Сварочные агрегаты
В большинстве случаев сварочный генератор постоянного тока и двигатель внутреннего сгорания соединяются в единый блок, крепятся на неспециализированной раме и закрываются капотом для защиты от действия атмосферных механических повреждений и осадков. Это , позволяет устанавливать сварочные агрегаты на особый прицеп либо в кузов автомобиля, снабжая их маневренность.
Двигатели внутреннего сгорания существенно изменяют число оборотов при трансформациях нагрузки, что недопустимо для обычной работы генераторов сварочных агрегатов. Исходя из этого двигатели агрегатов имеют быстродействующие регуляторы числа оборотов, снабжающие постоянство скорости вращения.
")
Рис. 1. Принципиальная схема балластного реостата
Сварочный агрегат есть независимой электростанцией, используемой в качестве источника питания при ручной сварке постоянным током в условиях отсутствия электроснабжения, в отдаленных местностях, в поле.
В современных сварочных агрегатах употребляются коллекторные генераторы с самовозбуждением и вентильные генераторы.
Агрегат АСБ-300М. Рекомендован для однопостовой резки и ручной сварки. Двигатель бензиновый типа «Москвич».
В агрегате использован коллекторный генератор с самовозбуждением, трудящийся по схеме параллельного возбуждения с последовательной размагничивающей обмоткой.
Агрегат имеет ступенчатое (два диапазона) и плавное регулирование сварочного тока. В диапазоне малых токов в сварочную цепь включается полное число витков последовательной размагничивающей обмотки возбуждения. В диапазоне громадных токов в сварочную цепь включается только часть витков последовательной размагничивающей обмотки.
На доске зажимов имеется три зажима: неспециализированный минусовой (—) и два плюсовых (+180 А, +315 А). Перессединением сварочного кабеля с одного плюсового зажима на другой изменяют диапазон регулирования сварочного тока. Плавное регулирование в пределах каждого диапазона реализовывают регулировочным реостатом, включенным в цепь параллельной намагничивающей обмотки.
Реостат смонтирован конкретно на корпусе генератора.
технические характеристики и Аналогичное устройство имеют агрегаты АСБ-300-7, АСБ-300-8, АДБ-306, но различаются модификацией бензинового двигателя и генератора, и внешним оформлением.
Агрегат АДБ-309. Рекомендован для однопостовой резки и ручной сварки. Двигатель бензиновый типа ГАЗ «Волга».
Коллекторный генератор с самовозбуждением трудится по схеме параллельного возбуждения с последовательной размагничивающей обмоткой.
Преобразователь имеет пять диапазонов сварочного тока. Ступенчатое регулирование тока осуществляется трансформацией числа витков последовательной размагничивающей обмотки, и включением в цепь обмотки якоря дополнительных сопротивлений, помещенных на корпусе генератора. Доска зажимов имеет два основных выводных зажима: плюс (+) и минус (—), к каким подключаются сварочные кабели.
Имеются кроме этого дополнительные зажимы с указанием значений тока каждого диапазона и перекидная перемычка. Необходимый диапазон регулирования сварочного тока устанавливают переключением перемычки.
Реостат для плавной регулировки сварочного тока в пределах каждого диапазона смонтирован в отдельном кожухе и возможно помещен на корпусе генератора либо вынесен при помощи кабеля на место сварки.
технические характеристики и Аналогичное устройство имеют агрегаты АДБ-310, АДБ-311, но различаются модификацией двигателя и генератора, и внешним оформлением. Агрегат АДБ-310 выполнен на одноосном прицепе в заводском выполнении.
Агрегат АДБ-318. Рекомендован для однопостовой резки и ручной сварки. Имеет двигатель типа и вентильный генератор ГАЗ «Волга».
Генератор имеет два выходных зажима «+» и «—», к каким подключаются сварочные кабели. Ступенчатое регулирование сварочного тока реализовывают переключением статорных (якорных) обмоток при помощи пакетного выключателя. Плавное регулирование. тока в пределах каждого диапазона осуществляется выносным регулировочным реостатом, включенным в цепь обмотки возбуждения генератора.
Агрегат АДД-303. Рекомендован ?пя ручной однопостовой резки и сварки. Имеет дизельный двигатель.
Коллекторный генератор с-самовозбуждением трудится по схеме параллельного возбуждения с последовательной размагничивающей обмоткой.
Ступенчатое регулирование сварочного тока осуществляется трансформацией числа витков последовательной размагничивающей обмотки возбуждения. На доске зажимов имеются три выходных зажима: неспециализированный минусовый (—) и два плюсовых ( + 200 А, +300 А). Сварочные кабели подключают к минусовому зажиму и одному из плюсовых зажимов.
Плавное регулирование сварочного тока в пределах каждого диапазона создают регулировочным реостатом, изменяя ток намагничивания в параллельной обмотке возбуждения. Реостат выполнен в отдельном кожухе и возможно вынесен к месту сварки.
технические характеристики и Аналогичное устройство имеют сварочные агрегаты с дизельными двигателями АСД-300, АСД-300М, АДД-304, АДД-305. Различаются они модификациями двигателей и генераторов и внешним оформлением.
Агрегат АСДП-500. Рекомендован для однопостовой резки и ручной сварки. Двигатель дизельный. Коллекторный генератор трудится по схеме параллельного возбуждения с последовательной размагничивающей обмоткой.
Агрегат установлен на автомобильном прицепе. Регулировка тока ступенчатая и плавная, подобна регулировкам тока а вторых агрегатах.
Агрегат АСДП-500Г. Рекомендован для питания двух-трех постов ручной дуговой сварки на постройке магистральных трубопроводов. Дзигатель дизельный. Генератор трудится по схеме смешанного возбуждения, т. е. имеет параллельную намагничивающую и последовательную подмагничивающую обмотку возбуждения, действующие в соответствии с. Благодаря подмагничивающему действию последовательной обмогки генератор имеет твёрдую внешнюю чёрта.
Агрегат снабжается балластными реостатами для получения падающей характеристики на дуге регулировки и каждого поста сварочного тока. Агрегат смонтирован на автомобильном прицепе.
Агрегат АДД-501. Рекомендован для ручной дуговой однопостовой резки и сварки током до 500 А и двухпостовой резки и сварки током поста до 315 А, и для однопостовой механизированной сварки под слоем флюса. Складывается из вентильного сварочного двухпостового дизельного двигателя и генератора.
Сварочный генератор складывается из двух независимых вентильных генераторов, объединенных в одном корпусе на одном валу.
При двухпостовой ручной сварке на токах до 315 А любой сварочный пост питается от одного вентильного генератора.
При однопостовой ручной сварке на повышенных токах до 500 А, и при однопостовой механизированной сварке под слоем флюса оба вентильных генератора включаются на параллельную работу. Переключение сварочного генератора агрегата с двухпостового режима на однопостовой производится переключением, перемычек на доске зажимов.
Сварочный генератор агрегата имеег ступенчатое регулирование тока, осуществляемое тумблером диапазонов, имеющим три положения. Среднее положение тумблера соответствует диапазону малых токов, крайние положения — диапазону громадных токов.
Плавное регулирование сварочного гока осуществляется дистанционно реостатами, включенными в цепь обмоток возбуждения вентильных генераторов.
технические характеристики и Аналогичное устройство имеет сварочный агрегат АДД-502.
Рис. 2. Схема параллель-нон работы генераторов параллельного возбуждения с последовательной размагничивающей обмоткой
—
К агрегатам относятся сварочные электромашинные установки, у которых в качестве привода генератора применены двигатели внутреннего сгорания. Сварочные агрегаты изготовляются по ГОСТ 2402—69. Характеристики сварочных агрегатов приведены в табл. 25. Агрегаты предназначены для ручной1 дуговой сварки в поле и при монтажных работах.
Внешние характеристики агрегатов падающие.
Сварочные агрегаты АСУМ-400 и ПАС-400 предназначены для ручной резки металлов и дуговой сварки на воздухе и под водой.
Неспециализированный вид трансформатора ТШС-1000-3 продемонстрирован на рис. 17.
Трансформаторы для электрошлаковой сварки. Для электрошлаковой сварки используются по большей части трехфазные сварочные трансформаторы с обычным магнитным рассеиванием и твёрдыми внешними чертями. Первичные и вторичные обмотки трансформаторов сек-
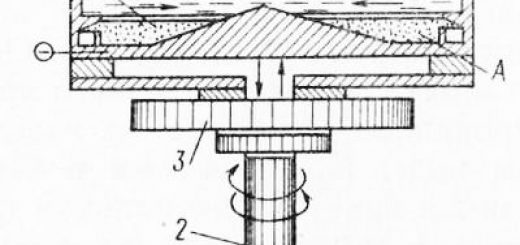
Рис. 3. Трансформатор для электрошлаковой сварки ТШС-1000-3:
1 — электродвигатель вентилятора: 2 — вентилятор: 3 — контакторы: 4 — трансформатор: 5 — клеммник низковольтный.
Импульсные источники питания. Используются для увеличения устойчивости сварочной дуги, облегчения зажигания дуги, ускорения переноса электродного металла в зону дуги и уменьшения размеров переносимых капель металла. В качестве источников питания импульсной дуги используются генераторы импульсов.
Генераторы ИИП-1, ИИП-2, ГИ-ИДС-1 и ЭКСКУРСОВОД-1 предназначены для импульсно-дуговой сварки плавящимся электродом в смеси и аргоне аргона с кислородом коррозионно-стойких, углеродистых сталей, алюминия, меди, их сплавов и титана.
Рис. 4. Электрическая принципиальная схема импульсного источника питания ИИП-2:
XI — главный трансформатор; Г2 — вспомогательный трансформатор; С1 — С4 — конденсаторы; Ql — Q4 — выключатели; К2 — воздушное реле; KI, КЗ — реле блока защиты: R] — R3 — резисторы; М — электродвигатель вентилятора; F1 — F6 — предохранители; L — дроссель.
Генератор ГИИДС-2 рекомендован для сварки алюминиевых токопро-водов при монтажных работах.
Осцилляторы используются для облегчения зажигания сварочной повышения и дуги ее устойчивости при переходе кривой тока через нуль. Осциллятор подключается параллельно либо последовательно сварочной дуге, посредством осциллятора создается ток повышенной частоты и высокого напряжения. Увеличение напряжения приводит к увеличению сварочного тока, а увеличение частоты тока сокращает период времени, за который ток и напряжение имеют минимальные значения.
Осциллятор складывается из повышающего трансформатора, устройства ввода и преобразователя частоты большого напряжения в цепь дуги. Осцилляторы используются по большей части для ручной дуговой сварки электродами с низкими ионизирующими особенностями и сварки в защитных газах неплавящимся электродом.
Рис. 5. Электрическая структурная схема осциллятора:
С1 — С4 — конденсаторы; F1, F2 — предохранители; Т — трансформатор; LI, L2 — катушки индуктивные; ? — разрядник.
Аппараты типа АП предназначены для питания установок при аргонодуговой сварке неплавящимся электродом изделий маленькой толщины. Электрическая схема аппарата АП-5 приведена на рис. 6.
Рис. 6. Электрическая структурная схема источника питания типа АП:
БП — блок поджигания; БУ — блок управления; G — генератор импульсов; Т — трансформатор.