значение, проверить изменение угла включения аналога динистора. После этого планирует вся схема.
В цепь сварочной дуги ставится амперметр с током полного отклонения 150 — 200 А. При сварке металла нужно подстроить резистор R18 так, дабы при повороте ручки переменного резистора R20 сварочный ток изменялся от 45 до 140 А.
Силовые тиристоры крепятся на стандартные радиаторы; диоды VD6 — VD9 установлены на четыре радиатора площадью 30 см2 любой.
Сварочный трансформатор удачно и безотказно эксплуатируется с 1993 года сейчас, электронное управление током сварки весьма комфортно при сварочных работах, в особенности в различных пространственных положениях сварочного шва.
Характеристика сварочною трансформатора с электронным регулированием тока:
Напряжение питания, В………………………….220
Пределы регулирования
сварочного тока, А……………………..45 — 140
Напряжение холостого хода
силовой дуги, В…………………………………….42
Напряжение холостого хода
дежурной дуги, В………………………………….87
Ток подпитки, А……………………………………….15
Н. ЗЫЗЛАЕВ, г. Самара
Литература:
1. Д.Приймак. В помощь радиокружку. Радио, 1989, №5. с. 79.
2. М.И.Закс,, Б.А.Казанский, А.А.Печенин.
Трансформаторы для электродуговой сварки. — Ленинград: Энергоитомиздат, 1988 г.
3. В.М.Рыбаков. Дуговая и газовая сварка. — Москва: «Верховная школа», 1986 г.