Гибка металлов при изготовлении конструкций
Холодная эластична. При изготовлении трубопроводов, газопроводов, резервуаров, листовых конструкций доменных цехов, газгольдеров, силосов, бункеров, монорельсов подробности их гнут в холодном состоянии. Холодную гибку делают на листогибочных вальцах, кромкогибочных прессах, роликогибочных станках, горизонтальных правильно-гибочных и механических прессах .
Листогибочные вальцы придают листовой стали цилиндрическую и коническую форму. Используя особую оснастку, на вальцах изготовляют подробности со сферической и седлообразной поверхностью.
Листогибочные вальцы имеют три либо четыре горизонтальных валка, на которых гнут листовую сталь большой шириной до 2100…8000 мм при большой толщине 20…50 мм. Самый распространены трехвалковые вальцы с пирамидальным размещением вальцов.
Листогибочные трехвалковые вальцы имеют нижние приводные валки, каковые приобретают вращение от электродвигателя через редуктор. Верхний валок может перемещаться по высоте и вращается трением между валками и изгибаемым страницей.
Листовая сталь для эластичны не должна иметь хлопунов и заломленных кромок. Из-за недостатков усложняется процесс эластичны и подробность не получает заданной формы.
Перед эластичной контролируют размеры равенств и развёрток диагоналей, поскольку кроме того незначительное несоответствие размеров отражается на трудоёмкости и качестве сборки.
При исполнении гибочных работ нужно стремиться изготовлять обечайки из одного страницы; при малой кривизне вальцевать по 2…3 страницы в один момент; кромки заготовок из низколегированной стали по окончании газовой и механической резки для эластичны на минимальный радиус подвергать механической обработке.
При гибке листовых подробностей цилиндрической формы нужно обеспечить перпендикулярность продольной оси и оси листа валков, поскольку при неправильной установке страницы в вальцах кромки свальцованного цилиндра не совпадут.
При вальцовке страниц, соединенных между собой сваркой, контролируют толщину сварного шва — она не должна быть больше толщины страницы более чем на 2 мм. При большей толщине шов срезают.
Чтобы страницы между валками установить без перекосов, нужно выполнять следующие условия: столы для укладки листовой стали, предназначенные для эластичны и поддержания подробностей на протяжении эластичны, должны иметь поверхность из листовых полос, расположенных строго перпендикулярно к оси валков; на столах либо роликовых конвейерах устанавливают перпендикулярно валкам линейку либо упоры, по которым ориентируют лист; вальцуемый лист подают торцом в упор заднего валка вальцов; вспомогательные линии наносят по образующим цилиндрической поверхности, каковые при вальцовке совмещают с осью нижнего валика посредством ломиков либо легким постукиванием кувалдой.
")
Рис. 1. Трехвалковые листогибочные вальцы 2680П: 1 — станина, 2, 3 — верхний и нижний валки, 4 — механизм поворота валка, 5 — электродвигатель, 6 — редуктор, 7 — опускания и механизм подъёма валка
Перед эластичной листовых подробностей цилиндрической формы на трехвалковых вальцах подгибают оба торца всей партии страниц на подкладном странице. Без подгибки кромок финиши страниц остаются плоскими на участке, равном половине расстояния между центрами нижних валков. Вследствие этого заготовку для вальцуемого страницы вырезают с припуском 200 … 250 мм на любой финиш чтобы по окончании вальцовки возможно было отрезать участки страницы, оставшиеся прямыми.
Подкладной лист должен иметь ширину, вдвое превышающую расстояние между осями нижних валков, а радиус эластичны должен быть меньше на 10… 17%, чем радиус эластичны подробности, учитывая упругую деформацию стали. Подкладной лист в большинстве случаев имеет толщину 25… 30 мм, но она должна быть не меньше двукратной толщины вальцуемого страницы. Мощность вальцов должна быть достаточной для эластичны страницы втрое толще вальцуемого.
При радиусах эластичны более чем 2000 мм финиши страниц не подгибают, поскольку стрела прогиба на длине плоского участка незначительна. При вальцовке листовой стали малых толщин кромки подгибают по окончании соединения и вальцовки кромок страниц сварными швами.
По окончании сварки кромки страниц из-за усадочных напряжений в сварных швах деформируются. Эти деформации ликвидируют и подгибают обе кромки страницы на вальцах следующим образом. Обечайку надевают на верхний валок и прокатывают между валками.
Подкладной лист 3 укладывают на нижний валок 4 и прокатывают на нем концевые участки страниц.
По окончании того как финиши страниц всей партии будут подогнуты, подкладной лист снимают с вальцов и приступают к вальцовке страниц. Для этого страницы пропускают через вальцы пара раз в обоих направлениях, иногда контролируя радиус вальцовки шаблоном. Степень изгиба страницы регулируют, поднимая либо опуская верхний валок.
По окончании окончания вальцовки страниц в замкнутые цилиндрические поверхности один финиш верхнего валка освобождают от подшипника. После этого нажимают на противоположный финиш верхнего валка, наклоняют его и снимают свальцованный лист краном, сдвигая его на протяжении валка, и укладывают у вальцов.
Время от времени свальцованные подробности являются частьюокружности; в этом случае их снимают краном, не поднимая верхнего валка. Нужно иметь в виду, что из-за упругой деформации мельчайший диаметр вальцовки страниц на 15… 20% больше диаметра верхнего валка.
Рис. 2. Схема эластичны листовой и угловой стали на листогибочных вальцах: а — подгибка первой листовой кромки, б — подгибка второй листовой кромки, в — вальцовка двух уголков, г — эластична на че-тырехвалковых вальцах, д — вальцовка двух уголков, е — вальцовка уголков с бандажами, ж — вальцовка уголков с прорезью; 1,5 — вальцуемый лист, 2,6 — верхние валки, 3 — подкладной лист, 4, 7, 8—нижние валки, 9 — бандаж
В большинстве случаев звено гибщиков складывается из двух человек: гибщика и оператора, при гибке крупногабаритных толстостенных страниц — из трех человек.
На листогибочных четырехвалковых автомобилях кромки подгибают в один момент с вальцовкой. Верхний и нижний валки приводные и вращаются в различные стороны, передвигая изгибаемый лист. Два боковых валка не имеют привода и смогут перемещаться по наклонным направляющим, приближаясь либо отдаляясь от верхнего валка.
Кромки подгибаются за счет давления одним из боковых валков.
На листогибочных вальцах возможно вальцевать страницы на прямые усеченные конусы с углом не более чем 60° и диаметром окружности меньшего основания конуса Dmln^Kd/cos а, где а — угол между высотой конуса и образующей; d — диаметр верхнего валка; К= 1,1 … 1,18 — коэффициент, зависящий от угла а, радиуса и толщины заготовки эластичны.
При гибке страниц с конической поверхностью в упор к станине верхний валок устанавливается в наклонное положение под углом, величина которого зависит от радиуса эластичны и толщины изгибаемого страницы. Так как расстояние между верхним и нижним валками по их длине различно, то лист будет изгибаться на различные радиусы кривизны. Со стороны пониженного финиша верхнего валка радиус эластичны будет меньше, чем на противоположном немного поднятом финише валка.
Так же как и при вальцовке цилиндрических поверхностей, у листовых заготовок конусов предварительно подгибают обе продольные кромки на подкладном странице. В начале эластичны рабочий, ломиком прижимая заготовку к верхнему валку, увеличивает трение между поверхностью заготовки и валком, чем содействует обкатыванию заготовки кромкой меньшей дуги около станины вальцов.
При гибке в упор к станине вальцов рекомендуется на верхний валок надевать кронштейн с роликом. В четырехвалковых вальцах устанавливают два опорных ролика наклонно в просвете по бокам валка.
При гибке с прокладками у меньшего основания листовой заготовки устанавливают более лист и толстую прокладку вместе с прокладками прокатывается до тех пор, пока не будет достигнут требуемый прогиб. Затем, отойдя в сторону большего основания листовой заготовки конуса, закладывают подкладку меньшей толщины и гнут подробность. Эти операции по гибке создают до тех пор, пока не будет окончена конусная эластична страницы на всей протяженности.
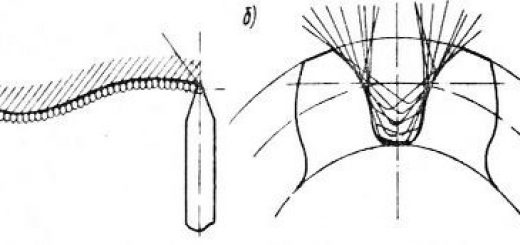
При гибке конусов по участкам поверхность заготовки разбивают на пара равных частей размером 150… 250 мм, по границам которых мелом выполняют риски (рис. 61,г). Заготовку укладывают в вальцы риской 1—1 параллельно оси нижнего валка.
Гибку ведут на первом участке АВгб по обе стороны от риски 1—1 до получения заданного радиуса кромки А—В. После этого заготовку устанавливают в вальцах риской 2—2 параллельно оси нижнего валка и делают гибку второго участка ВГдба, доводя радиус кромок Б—В и б—в до заданного. По окончании эластичны третьего участка ВДев участок заготовки, ограниченный риской 3—3 до кромки А—б, выясняется выгнутым по заданному радиусу.
Предстоящую гибку делают в такой же последовательности по осям участков и в последнюю очередь участка с центральной риской. Для эластичны по участкам требуются рабочие высокой квалификации.
На листогибочных вальцах, оборудованных особыми приспособлениями, выполняют кроме этого гибку лепестков сферических поверхностей. Приспособление складывается из бочки, которую надевают на верхний валок, и постели-шаблона, что укладывают на нижние валки (рис. 61,(5). Бочка представляет собой отрезок толстостенной трубы, сваренной из листовой стали. Наружная поверхность бочки обточена по радиусу шара.
Постель из листовой стали кроме этого имеет кривизну в двух направлениях (поперек и на протяжении валков).
Рис. 3. Эластична страниц на трехвалковых листогибочных вальцах: а —в упор к станине, б —с опорным роликом, в —с прокладками, г — по участкам. д — с постелью и бочкой-шаблоном; 1, 4 — верхний и нижний валки, 2 —прокладка, 3 — заготовка, 5 — ролик, 6 — бочка, 7 — постель-шаблон
Заготовки лепестков, вырезанные из листовой стали, укладывают на постель и, прижимая бочкой, прокатывают пара раз между постелью и бочкой.
Сферические лепестки изготовляют таким методом лишь при серийном производстве однотипных подробностей и долгой загрузке вальцов.
Минимальный радиус сферической поверхности, изготовляемый холодной вальцовкой, образовывает 3500 мм.
Листогибочные прессы используют для эластичны листовых подробностей с малыми и линии большой длиной изгиба радиусами закругления. На листогибочных прессах возможно гнуть из листовой стали профили, заменяющие сложные составные сварные элементы.
Чаще всего используемые листогибочные прессы развивают упрочнение 1000… 3150 кН, а громаднейшая протяженность изгибаемого страницы (в зависимости от толщины деталей и усилия пресса) образовывает 6000 мм. При оборудовании пресса приставками большая протяженность изгибаемого страницы возможно увеличена до 7000 мм. На листогибочных прессах гнут страницы большой толщины 16… 20 мм.
Она ограничивается упрочнением пресса, и большим понижением пластических особенностей стали при повышении толщины страницы.
При изготовлении гнутых профилей на листогибочных прессах внутренние радиусы закруглений для конструкций из углеродистой стали, принимающих статическую нагрузку, должны быть не меньше 1,2 толщины страницы, а для конструкций, принимающих динамическую нагрузку, не меньше 2,5 толщин. Для листовых подробностей из низколегированных сталей минимальные значения внутренних радиусов закругления должны быть на 50% больше, чем для углеродистой стали. В подробностях из низколегированной стали строгают кромки, пересекающие линии гиба.
Листогибочный пресс имеет рабочий инструмент в виде матрицы и пуансона, каковые изготовляют из легированной инструментальной стали марки Х12М. Они бывают составные и цельные по длине.
На каждой из четырех граней матрицы сделаны пазы разного размера. Угол гиба подробности зависит от величины паза опускания и ширины матрицы в него пуансона: чем шире паз и меньше опускание пуансона, тем на меньший угол возможно загнуть листовую подробность.
К листогибочному прессу сталь подают на механизированной тележке, которая может двигаться на протяжении станка с листовой сталью размером 1400X6000 мм.
Для эластичны профильной стали используют роликогибочные станки с тремя вертикальными роликами, листогибочные вальцы и горизонтальные правильно-гибочные прессы с механическим либо гидравлическим приводом.
На листогибочных вальцах гнут (в плоскости полок) швеллеры и двутавровые балки маленьких размеров. Для кольцевой эластичны угловой стали по финишам нижних валков делают прорези (см. рис. 60, ж) либо надевают бандажи 9 (см. рис. 60, е), так как при вальцовке без этих приспособлений (см. рис.
62, д) перья уголков сминаются. Финиши уголков, швеллеров и двутавровых балок длиной 200—500 мм при любом методе вальцовки с обеих сторон остаются прямыми и по окончании вальцовки их срезают.
Для эластичны фасонного и сортового проката чаще используют горизонтальные правильно-гибочные прессы упрочнением 2500— 3150 кН.
Для эластичны подробностей маленького размера, каковые изготовляют многочисленными партиями, используют кривошипные и фрикционные прессы упрочнением 1600 … 3150 кН.
Правильность эластичны подробности в ходе работы контролируют шаблонами. Шаблон прикладывают у торцевых кромок листовой подробности, свальцованной на листогибочных вальцах. Зазоры между поверхностью детали и кромкой шаблона не должны быть больше 2 мм при длине дуги шаблона 1500 мм, 4 мм при длине дуги шаблона 3000 мм.
Зазор между шаблоном длиной 1500 мм (по дуге) и кромкой полки швеллера либо двутавровой балки при гибке на листогибочных вальцах либо кулачковых прессах не должен быть больше 2 мм.
Рис. 4. Листогибочный пресс: 1 — ползун, 2 — стойка, 3 — стол, 4 — пуансон, 5 — матрица
Рис. 5. Работы, делаемые на листогибочном прессе: а, б, я — эластична профилей; /—/У — последовательность операций эластичны
Поверхность уголков, швеллеров и двутавровых балок по окончании эластичны должна быть ровной, не винтообразной.
Длину заготовки определяют как сумму размеров прямолинейных и изогнутых участков подробности по нейтральной оси.
При работе на гибочном оборудовании выполняют следующие правила. В начале работы убеждаются в исправности оборудования, смазывают его, опробуют на холостом ходу. На протяжении работы металл подают в рабочую территорию без перекосов; на протяжении эластичны поддерживать металл руками запрещено.
Запрещается удалять посторонние предметы и окалину из рабочей территории. Поправлять металл в рабочей территории возможно лишь ломиками. При ручной подаче подробностей в рабочую территорию работа оборудования самоходом не допускается.
При фронте обслуживания оборудования более шести метров станок должен быть оснащен дистанционным управлением.
Тёплая эластична. На фабриках железных конструкций тёплую гибку используют в ограниченных количествах. Этим методом гнут расчетные элементы конструкций, в то время, когда заданные радиусы кривизны менее, а стрелки прогиба более нормативных, при раз-малковке и смалковке уголков, при высадке уголков жесткости.
Тёплая эластична слагается из нагрева и эластичны подробностей.
Подробности маленьких размеров нагревают в печах на жёстком горючем, в газовых либо нефтяных печах; подробности громадных размеров — в открытых горнах на коксе.
Подробности гнут по окончании нагрева до температуры 900…1100 °С (от вишневого до оранжевого цвета каления) и прекращают при температуре не ниже 700 °С (красный цвет каления). При предстоящем понижении температуры сталь теряет пластичность, делается хрупкой и ломкой. Чрезмерный нагрев подробностей ведет к пережогу, в следствии чего сталь делается хрупкой и подлежит замене.
Рис. 6. Тёплая эластична угловой стали: а — эластична на плите, б — размалковка, в —смалковка; 1 — кузнечная плита, 2 — шаблон, 3 — уголки, 4, 8 — штампы, 5 — размалкованный уголок, в, 10 — прокладки, 7 — боек, 9 — смалкованный уголок
Гибку подробностей делают на кузнечных плитах, наковальнях, пневматических молотах.
Металлические кузнечные плиты размером 1500X1500 мм, толщиной 100 150 мм имеют по всей поверхности квадратные отверстия раз ером 30X30 мм, в которых усиливают разные приспособления для эластичны.
Уголки гнут на плите по шаблону, что крепят к кузнечной плите болтами, вставляемыми в отверстия, либо штырями с загнутым под прямым углом финишем. Финиш нагретого уголка прижимают скобами к шаблону и ударами кувалд через гладилку неспешно огибают шаблон уголком.
Большие уголки изгибают лебедками.
Размалковывают и смалковывают уголки при наклоне полок 1/10 в тёплом состоянии под пневмомолотом бойком. При размалковке уголков пользуются штампом с цилиндрической прокладкой. Смалковывают уголки в штампах с прокладкой.
По окончании окончания тёплой эластичны подробности нужно охлаждать медлительно и равномерно, в противном случае они смогут потрескаться и покоробиться. Уровень качества тёплой эластичны подробностей контролируют древесными шаблонами, обитыми по кромкам кровельной сталью, либо шаблонами из листовой стали толщиной 2. ..3 мм.