Устройство токарных станков
Главные сведения о кинематике токарных станков. Кинематическая сообщение в токарных станках осуществляется при помощи передач, благодаря которым вращательное перемещение с одного вала (рис. 49) передается второму II либо вращательное перемещение преобразуется в поступательное.
самая простая передача — ременная, которая возможно плоскоременной (рис. 49, а) либо клиноременной (рис. 49, б), помимо этого, передача возможно зубчатой (рис.
49, в) и цепной (рис. 49,г). В коробках скоростей по большей части используют зубчатые передачи: цилиндрические (рис. 50, а), конические (рис. 50,6), червячные (рис. 50, в), винтовые (рис. 50, г), реечные (рис. 50) и шарикороли-ковые (рис.
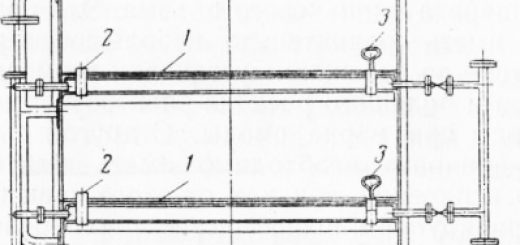
50, е) в направляющих узлах. Использование передач в токарном станке продемонстрировано на рис. 51.
")
Рис. 50. Виды передач в коробках сноростей
Рис. 51. Передачи, применяемые в тонарном станне
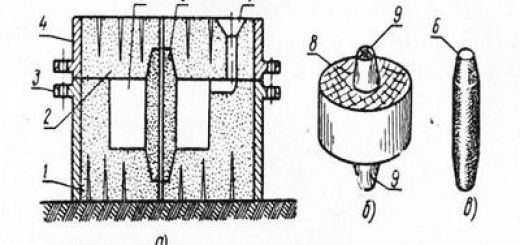
Рис. 52. Разные виды передач
Рис. 53. Кинематичесная пара
Кинематическая пара — соединение двух соприкасающихся звеньев, допускающее их относительное перемещение, к примеру передача перемещения с вала / на вал II (рис. 53, а) либо преобразование одного перемещения А в второе Б (рис. 53, б).
На рис. 54 продемонстрированы виды зубчатых передач: из двух шестеренок z\ и 22 (рис. 54, а); с одним промежуточным зубчатым колесом (рис. 54, б); с двумя промежуточными колесами (рис.
54, в). Промежуточные никакого 22 влияния 23 и колёса на частоту вращения ведомого вала не оказывают. Такие промежуточные шестеренки именуют паразитными. Паразитное колесо воздействует на направление вращения ведомого колеса: при наличии одного паразитного колеса ведущее и ведомое колеса вращаются в одном направлении (рис.
54, б). В случае если имеются два паразитных колеса (рис. 54, в), то изменяется направление вращения; ведущее z\ и ведомое z\ колеса будут вращаться в различные стороны.
Рис. 54. Изменение направления вращения в узлах токарного станна
Рис. 55. Кинематичесная цепь
Рис. 56. Кинематичесная цепь с четным (а) и нечетным (б) числом зацеплений
Рис. 57. Кинематичесная цепь норобки сноростей тонарно-винторезного станка
Рис. 58. Главные узлы тонарно-винторезного станка
Рис. 59. Передняя бабна
Рис. 60. Шпиндельный узел с опорами
Пример кинематической цепи указан на рис. 55. Символ передаточного отношения кинематической цепи хорош, в случае если направление вращения конечного и начального звеньев цепи однообразное, и отрицателен, в случае если направления их вращения разны.
Хороший символ передаточного отношения кинематической цепи обеспечивается, в случае если кинематическая цепь складывается из четного числа зацеплений (рис. 56, а), и отрицательный, в случае если число зацеплении нечетное (рис. 56,6).
Кинематической цепью станка именуют совокупность соединенных между собой кинематических пар, передающих перемещение от источника перемещения до конечного звена — рабочего органа станка шпинделя (рис. 57).
Главные узлы станка. Главными узлами токарно-винторезного станка являются: станина (рис. 58), передняя бабка (коробка скоростей), задняя бабка, коробка подач, суппорт и фартук.
Рис. 61. Методы крепления тонарного патрона в шпинделе
Рис. 62. Задняя бабка
Рис. 63. Суппорт
Рис. 64. Фартун и его узлы
Рис. 66. Поперечные (а) и верхние (б) салазни
Рис. 67. Лимбы
Рис. 68. Резцедержатели
Передняя бабка (рис. 59) складывается из шпиндельного узла с опорами (рис. 60) и помогает для передачи вращения заготовки, закрепленной в патроне при помощи конусного (рис.
61, а) либо резьбового (рис. 61, б) соединения на фланце патрона.
Задняя бабка помогает для центрирования второго финиша заготовки либо инструмента и складывается из основания (рис. 62), корпуса, пиноли, маховичка, рукоятки крепления задней бабки к станине и рукоятки зажима пиноли. В переднем финише пиноли имеется конусное гнездо, в которое вставляется центр либо режущий инструмент (сверло, зенкер, развертка и др.).
Суппорт рекомендован для перемещения и крепления резца в ходе резания (рис. 63). Резец закрепляют в резцедержателе, установленном на верхних салазках.
Суппорт может перемещаться вручную при помощи шестерни (рис. 64) и рейки, и механически при помощи ходового вала. Механическое перемещение суппорта при нарезании резьб осуществляется посредством ходового винта и разъемной (маточной) гайки (рис.
65).
Поперечные салазки помогают для движения резца к заготовке (рис. 66, а). На них устанавливают верхние салазки (рис. 66, б).
Подача резца как в поперечном, так и в продольном направлении производится маховиками с лимбами для установки на требуемый размер обработки (рис. 67).
Рис. 69. Коробка подач
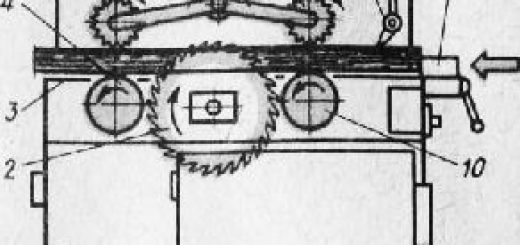
Рис. 70. Передача перемещения от шпинделя н ходовому
Рис. 71. Привод токарного станка винту (а) при правом (б) и левом (в) вращении ходового винта
Рис. 72. Органы управления тонарно-винторезного станна 16К20
Резцедержатели предназначены для крепления резцов на станке. В одноместном резцедержателе (рис. 68, а) резец закрепляют одним винтом.
Более надежное крепление резца снабжает резцедержатель (рис. 68, б), в котором резец закрепляют двумя винтами. На универсальных станках используют четырехместные резцедержатели (рис.
68, в), разрешающие в один момент устанавливать четыре резца.
Коробка подач, снабжая перемещение ходового вала либо винта (рис. 69), разрешает изменять их частоту вращения (рис. 70) переключением блоков шестеренок посредством рукояток и рычагов.
Привод токарного станка складывается из электродвигателя (рис. 71) и механизма передачи перемещения. назначение и Расположение органов управления токарно-винторезного станка 16К20 продемонстрированы на рис. 72: 1 — рукоятка управления фрикционной муфтой главного привода; 2 — вариатор подачи шага резьбы и отключение механизма подачи; 3—вариатор типа и подачи нарезаемой резьбы; 4 — вариатор подачи шага резьбы; 5 — тумблер на левую либо правую резьбу; 6 — рукоятка установки обычного либо увеличенного положения и шага резьбы при делении резьбы на заходы (мно-гозаходной); 7 и 8 — рукоятки установки частоты вращения шпинделя;
Рис. 73. Трехкулачновый самоцентрирующий патрон с обратными (а) и прямыми (б) нулачками
Рис. 74. Спиральный трехкулачновый самоцентрирующий патрон: 1—ведущая шестерня; 2—диск; 3—кулачки токарного зажимного патрона; 4—зубчатый обод
Рис. 75. Патроны с эксцентриковым (а), винтовым (б) и реечным (в) приводом
Приспособления и вспомогательный инструмент токарных станков предназначены для установки и инструмента и крепления заготовок. Самый обширно используют токарные патроны, центры, оправки, люнеты, планшайбы, хомутики и переходные втулки.
Токарные патроны предназначены для крепления в них заготовок либо инструмента. Самоцентрирующие трехкулачковые патроны (рис. 73) предназначены для крепления и установки симметричных заготовок. Они самый эргономичны в работе, не требуют большое количество времени на крепление и установку заготовки. Для движения кулачков в патроне помогают диски со спиральной канавкой (рис. 74).
Патрон с эксцентриковым зажимом кулачков продемонстрирован на рис. 75,а. Для движения помогают кроме этого винтовой (рис. 75, б) и реечный (рис. 75, в) приводы. В последнем при вращении винта рейка перемещает колесо, при помощи которого перемещаются другие рейки с кулачками. На рис. 76 продемонстрирован двухкулачковый патрон с винтовым приводом (рис.
76, а) и самозажимной патрон с рифельными кулачками (рис. 76, б), а на рис. 77 — пневматический патрон.
Рис. 76. Двухкулачковый патрон с винтовым приводом (а) и самозажимной патрон с рифельными нулачками (б): 1—корпус; 2—рифельные кулачки; 3—упор; 4—крышка
Рис. 77. Пневматический патрон: 1—шток; 2—штанга; 3,4—ползун с конической втулкой; 5—двухплечий рычаг; 6,7—вспомогательные и главные зажимные кулачки
Рис. 78. Четырехнулачновый несамоцентрирующий патрон (а) и планшайба (б): 1 — Т-образные направляющие пазы; 2 — сквозные пазы
Рис. 79. Цанговый патрон: а — для обработки с малой точностью; б — для обработки с повышенной точностью
Рис. 80. Роликовый самозажимной патрон
Для крепления несимметричных заготовок используют четырехкулач-ковые несамоцентрирующие патроны (рис. 78, а). В этом патроне зажимные кулачки перемещаются независимо друг от друга.
Для крепления несимметричных заготовок применяют кроме этого планшайбы (рис. 78,6).
Рис. 81. Поводковый патрон с отогнутым хомутиком (а) и с предохранительным кожухом (б)
Рис. 82. Сверлильный самоцентрирующий патрон
Рис. 83. Токарные центры: L—протяженность центра; I —протяженность посадочного места
Для крепления заготовок маленьких диаметров используют цанговые и роликовые самозажимные патроны. Цанговый патрон (рис. 79) складывается из корпуса и цанги. Любая цанга имеет определенный диаметр отверстия. При переходе на обработку заготовки другого диаметра цангу меняют.
В роликовом самозажимном патроне (рис. 80) заготовки крепят тремя роликами, каковые, перекатываясь по поверхностям А, В, С, заклиниваются между заготовкой и этими поверхностями.
При обработке заготовок в центрах используют поводковые патроны (рис. 81). Для крепления сверл и другого концевого инструмента используют сверлильные самоцентрирующие патроны (рис.
82).
Центры. Токарные центры (рис. 83) исспользуют для крепления заготовок на станке. Центр имеет рабочую часть (рис.
84), на которой крепят заготовку, и хвостовик 2 в виде конуса, которым центр вставляют в пиноль. Цилиндрическую часть хвостовика устанавливают в гнездо пиноли. Прямые конуса (рис. 84, а) используют для установки заготовок простыми (внутренними) центрами. Для заготовок с наружными центрами используют обратные центры (рис.
84, б), каковые применяют для узких заготовок. При обработке торца заготовки при работе в центрах используют полуцентры (рис. 84, в). При обработке конических поверхностей с громадным уклоном целесообразно использовать центры со сферической поверхностью (рис. 84, г).
Заготовки, имеющие громадные центровые отверстия либо подробности типа втулок, закрепляют посредством рифельных центров (рис. 84,d). При таком методе крепления возможно обтачивать заготовку на всей протяженности за одну установку.
При обработке правильных заготовок на громадных скоростях используют прямые центры с острием, оснащенным жёстким сплавом (рис. 84, е). При черновых работах, при работе в центрах используют вращающиеся центры (рис. 84, ж). Поворачивающийся центр устанавливают в пиноли задней бабки.
При обработке заготовок громадных диаметров, в то время, когда нужно обильное смазывание трущихся поверхностей центров, используют центры с принудительным поступлением смазочного материала (рис. 84, з). В массовом производстве при обработке не сильный заготовок на полуавтоматах используют плавающие центры (рис. 84, и).
Их устанавливают в пиноли передней бабки.
Рис. 84. Типытонарных центров
Оправки. Для крепления при обработке получения типа соосности и деталей втулок между внутренней и наружной поверхностями используют разные виды оправок. При исполнении легких работ, в то время, когда срезают маленькие слои металла, используют конические оправки (рис.
85, а). Поверхность оправки выполнена с маленькой конусностью, что разрешает закрепить заготовку на оправке. Такая оправка возможно применена лишь для одного базисного отверстия.
При тяжелых условиях работы используют оправку, продемонстрированную на рис. 85, б. Заготовку устанавливают на цилиндрическую поверхность оправки и зажимают гайкой через быстросменную шайбу. Недочётом таких оправок есть пониженная точность обработки, поскольку между цилиндрически соприкасающимися поверхностями заготовки и оправки имеются зазоры. Для устранения этого недочёта используют оправки, продемонстрированные на рис.
85, в, г, д. На коническую поверхность оправки устанавливают прижимную цангу с цилиндрической наружной поверхностью, что разрешает обрабатывать заготовки с точностью 6—7-го квалитетов. Используют кроме этого оправку с упругим посадочным корпусом (рис. 85, е).
Рис. 85. Оправки
Рис. 86. Схема быстродействующих зажимных оправок
Рис. 87. Люнеты
Рис. 88. втулки и Переходные конуса
Рис. 89. Особые втулки-оправни
Обширно используют быстродействующие зажимные оправки с роликовыми (рис. 86, а, б, в) и кулачковыми (рис. 86, г) зажимами.
Заготовка в таких оправках зажимается за счет перемещения роликов либо кулачков довольно зажимного профиля.
Люнеты. Долгие и узкие заготовки, протяженность которых в 10—15 раза больше диаметра, при обработке прогибаются. В следствии получается подробность неправильной формы. Чтобы не было прогиба заготовки используют неподвижные (рис. 87, а, б, г) и подвижные (рис. 87, в) люнеты. Неподвижные люнеты закрепляют на направляющих станины токарного станка. Заготовку обрабатывают с двух сторон с переустановом.
Подвижные люнеты закрепляют на каретке суппорта и перемещают вместе с кареткой. В отличие от неподвижного люнета, имеющего три опоры (кулачка), у подвижного люнета лишь два кулачка, на каковые опирается заготовка на протяжении обработки.
Переходные втулки. Для крепления на станке инструмента используют конусы и переходные втулки (рис. 88). Переходные втулки используют для крепления сверл и другого конического инструмента в пиноли задней бабки тогда, в то время, когда размеры конуса инструмента не соответствуют размеру внутреннего конуса пиноли задней бабки. Время от времени используют особые втулки-оправки, каковые закрепляют в резцедержателе (рис.
89).
Рис. 90. Хомутини
Рис. 91. Поводковая оправка
Рис. 92. Физико-механические особенности материалов, используемых при изготовлении режущего инструмента
Хомутики (рис. 90) предназначены для передачи вращения заготовке при ее обработке в центрах. Самыми распространенными являются хомутики, продемонстрированные на рис. 90, а, б. Хомутики надевают на заготовку и закрепляют. Вращение передается через поводок хомутика. При обработке однотипных заготовок используют самозахватывающие хомутики (рис. 90, в, г).
В этом случае захват заготовки производится без участия рабочего. Довольно часто используют надёжный хомутик с поводком (рис. 90, д).
На рис. 91 продемонстрирована поводковая оправка, которую используют кроме этого как хомутики для передачи вращения заготовке.