Универсальные делительные головки
Ранее отечественной индустрией выпускались универсальные делительные головки УДГ-Н-135 и УДГ-Н-160 с высотой центров Н = = 135 мм и Н = 160 мм. По ГОСТ 8615—69 за главный размер делительных головок принят громаднейший диаметр обрабатываемой заготовки D.
Каждому размеру станка (по ширине стола) обязан соответствовать определенный типо-размер делительной головки. Так, к консольнофрезерным станкам № 2 (с шириной стола 320 мм) рекомендуется делительная головка с громаднейшим диаметром обрабатываемой за-’ готовки D = 250 мм, а к фрезерным станкам № 3 (с шириной стола 400 мм) — делительная головка УГД-Д-320 и т. д.
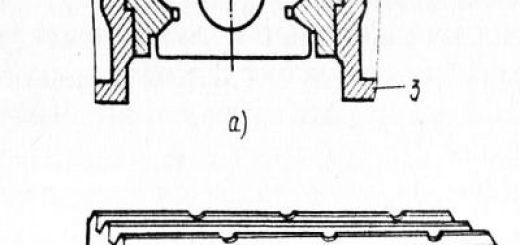
На рис. 1 продемонстрирована универсальная делительная головка. На чугунном основании со стяжными дугами установлен корпус. Ослабив гайки, возможно поворачивать корпус на угол, определяемый по нониусу и шкале. На опорной плоскости основания делительной головки имеются два параллельных шпинделю сухаря, предназначенных для установки головки в пазы стола фрезерного станка. В корпусе расположен шпиндель со сквозным отверстием. Его финиши расточены на конус Морзе.
На одном из них устанавливается центр, на втором — оправка дифференциального деления. На переднем финише шпинделя имеются резьба и центрирующий поясок, нужные для крепления трехкулачкового самоцентрирующего либо поводкового патрона. На буртике шпинделя установлен лимб яркого деления с отверстиями. В средней части шпинделя расположено червячное колесо с круговой выточкой на торце, в которую входит финиш зажима.
Оно приобретает вращение от червяка, расположенного в эксцентричной втулке. Поворотом втулки рукояткой червяк возможно ввести в зацепление либо вывести из него. Делительный диск сидит на валу, смонтированном в подшипниках скольжения, установленных в крышке.
Крышка фиксируется на корпусе центрирующей расточкой и крепится без движений к основанию. К делительному диску пружиной прижат раздвижной сектор, складывающийся из зажимного винта и линеек, благодаря которому линейки устанавливают под требуемым углом. Пружинная шайба предотвращает самопроизвольный поворот сектора.
Вал механического привода от станка смонтирован в подшипниках скольжения и расположен во втулке, закрепленной на крышке. На финише вала размещено коническое зубчатое колесо, находящееся в постоянном зацеплении с коническим зубчатым колесом, сидящим на валу делительного диска. Делительный диск фиксируется в требуемом положении стопором. Центр задней бабки возможно перемещать в горизонтальном и вертикальном направлениях.
В основании расположен корпус, что штифтом связан с рейкой. Вращением головки зубчатого вала возможно перемещать корпус вверх и поворачивать относительно оси штифта. В требуемом положении задняя бабка крепится на столе станка гайками и болтами.
Пиноль перемещается с полуцентром при вращении маховичка, укрепленного на винте.
")
Рис. 1. Пространственная кинематическая схема делительной головки несложного деления
Рис. 2. Универсальная делительная головка
На опорной плоскости основания имеются два направляющих сухаря, выверенных относительно оси пиноли, каковые снабжают совпадение центров делительной задней бабки и головки при установке их на столе станка. Люнет помогает дополнительной опорой при обработке нежестких заготовок. В корпусе люнета расположен винт, перемещающийся посредством гайки и имеющий призматическую головку, которая крепится стопорным винтом.
Полууниверсальная делительная головка по устройству подобна универсальной делительной головке.
Яркое деление. При ярком делении червяк головки должен быть выведен из зацепления с червячным колесом. Поворот обрабатываемой заготовки осуществляется вращением шпинделя. Отсчет угла поворота производится по калиброванному на 360° диску с ценой деления 1°.
Нониус разрешает создавать отсчет угла поворота шпинделя с точностью до 5’.
При каждом повороте шпинделя головки к отсчету, соответствующему положению шпинделя до поворота, направляться прибавлять величину а, отысканную по данной формуле. У некоторых головок делительный диск (лобовой) для яркого деления не калиброванный, а имеет три делительных круга с 24, 30 и 36 отверстиями. Три последовательности отверстий в делительном диске разрешают создавать яркое деление на 2, 3, 4, 5, 6, 8, 10, 12, 15, 18, 24, 30 и 36 частей.
Число промежутков между отвер стиями выбранного делительного круга на любовом делительном диске, пропускаемых при повороте шпинделя головки, определяется по формуле где а — число отверстий выбранного круга № лобовом диске, z — заданное число делений Простое деление. На рис. 3 продемонстрирована кине матическая схема универсальных делительньп головок Д-250 и Д-320 несложного деления.
В эток случае червяк должен быть введен в зацепление с червячным колесом. Поворот шпинделя (деление) производится вращением рукоятки с фиксатором довольно без движений закрепленного бокового делительного диска. имеющего концентрические окружности с отверстиями.
Рис. 3. Кинематическая схема головок УДГ-Д-250 и УДГ-Д-320 несложного деления
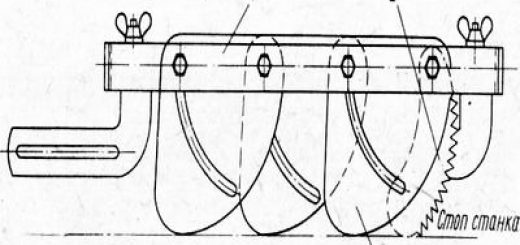
Рис. 4. Сектор для несложного и дифференциального делений делительных головок УДГ-Д-250 и УДГД-320
Для удобства отсчета промежутков между отверстиями (либо отсчета отверстий) делительного круга помогает раздвижной сектор, что складывается из двух ножек. Эти ножки смогут вращаться одна довольно второй. Их устанавливают так, дабы между ними было число промежутков та.
Для установки сектора в рабочее положение нужно ввести стержень фиксатора в одно из отверстий выбранного делительного круга, к примеру, в отверстие А. Высвободив винт, крепящий ножки сектора, подводят ножку к стержню фиксатора. Отсчитав число промежутков круга, ножку фиксатора подводят к последнему отверстию и закрепляют сектор винтом.
направляться не забывать, что в случае если отсчет создавать по числу отверстий круга, начиная с того, в которое входит штифт фиксатора, то число отверстий должно быть на единицу больше числа промежутков между отверстиями та. На рис. 4 отсчитано пять промежутков круга, ограниченных шестью отверстиями.
По окончании фрезерования поверхности заготовки при данном положении фиксатора направляться развернуть рукоятку головки по часовой стрелке, ввести стержень фиксатора в отверстие В и развернуть сектор в том же направлении до соприкосновения с ножкой. Сектор в новом положении продемонстрирован на рис. 4 пунктиром.
Рукоятку нужно вращать неизменно по часовой стрелке, дабы избежать влияния мертвых ходов в передаче от валика рукоятки к шпинделю головки. В то время, когда фиксатор рукоятки окажется наоборот последнего пропускаемого промежутка между отверстиями круга, рукоятку фиксатора нужно отпустить и с опаской, постукивая по ней рукой, довести до требуемого положения. Сейчас фиксатор под действием пружины войдет в отверстие круга.
В случае если рукоятка была случайно развёрнута дальше, чем требуется, то нужно ее развернуть против часовой стрелки пара дальше пропущенного отверстия, по окончании чего осмотрительным постукиванием снова развернуть по часовой стрелке до требуемого положения.
Рис. 5. Кинематическая схема делительной головки УДГ-Д-250 и УДГ-Д-320 при настройке для дифференциального деления
Дифференциальное деление. Дифференциальное деление используется тогда, в то время, когда ограниченное количество концентрических кругов с разным числом отверстий в них не дает возможности взять нужный поворот фрезерной заготовки методом несложного деления. Так, к примеру, запрещено способом несложного деления поделить окружность на 61, 79, 83.
97, 127 частей, т. е. на количество частей, выраженное числом, не имеющих множителей, равных либо кратных количеству отверстий в делительном диске.
На рис. 5 продемонстрирована кинематическая схема универсальных делительных головок для дифференциального деления. Отличие дифференциального метода деления от всех других содержится в том, что отсчет поворота рукоятки производится не по неподвижному, а по вращающемуся делительному диску.
Потому, что вращение шпинделя происходит в 40 раз медленнее вращения рукоятки, то и делительный диск будет вращаться медлительно. Передаточное отношение конических шестеренок и цилиндрических шестеренок равняется единице. При дифференциальном делении выключают стопор и фиксатор , удерживающий делительный диск в неподвижном состоянии.
Рис. 6. Гитара для установки сменных шестеренок при дифференциальном делении
Рис. 7. Кинематическая схема настройки делительной головки УДГ-Д-250 и УДГ-Д-320 при настройкЬ для фрезерования винтовых канавок
Рис. 8. Гитара для установки сменных шестеренок при фрезеровании
делительного круга, числа пропускаемых промежутков, числа зубьев сменных шестеренок и схемы установки шестеренок.
Наладка делительных головок для фрезерования винтовых канавок. На рис. 7 продемонстрирована кинематическая схема настройки универсальных делительных головок для фрезерования винтовых поверхностей.
Для образования винтовой канавки заготовку нужно непрерывно вращать и в один момент перемещать на протяжении оси на величину шага винтовой канавки за один ее оборот. Для этого ходовой винт продольной подачи стола соединяют посредством гитары сменных шестеренок z,, z2, z3 и Zt со шпинделем 9 делительной головки. Вращение ходового винта приводит к вращению шпинделя делительной головки с заготовкой и в один момент их перемещение совместно со столом.
Дабы выяснить передаточное отношение сменных шестеренок, нужно знать ход нарезаемой винтовой канавки и чёрта станка. Чёртом универсаль-но-фрезерного станка А именуется ход винтовой канавки, которая будет профрезерована на данном станке при передаточном отношении сменных шестеренок, соединяющих валик привода и винт станка делительной головки, равном единице. Допустим, что передаточное отношение сменных шестеренок, продемонстрированных на рис.
7, равняется единице. Передаточное отношение всех постоянных колес делительных головок, связывающих винт продольной подачи стола с валиком червяка, равняется единице. Ясно, что в то время, когда винт продольной подачи стола делает один оборот, стол перемещается на величину шага винта, т. е. червяк головки сделает один оборот, а шпиндель головки повернется на оборота.
Следовательно, шпиндель головки сделает полный оборот, в то время, когда винт подачи стола сделает 40 оборотов, а стол станка переместится на величину, равную произведению частоты вращения винта 40 на его ход 6 мм, т. е. на 40 х 6 мм = 240 мм. Так, за один оборот шпинделя делительной головки и, следовательно, обрабатываемой заготовки при принятом допущении (и = 1) на ней будет образована винтовая канавка с шагом 240 мм. Число 240 и имеется черта станка.
Сейчас легко взять формулу для определения передаточного отношения сменных шестеренок гитары. В случае если на станке с чёртом 240 требуется профрезеровать винтовую канавку с шагом 120 мм, то за время, в то время, когда стол с обрабатываемой заготовкой переместится на 240 мм, заготовка обязана сделать два оборота. Для этого нужно, дабы передаточное отношенйе сменных шестеренок было равняется двум. При шаге винтовой канавки, равном 60 мм, это отношение должно быть равняется 4 и т. д.