Разрезание металла ручными ножницами
В слесарных и жестяницких цехах широкое распространение имеет разрезание металла ручными ножницами. Посредством ножниц вероятно разрезание очень узкого листового и полосового материала, и заготовок сложной конфигурации.
Разрезание листового и полосового металла ножницами осуществляется без снятия стружки — скалыванием. Сущность процесса разрезания скалыванием содержится в отделении части металла под давлением пары режущих ножей по линии их направления.
в ходе работы разрезаемый лист помешается между ножами. Верхний нож, опускаясь давит на металл, прижимая его к нижнему ножу. Оба ножа вдавливаясь, создают смятие поверхности метал та а после этого разделяют его образующимися трещинами скалывания. Угол заострения р у режущей части ножниц колеблется от 65 до 80°, в зависимости от твердости разрезаемого металла; для мягких металлов (медь и др ) он равен 65°, для металлов средней твердости — 70—75°, для жёстких металлов — 80°.
Для уменьшения трения ножей в ходе работы на их режущих поверхностях создается задний угол а, равный 2—3°.
")
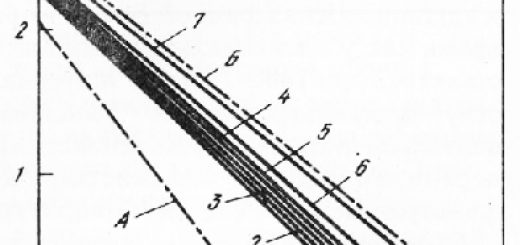
Рис. 1. Схема процесса резания ножницами: а — геометрия режущих ножей-ножниц; б— последовательность процесса резания
Для получения чистого среза нужно верно выбрать зазор m между верхним и нижним ножами. При малом зазоре направление трещин скалывания не сходится с направлением среза, и его поверхность будет шероховатой, «рваной». При громадном зазоре поверхность среза будет иметь громадные заусенцы.
Величина зазора между ножами зависит от толщины разрезаемого металла, но не должна быть более 0,5 мм. У ручных ножниц данный зазор в большинстве случаев не превышает 0,1 — 0,2 мм.
С целью уменьшения упрочнения, потребляемого при резании, режущие ножи устанавливают под углом ф один к второму. Чем больше данный угол, тем меньше упрочнение резания. Но громадный угол наклона ножа увеличивает его движение и формирует упрочнение, выталкивающее лист из-под ножей.
Руководствуясь этими мыслями, угол ф принимают равным 7—12°.
В зависимости от устройства режущих ножей (лезвий) ручные ножницы делятся на ножницы прямые — с прямыми режущими лезвиями, предназначенные по большей части для разрезания материала по прямой линии и по окружности громадного радиуса; ножницы кривые — с криволинейными режущими лезвиями и ножницы пальцевые — с узкими и узкими режущими лезвиями, используемые для вырезания в листовом материале поверхностей и отверстий с малыми радиусами.
Рис. 2. Ручные ножницы: а —прямые; б и в—кривые; г — пальцевые; д и е — приемы держания (“хватки”) ножниц
По размещению режущих ножей ручные ножницы делятся на левые и правые. У правых ножниц скос режущей части нижнего ножа находится с правой стороны, ау левых — с левой стороны.
Ручные ножницы изготовляют из инструментальной углеродистой стали марки У7. Лезвия ножниц подвергаются закалке с последующим отпуском до твердости HRC 52—60. Режущие грани ножниц должны быть прямолинейными, без завалов и трещин. Протяженность режущих ножей до оси вращения в большинстве случаев образовывает от 55 до ПО мм, неспециализированная протяженность ножниц —от 200 до 400 мм.
Самый употребляемыми являются ножницы длиной 250— 320 мм.
Приемы разрезания металла ручными ножницами.
При исполнении разрезания вручную ножницы держат правой рукой. Громадный палец кладут на верхнюю рукоятку ножниц, а указательным, безымянным пальцами и средним захватывают нижнюю рукоятку. Мизинец обязан пребывать между рукоятками, на протяжении резания им раздвигают ножницы.
Кое-какие слесари предпочитают это делать указательным пальцем, но таковой прием не в полной мере эргономичен. Левой рукой подают лист, легко приподнимая его, дабы уменьшить продвижение ножниц.
В ходе резания не нужно раскрывать лезвия ножниц на громадный угол, поскольку при громадном раскрытии лезвия будет выталкивать, а не резать металл. Лезвия ножниц необходимо раскрывать приблизительно на 2/3 их длины.
Для заусенцев и предупреждения засечек при перемещении лезвий ножниц вперед по разметочной риске необходимо, дабы плоскости лезвий прижимались к плоскости разреза и шли по разметке. Режущие кромки лезвий должны быть прекрасно заточены, а режущие поверхности (плоскости) — верно отрегулированы и закреплены на оси. Диагностику ножниц в большинстве случаев создают разрезанием бумаги: прекрасно заточенные и отрегулированные ножницы должны резать бумагу.
Разрезать размеченный лист направляться так, дабы разметочная риска пребывала в поле зрения. Исходя из этого резка листового металла по прямой линии и по закругления (и кривой окружности) без резких поворотов производится правыми ножницами.
Разрезать лист по криволинейному контуру либо вырезать круглые диски самый комфортно ножницами с криволинейными режущими лезвиями. При вырезании внутренних контуров и отверстий криволинейного очертания нужно в материале вырубить зубилом отверстие для прохода лезвий ножниц, а после этого вырезать по риске. Для вырезания отверстий лучше пользоваться пальцевыми ножницами.
Уровень качества реза зависит от того, как верно расположена заготовка довольно режущих кромок ножниц. Между заготовкой и плоскостью резания должен быть прямой угол, в другом случае ножницы будут пружинить и заклинивать заготовку, на заготовке покажется вмятина к резать ее будет намного тяжелее. Ручными ножницами возможно резать листовую и полосовую сталь толщиной до 0,3 мм, кровельное железо толщиной до 1 мм, латуни и листы меди толщиной до 2 мм.
Разрезание металла рычажными ножницами. Ручное разрезание металла выполняется кроме этого на рычажных ножницах: стуловых, маховых, с зубчатой рейкой (сортовые) и других типов.
Рис. 3. Приемы разрезания листового металла ручными ножницами: а и б—направление резания правыми ножницами; в—вырезание отверстия по разметочным рискам
Стуловые ножницы в отличие от ручных изготовляются громадных размеров. Они имеют одну загнутую рукоятку с заостренным финишем для крепления к толстой доске либо к верстаку, а вторую, удлиненную, — для работы рукой. Стуловые ножницы устойчивы в работе и дают большую свободу рукам слесаря.
Ими разрезают страницы толщиной 2—3 мм.
Рычажные маховые ножницы складываются из вертикальных чугунных стоек и смонтированного.на них железного стола. В правой продольной боковой плоскости стола без движений закреплен нижний режущий нож верхний нож установлен на маховом рычаге, посаженном на ось. Для предотвращения самоопускания махового рычага на хвостовой его части установлен противовес.
Разрезание листового металла на рычажных маховых ножницах типа И-37 возможно делать по упору и разметке. Для разрезания по разметке лист укладывают на столе так, дабы разметочная риска совпала с лезвием нижнего ножа. Прижав после этого лист прижимной планкой, сильным перемещением опускают рычаг с верхним ножом и «дожимают» его, пока требуемая часть страницы не будет отрезана.
При разрезании страницы по упору (без разметки) ширину отрезаемой полосы регулируют мобильной упорной планкой.
Рис. 4. Рычажные ножницы: а — стуловые; б — маховые; в — сортовые
Протяженность разрезаемого на ножницах страницы возможно большой, поскольку ножницы допускают перемещение страницы на протяжении ножей. Протяженность режущих ножей у ножниц данного типа образовывает 1050 мм, угол наклона ножей ф=7-*-12°, толщина разрезаемого страницы — до 2,5 мм.
Рычажные ножницы с зубчатой рейкой используют для разрезания листовой стали толщиной до 3 мм, узких прутков и профильного металла малых сечений. Они складываются из станины, в нижней части которой без движений укреплен нож. При опускании рычага упрочнение, передаваемое через зубчатый перебор, ползун и серьгу с закрепленным на нем ножом, снабжает разрезание металла допускаемых сечений.
Перемещение ползуна с верхним ножом осуществляется посредством рукоятки через рычаг и зубчатую передачу.
Ножи для рычажных ножниц изготовляют из инструментальной стали У8. Лезвия ножей подвергают закалке с последующим отпуском до твердости HRC 52—60. Величина угла заострения режущих поверхностей ножей Р = 75-т-80°.
При меньшем угле заострения ножи стремительнее затупляются либо выкрашиваются; при большем угле заострения они более прочны, но требуют больших упрочнений резания.
Для разрезания сортового проката круглого, квадратного, углового, полосового, швеллерного и таврового сечений используют ручные сортовые ножницы моделей Н-911 и НА-913 (рис. 4,б). Эти ножницы разрешают резать сталь различных сечений: круглого — диаметром 25 мм, квадратного — до 22X22 мм, полосового — 5?50 мм, углового — 65?65?8 мм и таврового — 35?5 мм.
Разрезание металла электрическими и пневматическими ножницами. Дабы механизировать довольно тяжелый и трудоемкий процесс разрезания листового металла ручными ножницами, используют электрические и пневматические ручные ножницы. Посредством этих ножниц возможно легко делать фигурные резы и прямые с мельчайшим радиусом кривизны около 20 мм и пользоваться наряду с этим шаблоном, что кроме этого существенно повышает производительность разрезания.
Отечественная индустрия производит пара типоразмеров электроножниц. Так, электроножницы марки И-31 предназначены для разрезания листовой стали толщиной до 2,7 мм. Они складываются из корпуса, в котором смонтирован электродвигатель мощностью 370 Вт, и корпуса ножевой головки. Якорь двигателя через червячную несколько вращает эксцентриковый валик.
Шатун посажен верхней головкой на данный валик, а нижней связан с пальцем рычага верхнего ножа. Нижний нож крепится к скобе.
В ходе работы шатун, совершая возвратно-по-ступательные перемещения и заставляя качаться ножевой рычаг с верхним ножом, создаёт резку металла. Зазор между ножами регулируется перемещением скобы в картере ножевой головки. Величина зазора устанавливается в зависимости от толщины разрезаемого металла.
Для удобства работы ножницы возможно подвешивать либо поддерживать за верхнюю рукоятку. Производительность электроножниц марки И-31 до трех метров/мин.
Рис. 5. Ручные ножницы электрического действия И-31 (а); электромагнитные вибрационные ножницы конструкции Г. Е. Моргунова (б)\ электромагнитные ножницы конструкции Л. М. Сытых и В. А. Овчинникова (в)
На Коломенском заводе текстильного машиностроения по предложению Г. Е. Моргунова изготовлены и внедрены в производство ручные электромагнитные вибрационные ножницы для разрезания узких железных страниц толщиной 0,5—1,5 мм. Ножницы являются электромагнитомс якорем и катушкой, смонтированными в корпуса на основании. К тому же основанию крепится неподвижный нож, а на оси — подвижный нож. Правое плечо ножа прикреплено посредством серьги к якорю электромагнита.
Пружина прижимает ножи один к второму.
Ножи изготовлены из стали марки У8А. Электромагнитные ножницы трудятся по принципу простых ножниц. Они легки, компактны и эргономичны в работе.
Для вырезки картонных прокладок используются электромагнитные ножницы модели ВЭН-0 конструкции Jl. М. Сытых и В. А. Овчинникова. Принцип их работы подобен рассмотренному выше. К сердечнику катушки прикреплен неподвижный нож, а подвижный нож — к вибрирующему якорю. Ножницы приводятся в воздействие нажимом включателя.
Изменение скорости резания регулируется винтом. Ножницы включаются в сеть напряжением 220 В, а вдруг катушка запланирована на 36 В, то включение производится через трансформатор.
Ножницы имеют высокую скорость резания (до трех метров/мин) и небольшой вес — 350 г. Маленькая протяженность реза (3 мм) за один движение разрешает применять их при вырезке прокладок сложной конфигурации.
Пневматические ножницы предназначены для разрезания страниц толщиной до 1,5 мм. Они имеют вес и небольшие размеры (1,5 кг), исходя из этого их комфортно использовать при слесарных и сборочных работах и по большому счету в любых ситуациях, в то время, когда нельзя использовать стационарные ножницы.