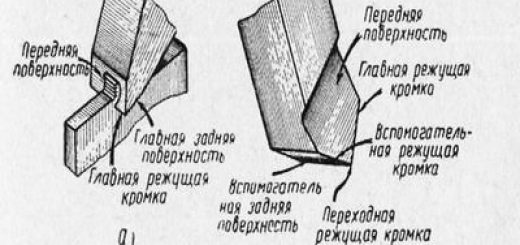
Виды опиливания металла
Опиливание поверхностей есть сложным трудоемким процессом. Значительно чаще недостатком при опиливании поверхностей есть неплоскостность. Трудясь напильником в одном направлении, тяжело взять верную и чистую поверхность.
Исходя из этого направление перемещения напильника, а следовательно, положение штрихов (следов напильника) на обрабатываемой поверхности должны изменяться, т. е. попеременно с угла на угол.
Сперва опиливание делают слева направо под углом 30 — 40° к оси tvickob, после этого, не прерывая работы, прямым штрихом и заканчивают опиливание косым штрихом под тем же углом, но справа налево. Такое изменение направления перемещения напильника снабжает получение шероховатости поверхности и необходимой плоскостности.
Контроль опиленной поверхности. Для контроля опиленных поверхностей пользуются поверочными линейками, штангенциркулями, поверочными плитами и угольниками. Поверочную линейку выбирают в зависимости от длины контролируемой поверхности, т. е. поверочная линейка по длине обязана перекрывать контролируемую поверхность.
Диагностику качества опиливания поверхности поверочной линейкой создают на просвет. Для этого подробность освобождают от тисков и поднимают на уровень глаз; поверочную линейку берут правой рукой за середину и прикладывают ребро поверочной линейки перпендикулярно контролируемой поверхности.
Для проверки поверхности во всех направлениях сперва линейку ставят по долгой стороне в двух-трех, после этого по маленькой — кроме этого в двух-трех местах и, наконец, по одной и второй диагоналям. В случае если просвет между линейкой и контролируемой поверхностью узкий и равномерный, значит плоскость обработана удовлетворительно.
Чтобы не было износа линейку не нужно передвигать по поверхности, любой раз ее отнимают от контролируемой поверхности и переставляют в необходимое положение.
В тех случаях, в то время, когда поверхность должна быть опилена очень шепетильно, проверка точности опиливания производится посредством поверочной плиты на краску. В этом случае на рабочую поверхность поверочной плиты посредством тампона (свернутой тряпочки) наносится узкий равномерный слой краски (синька, сажа либо сурик, разведенный в масле). После этого поверочную плиту накладывают на контролируемую поверхность (в случае если подробность громоздкая), делают пара круговых перемещений, затем плиту снимают.
На не хватает совершенно верно обработанных (выступающих) местах остается краска. Эти места опиливают дополнительно до тех пор, пока не будет взята поверхность с равномерными пятнами краски по всей поверхности.
Параллельность двух поверхностей возможно проверена посредством штангенциркуля.
Опиливание наружных плоских поверхностей начинается с проверки припуска на обработку, что имел возможность бы обеспечить изготовление подробности в соответствии с чертежом.
При опиливании плоских поверхностей применяют плоский напильник — драчевый и личной. Сперва опиливают одну широкую поверхность (она есть базой, т. е. исходной поверхностью для предстоящей обработки), после этого вторую параллельно первой и т. д. Стремятся к тому, дабы опиливаемая поверхность постоянно находилась в горизонтальном положении. Опиливание ведут перекрестными штрихами.
Параллельность сторон контролируют штангенциркулем.
Уровень качества опиливания поверхности контролируют поверочной линейкой в разных положениях (на протяжении, поперек, по диагонали).
Ниже приведена последовательность опиливания поверхностей металлической плитки с точностью 0,5 мм.
Сперва опиливают широкие поверхности плитки, для чего нужно:
– зажать плитку в тисках поверхностью А вверх и без того, дабы обрабатываемая поверхность выступала над губками тисков не более чем на 4—6 мм. – опилить поверхность А плоским драчевым напильником;
– опилить поверхность А плоским личным напильником и проверить прямолинейность поверхности поверочной линейкой;
– установить плитку в тисках и зажать поверхность Б вверх;
– опилить поверхность Б плоским драчевым напильником;
– опилить поверхность Б плоским личным напильником и проверить прямолинейность поверхности линейкой, а параллельность поверхности А и Б — штангенциркулем.
Завершив обработку широких поверхностей, переходят к опиливанию узких поверхностей плитки, для чего нужно:
– надеть на губки тисков нагубники и зажать в тисках плитку поверхностью вверх;
– опилить поверхность плоским драчевым напильником;
– опилить поверхность плоским личным напильником, проверить прямолинейность поверхности линейкой, а перпендикулярность опиленной поверхности к поверхности А угольником;
– зажать в тисках плитку поверхностью вверх;
– опилить поверхность плоским драчевым и после этого личным напильником, проверить прямолинейность обрабатываемой поверхности поверочной линейкой, перпендикулярность к поверхности А угольником и параллельность поверхности штангенциркулем;
– зажать в тисках плитку поверхностью вверх;
– опилить поверхность плоским драчевым напильником по угольнику;
– опилить поверхность плоским личным напильником и проверить ее перпендикулярность к поверхности А и поверхности по угольнику;
– зажать в тисках плитку поверхностью вверх;
– опилить поверхность плоским драчевым напильником и проверить угольником ее перпендикулярность сперва к поверхности А , а после этого к поверхности; – опилить поверхность плоским личным напильником и проверить угольником ее перпендикулярность к вторым поверхностям;
снять заусенцы со всех ребер плитки; совсем проверить все качество и размеры обработки плитки по линейке, угольнику, штангенциркулем.
")
Рис. 1. Опиливание: а — слева направо, б — прямым штрихом поперек заготовки, в — справа налево (косым штрихом), г — прямым штрихом на протяжении заготовки
Рис. 2. Проверка параллельности опиленной поверхности штангенциркулем
Рис. 3. Поверхности металлической плитки, подвергаемой опиливанию
Рис. 4. Проверка прямолинейности: а — наложение лекальной линеики на контролируемую поверхность; методы проверки: б — «на просвет», в — «на крску»; 1 — лекальная линейка, 2 — контролируемая поверхность
Рис. 5. Опиливание угольника: а — заготовка, б — закрепление заготовки угольника, в, г — проверка качества опиливания
Лекальные линейки помогают для проверки плоскостей методами «на просвет» и «на краску». При проверке прямолинейности «на просвет» лекальную линейку накладывают на контролируемую поверхность и по величине световой щели устанавливают, в каких местах имеются неровности.
Для проверки прямолинейности методом «на краску» на контролируемую поверхность наносят узкий слой лазури либо сажи, разведенной в минеральном масле, после этого накладывают линейку и легко притирают ее к контролируемой поверхности, в следствии чего в местах громадных выступов краска снимается.
Опиливание поверхностей угольника, расположенных под прямым углом, связано с пригонкои внутреннего угла и сопряжено с некоторым трудностями. Выбран одну из поверхностей в качестве базисной (в большинстве случаев принимают громадную), опиливают ее начисто, а после этого обрабатывают вторую поверхность под прямым углом к базисной.
Правильность опиливания второй поверхности контролируют поверочным угольником, одну полку которого прикладывают к базисной поверхности (рис. 157, г, в).
Опиливание поверхностей по внутреннему прямому углу ведут так, дабы ко второй поверхности было обращено ребро напильника, на котором нет насечки.
Ниже приведена обработка поверхностей, сопряженных под углом 90°, — последовательность изготовления угольника 90е (рис. 157, э); для этого нужно:
– закрепить заготовку угольника в тисках в древесном бруске (рис. 157, 6);
– опилить последовательно широкие поверхности сперва плоским драчевым, а после этого плоским личным напильником;
– проверить уровень качества опиливания поверочной линейкой, параллельность поверхностей — кронциркулем, а толщину — штангенциркулем;
– заменить древесный брусок нагубниками, зажать угольник опиленными поверхностями и опилить последовательно ребра угольника под углом 90°. Для обеспечения точности обработки сперва направляться обработать наружное ребро до получения прямого угла между этим широкими поверхностями и ребром 1 и 2 угольника. После этого в такой же последовательности обработать ребро, контролируя его угольником относительно ребра;
– в вершине внутреннего угла просверлить отверстие диаметром 3 мм, а после этого ножовкой сделать прорезь к нему шириной 1 мм для предупреждения трещин и выхода инструмента при закалке;
– опилить последовательно внутренние ребра 5 и 6 под углом 90°, выдерживая наряду с этим параллельность ребра 5 с ребром 3 и ребра 6 с ребром 8, получая, дабы внутренний угол между ребрами и наружный между ребрами были прямыми;
– опилить последовательно торцы 4 и 7, выдерживая размеры по чертежу (125 и 80 мм); снять заусенцы с ребер; отшлифовать наждачной бумагой все поверхности и ребра угольника; на отшлифованных рёбрах и поверхностях не должно быть рисок и царапин.
Приведенный порядок обработки угольника снабжает плоскостность каждой поверхности и перпендикулярность ребер между собой и по отношению к поверхностям.
Опиливание финиша стержня на квадрат начинают с опиливания грани, размер контролируют штангенциркулем. После этого опиливают грань. Грань опиливают под углом 90° к граням. Грань опиливают в размер к грани/
Опиливание цилиндрических заготовок. Цилиндрический стержень сперва опиливают на квадрат (в размер его сторон обязан входить припуск на последующую обработку). После этого у квадрата опиливают углы и приобретают восьмигранник III, из которого опиливанием приобретают шестнадцатигранник IV; в ходе предстоящей обработки приобретают цилиндрический стержень требуемого диаметра.
Слой металла для получения четырех и восьми граней снимают драчевым напильником, а восьми- и шестнадцатигранник опиливают личным напильником. Контроль обработки” создают штангенциркулем в нескольких местах.
Опиливание вогнутых и выпуклых (криволинейных) поверхностей. Многие подробности автомобилей имеют выпуклую и вогнутую форму. При распиливании и опиливании криволинейных поверхностей выбирают самый рациональный метод удаления лишнего металла.
В одном случае требуется предварительное выпиливание ножовкой, в другом — высверливание, в третьем — вырубка и т. д. Через чур большой припуск на опиливание ведет к громадному расходу времени на исполнение задания, а оставление через чур малого припуска довольно часто ведет к браку подробности.
Опиливание вогнутых поверхностей. Сперва на заготовке размечают нужный контур подробности. Солидную часть металла в этом случае возможно удалить вырезанием ножовкой, придав впадине в заготовке форму треугольника, либо высверливанием (вверху справа).
После этого напильником опиливают грани и спиливают выступы полукруглым либо круглым драчевым напильником до нанесенной риски. Профиль сечения круглого либо полукруглого напильника выбирают таким, дабы его радиус был меньше, чем радиус опиливаемой поверхности.
Рис. 6. Опиливание квадрата: а — подвергаемые опиливанию грани, б — проверка штангенциркулем
Рис. 7. Опиливание цилиндрических подробностей: I — цилиндр, II — квадрат, III — восьмигранник, IV — шестнадцатигранник
Рис. 8. Опиливание поверхностей: а — вогнутых, б — выпуклых
Рис. 9. Изготовление шпонки: а — заготовка, б — разметка, в — готовая шпонка
Не доходя приблизительно 0,3 — 0,5 мм до риски”, драчевый напильник заменяют личным. Правильность формы распиливания контролируют по шаблону «на просвет», а перпендикулярность опиленной поверхности торцу заготовки — угольником.
Опиливание выпуклых поверхностей (опиливание носка слесарного молотка) продемонстрировано на рис. 160, 6. По окончании разметки ножовкой срезают углы заготовки и она принимает пирамидо-Образную форму. После этого посредством драчевого напильника снимают слой металла, не доходя до риски на 0,8—1,0 мм, по окончании чего личным напильником совсем с опаской снимают оставшийся слой металла по риске.
Изготовление шпонок. Сегментную шпонку изготовляют, делая следующие операции:
– отмеряют на металлической полосе и отрезают ножовкой нужную длину заготовки для шпонки в соответствии с чертежу;
– опиливают начисто плоскость А, после этого размечают и опиливают поверхности 7 и 2, диагностику на перпендикулярность делают по угольнику; – размечают поверхности 3 и 4 в соответствии с чертежу (длину, ширину, радиусы закругления);
– опиливают поверхности 3 и 4, контролируя размер штангенциркулем, а перпендикулярность поверхностей — угольником;
– подгоняют опиливанием шпонку к соответствующему пазу; шпонка обязана входить в паз;
– без нажима, легко и садиться хорошо, без качки;
– опиливают поверхность Б по высоте, выдерживая заданный размер 16 мм.
Опиливание узких пластинок простыми приемами не нужно, поскольку при рабочем ходе напильника пластинка изгибается и появляются «завалы». Не рекомендуется для опиливания узких пластинок зажимать их между двумя древесными брусками (планками), так как наряду с этим насечка напильника скоро забивается древесной и железной стружкой и его приходится довольно часто чистить.
В целях увеличения производительности труда при опиливании узких пластинок целесообразно склеивать 3 — 10 таких пластинок в пакеты. Приемы опиливания ребер в пакете те же, что и при опиливании плитки с широкими ребрами.
Возможно обойтись без склепывания узких подробностей, а применять приспособления, именуемые наметками. К таким приспособлениям относятся раздвижные рамки, плоскопараллельные наметки, копирные приспособления (кондукторы) и др.
Рис. 10. Опиливание в рамках
Рис. 11. Опиливание в универсальной наметке
Рис. 12. Опиливание в плоскопараллельных наметках
Рис. 13. Опиливание по копиру
Опиливание в рамках. Простейшее приспособление воображает железную рамку, лицевая сторона которой шепетильно обработана и закалена до высокой жёсткое. Обрабатываемая пластина закладывается по риске в рамку и зажимается болтами.
После этого рамку зажимают в тисках и обработку ведут , пока напильник не коснется верхней плоскости рамки. Потому, что эта плоскость рамки обработана с громадной точностью, то и опиливаемая плоскость не требует дополнительной проверки посредством линейки.
Универсальная наметка (параллели) состо-’ ит из двух брусков прямоугольного сечения, скрепленных между собой двумя направляющими планками. Один из брусков жестко соединен с направляющими планками, а второй может передвигаться на протяжении этих планок параллельно неподвижному бруску.
Сперва в слесарных тисках устанавливают раздвижную рамку, а после этого заготовку. По окончании совмещения разметочной линии с верхней плоскостью рамки заготовку вместе с планками зажимают в тисках и создают опиливание.
Обработка в плоскопараллельных наметках. Самый распространенными являются плоскопараллельные наметки, каковые имеют совершенно верно обработанные выступы и плоскости, дающие возможность обрабатывать плоскости, расположенные под прямым углом, без контроля угольником на протяжении опиливания. На опорной плоскости наметки имеется пара резьбовых отверстий.
Посредством винтов к данной плоскости возможно прикрепить направляющие линейки либо угольник, каковые позволяют опиливать подробности с заданным углом.
Обрабатываемую пластинку закладывают между подвижной губкой тисков и плоскостью наметки, упирая ее базисную кромку в выступ. Легкими ударами молотка по пластинке наметку устанавливают в тисках так, дабы она легла бортиком 3 на неподвижную губку тисков, подводят ее к риске до совпадения с верхней поверхностью наметки, по окончании чего совсем зажимают наметку с пластинкой в тисках и создают опиливание. Посредством наметки возможно опиливать профильные пластины с выпуклыми и вогнутыми участками.
Опиливание по копиру (кондуктору) самоё производительным есть опили вание заготовок, имеющих криволинейный профиль, по копиру. Копир (кондуктор) является приспособлением , рабочие поверхности которого обработаны соответственно контуру обрабатываемой подробности с точностью от 0,05 до 0,1 мм, закалены и отшлифованы.
Подлежащую опиливанию заготовку вставляют в копир и вместе с ним зажимают в тисках. Затем опиливают выступающую часть заготовки до отметки рабочих поверхностей кондуктора. При изготовлении громадного количества однообразных подробностей из узкого листового материала в кондукторе возможно закреплять в один момент пара заготовок.
Отделка поверхностей. последовательность способа переходов и Выбор отделки зависят от обрабатываемого требований и материала к качеству поверхности, ее состояния, конструкции, припуска и размеров детали (0,05-0,3 мм).
Ручная зачистка шлифовальной шкуркой. В тех случаях, в то время, когда требуется высокая точность обработки, поверхности по окончании опиливания подвергаются окончательной отделке бархатными напильниками, полотняной либо бумажной абразивными брусками и шлифовальной шкуркой.
При отделке поверхностей пользуются древесными брусками с наклеенной на них шлифовальной шкуркой. В некоторых случаях полосу шкурки накладывают на плоский напильник, придерживая при работе финиши рукой. Для отделки криволинейных поверхностей шкурку навертывают на оправку в пара слоев. Зачистку ведут сперва неотёсанными шкурками, после этого более узкими.
Ручная зачистка есть малопроизводительной операцией.
—-
В практике слесарной обработки чаще всего видятся следующие виды опиливания: опиливание плоских сопряженных параллельных и перпендикулярных поверхностей подробностей; опиливание криволинейных поверхностей; опиливание цилиндрических и конических подробностей с подгонкой их по месту.
Опиливание начинается, в большинстве случаев, с проверки припуска на обработку, что имел возможность бы обеспечить изготовление подробности по размерам, указанным на чертеже. Проверив размеры заготовки, определяют базы, т. е. поверхность, от которой направляться выдерживать взаимное расположение и размеры детали ее поверхности.
Размер напильника выбирают с таким расчетом, дабы он был дольше опиливаемой поверхности не меньше чем на 150 мм. В случае если класс чистоты поверхности на чертеже не указан, опиливание создают лишь драчевым напильником. При необходимости взять более чистые и ровные поверхности опиливание заканчивают личным напильником.
Производительность труда при опиливании зависит от последовательности переходов, верного пользования напильником, и от используемых при опиливании приспособлений для направления напильника и закрепления детали.
Опиливание плоских поверхностей. Данный вид опиливания— одна из самых сложных слесарных операций. В случае если слесарь обучится верно опиливать прямолинейные поверхности, то он легко опилит и любую другую поверхность. Для получения верно опиленной прямолинейной поверхности все внимание должно быть сосредоточено на обеспечении прямолинейного перемещения напильника.
Опиливание необходимо вести перекрестным штрихом (с угла на угол) под углом 35—40° к боковым сторонам тисков. При опиливании по диагонали не нужно выходить напильником на углы заготовки, поскольку наряду с этим значительно уменьшается площадь опоры напильника и он легко заваливается; необходимо чаще поменять направление перемещения напильника.
Разглядим последовательность переходов при опиливании широких плоскостей — сторон плоскопараллельной прямоугольной плитки (рис. 14).
Перед опиливанием подробность зажимают в тисках так, дабы обрабатываемая поверхность была расположена горизонтально и выступала на 5—8 мм над губками тисков. Обработку начинают с широкой плоскости (рис. 14,а), принимаемой за главную измерительную базу.
Черновое опиливание ведут плоским драчевым напильником, а чистовое — плоским личным напильником. Завершив опиливание плоскости, подробность снимают. Диагностику правильности плоскости создают линейкой, накладывая ее на протяжении, поперек и по диагонали обработанной поверхности.
После этого переходят к опиливанию таким же методом второй широкой плоскости. Наряду с этим параллельность плоскостейконтролируют кронциркулем. Установив на тисках нагубники, опиливают одну из узких плоскостей (ребро 3) и контролируют ее угольником и линейкой от плоскости (рис. 14,б). После этого производится опиливание ребер с проверкой их от базисной плоскости первого ребра (рис.
14,в).
Опиливание узких плоскостей на узких подробностях воображает серьёзные трудности.
Рис. 14. Последовательность опиливания плитки
( Возможно, но, обойтись и без склепывания узких Подробностей, применяя при их опиливании приспособления, именуемые наметками. К таким приспособлениям относятся: опиловочные призмы, раздвижные рамки, плоско-)параллельные наметки, копирные приспособления (кондукторы) и др. Использование наметок облегчает закрепление {деталей и точную установку, что разрешает слесарю трудиться с большей уверенностью, без опасения сломать обрабатываемую поверхность либо не взять необходимый размер.
Рабочие части приспособлений (наметок) (совершенно верно обработаны, закалены и отшлифованы.
Опиловочная призма складывается из корпуса (рис. 15,а), на боковой поверхности которого жестко (закрепляются прижим, линейка и угольник. Угольник либо линейка употребляются для верной установки обрабатываемой подробности, а прижим — для ее закрепления.
Поверхность А корпуса призмы помогает направляющей для напильника. Слой металла заготовки, (Подлежащий снятию, обязан выступать над плоскостью А корпуса призмы. Корпус опиловочной призмы закрепляют в слесарных тисках в горизонтальном положении.
В практике опиливания узких подробностей используют кроме этого наметки-рамки (рис. 15,б). Опиливание (в таком приспособлении исключает «завалы», так как подробность зажимается не сбоку приспособления, а в середине— в пройме. Размеченную заготовку вставляют в рамку, легко прижимая ее винтом к внутренней стенке рамки. Уточняют установку, получая совпадения риски на заготовке с внутренним ребром рамки, по окончании чего совсем закрепляют винты.
Рамку зажимают в тисках и опиливают узкую поверхность заготовки до отметки рабочей кромки рамки.
Раздвижная рамка (опиловочная наметка, либо «параллели») помогает тем же целям. Она складывается из двух удлиненных брусков прямоугольного сечения Крис. 15,в),связанных между собой двумя направляющими планками.
Один из брусков жестко соединен с направляющими планками, а второй может передвигаться на протяжении этих планок параллельно первому бруску и притом так, что верхние грани обоих брусков (поверхности А) остаются в одной горизонтальной плоскости.
Раздвижную рамку направляться устанавливать в тиски так, дабы она опиралась на губки тисков двумя парами штифтов, каковые впрессованы в наружные боковые грани брусков. Расстояние между направляющими планками должно быть больше, а между штифтами — меньше ширины губок тисков.
Рис. 15. Опиливание посредством приспособлений: а—в опиловочной призме; б—в наметке-рамке; в—в раздвижной параллели-рам« ке; г—в параллельном угольнике; б—в плоскопараллельной наметке
Для опиливания заготовок под прямым углом пользуются раздвижным параллельным угольником (рис. 15,г).
Плоско параллельная наметка представляет собой закаленную пластину с двумя Г-образными выступами. На таковой наметке возможно опилить четыре стороны (кромки) заготовки под углом 90°, не осуществляя контроль правильности углов в ходе работы.
При установке наметка обязана лечь выступом на неподвижную губку. После этого располагают обрабатываемую узкую заготовку между подвижной губкой тисков и плоскостью наметки, упирая ее ребро в выступ. Легко зажав тиски, легким постукиванием по заготовке совмещают нанесенную на ней разметочную риску с верхней кромкой наметки.
Затем совсем зажимают заготовку в тисках и начинают опиливание под углом 25—30° к боковым сторонам тисков (заготовки). В случае если работа производится драчевым напильником, то, не доходя 0,3 мм до верхней поверхности наметки, его откладывают и продолжают опиливание личным напильником и трудятся им , пока кромка заготовки не сравняется с верхней поверхностью наметки.
Проверка кромки, опиленной этим методом, при помощи лекальной линейки продемонстрирует, что она строго прямолинейна: между линейкой просвета и кромкой не будет. Для опиливания второй кромки по разметочной риске заготовку переставляют в новое положение так, дабы обработанная кромка прилегла к выступу наметки, а риска совпала с верхней поверхностью наметки. Посредством плоскопараллельной наметки возможно опиливать прямолинейные участки заготовки, и поверхности, расположенные под различными углами.
Боковые стороны узких заготовок опиливают на зажатом в тисках бруске из жёсткого дерева. Небольшие подробности возможно опиливать посредством прижимов. Заготовки, протяженность которых превышает длину губок, при обработке зажимают между двумя железными уголками либо древесными брусками.
Опиливание плоскостей, сопряженных под углами.
Обработку наружных углов создают плоскими напильниками. Внутренние углы в зависимости от их величины возможно обрабатывать плоскими трехгранными, квадратными, ножовочным и ромбовидными напильниками. Наряду с этим в большинстве случаев пользуются ндпильниками с одной ровной стороной,дабы при опиливании второй сопряженной плоскости не сломать насеченной частью напильника ранее обработанную плоскость.
Как пример обработки плоскостей, сопряженных под углом 90°, разглядим последовательность переходов при опиливании плоского слесарного угольника:
1. Закрепив древесный брусок в тисках и установив на нем заготовку, опиливают широкие плоскости 1 и 2. Работу ведут драчевым, а заканчивают личным напильником. Опиливаемую плоскость угольника контролируют линейкой, а параллельность сторон — кронциркулем. Толщину измеряют штангенциркулем.
Рис. 16. Опиливание узких деталей и заготовок: а—на древесном бруске; б—на древесном бруске с прижимом; в—в железных уголках
2. Сняв брусок и одев на тиски нагубники из мягкого металла, приступают к опиливанию наружных ребер угольника под угол 90°. Сперва обрабатывают ребро 3 с наведением продольного штриха и получением прямого угла между широкими плоскостями и ребром 1 и 2 угольника, после этого в таком же порядке обрабатывают ребро 8 с проверкой его угольником относительно ребра 3.
3. В вершине внутреннего угла накернивают центр и просверливают отверстие диаметром 1—3 мм. После этого делают прорез (пропил) угла толщиной 1 мм для удобства обработки. В полотне ножовки, которой делается прорез, необходимо сточить развод, в противном случае прорез окажется широким и неровным.
Вершину угла опиливают напильником, имеющим одну боковую грань насечки.
4. Опиливают внутренние ребра под углом 90° с наведением продольного штриха, выдерживая наряду с этим параллельность сторон (ребер 5 и 3 и ребер 6 и 8) и прямые углы между ребрами 5 и б и плоскостями 1 и 2.
5. Опиливают торцы 4 и 7, выдерживая размеры 125 и 80 мм и прямые углы по отношению к рёбрам угольника и широким плоскостям.
6. грани и Плоскости угольника шлифуют наждачной бумагой с небольшим зерном. На отшлифованной поверхности не должно оставаться царапин и рисок.
При изготовлении лекальных линеек, угловых шаблонов и др. создают опиливание плоскостей, сопряженных под внешними и внутренними острыми и тупыми углами. Заготовки линеек предварительно обрабатывают на фрезерном либо строгальном станке и опиливают со всех сторон. Контроль обработанных плоскостей реализовывают поверочной линейкой, параллельность сторон — кронциркулем, а торцов — угольником.
Рис. 17. Опиливание плоскостей, сопряженных под углами: а и б—угольник с углом 90°; в—угловой шаблон с углом 60°
Опиливание шаблона с внутренним углом 60° (рис. 17, в) делают в таковой последовательности: отрезают заготовку шаблона от полосы; опиливают начисто плоскость А, затбм ребра 1 и 2; размечают стороны и угол по заданным размерам. Перед разметкой поверхность покрывают бронзовым купоросом, дабы нанесенные риски были видны, После этого опиливают стороны и ножовкой вырезают в шаблоне угол 60°, не доходя до риски на 1 мм; затем стороны внутреннего угла опиливают с проверкой по шаблону.
По окончании опиливания плоскости Б до требуемой толщины шаблона приступают к отделке поверхностей личными напильниками.
Опиливание криволинейных поверхностей. Криволинейные поверхности подробностей автомобилей разделяют на выпуклые и вогнутые. В большинстве случаев опиливание таких поверхностей связано со снятием больших припусков. Исходя из этого, перед тем как приступить к опиливанию, направляться разметить заготовку, а после этого выбрать самый рациональный метод удаления лишнего металла: в одном случае требуется предварительное выпиливание ножовкой, в другом — высверливание, в третьем — вырубка и т. д.
Излишне громадный припуск на опиливание ведет к повышению времени на исполнение задания; небольшой припуск формирует опасность порчи подробности.
Выпуклые поверхности опиливают плоскими напильниками на протяжении и поперек выпуклости. На рис. 18,а продемонстрированы приемы опиливания носка слесарного молотка. При перемещении напильника вперед на протяжении выпуклости правая рука обязана опускаться вниз, а носок напильника подниматься вверх.
Такие перемещения снабжают получение плавного закругления поверхности, без углов, с нужными штрихами, направленными на протяжении кривизны поверхности.
При поперечном опиливании выпуклой поверхности напильнику информируют не считая прямолинейного перемещения еще и вращательное.
Вогнутые поверхности опиливают круглыми, полукруглыми и круглыми напильниками (рис. 18,6). Наряду с этим кроме этого сочетаются два перемещения напильника— прямолинейное и вращательное, т. е. каждое перемещение напильника вперед сопровождается маленьким перемещением его правой рукой на а/4 оборота вправо либо влево.
Большую часть металла при исполнении данной работы из целого куска довольно часто удаляют вырезанием ножовкой. После этого плоским либо квадратным напильником распиливают грани, а полукруглым либо круглым на пильником спиливают выступ, приближаясь к разметочной риске (рис. 104,6).
Профиль сечения полукруглого напильника нужно подобрать с таким расчетом, дабы его радиус был меньше, чем радиус распиливаемой поверхности.
При опиливании выпуклых либо вогнутых поверхностей черновое опиливание направляться вести драчевым напильником; не доходя приблизительно на 0,3—0,5 мм до разметочной риски, драчевый напильник необходимо заменить личным, по окончании чего продолжить опиливание либо распиливание поверхности до установленного размера. Диагностику правильности формы поверхности оптимальнеевести по шаблону на просвет. Перпендикулярность поверхности к торцу заготовки контролируют угольником.
самые производительным и правильным методом опиливания криволинейных поверхностей есть опиливание по копиру либо кондуктору.
Копир-кондуктор в общем случае является приспособлением , контур рабочих поверхностей которого с точностью от 0,5 до 0,1 мм соответствует контуру обрабатываемой на этом приспособлении подробности. Опиливание в кондукторе производится без предварительной разметки. Рабочие стороны приспособления должны быть совершенно верно обработаны, закалены и отшлифованы.
На рис. 18,6 приведен пример обработки криволинейной поверхности узкой подробности (пластины) в опило-вочном кондукторе. Подлежащую опиливанию заготовку вставляют в кондуктор и вместе с ним зажимают в тисках.
После этого опиливают выступающую из кондуктора часть заготовки до отметки рабочих поверхностей кондуктора. При изготовлении громадного количества однообразных подробностей из узкого листового материала в кондукторе в один момент закрепляют пара заготовок.
Рис. 18. Опиливание криволинейных поверхностей: а — носка молотка личным напильником; в — вогнутой поверхности круглым напильником; б — в опиловочном кондукторе (копире): 1 — копирная планка; 2 — заготовка
Опиливание цилиндрических и конических поверхностей. Цилиндрические стержни время от времени приходится опиливать с целью уменьшения их диаметра. Во многих случаях из куска нецилиндрического материала (квадрат, шестигранник) опиливанием приобретают цилиндрическую подробность.
Долгие заготовки стержней, с которых нужно снять громадный слой металла, зажимают в тисках в горизонтальном положении и опиливают, раскачивая напильник в вертикальной плоскости и довольно часто поворачивая заготовку. В случае если заготовка маленькая и с нее нужно снять узкий слой металла, то ее зажимают в тисках в вертикальном положении и опиливают, кроме этого очень сильно раскачивая напильник, но в горизонтальной плоскости. Дабы не портить напильником губки тисков, направляться надевать на стержень железную шайбу либо же ставить напильник на губки тисков ненасеченным ребром.
Стержни диаметром менее 12 мм эргономичнее опиливать при закреплении заготовки в ручных тисках. Стержень наряду с этим укладывается в желобок древесного бруска, закрепленного в слесарных тисках. Поворачивая ручные тиски навстречу рабочему движению напильника, создают опиливание цилиндрической поверхности заготовки.
Для получения, к примеру, шейки валика диаметром 12 мм сначала спиливают ее на квадрат со стороной больше диаметра шейки (которую необходимо взять по окончании обработки) на удвоенную величину припуска. После этого у квадрата опиливают углы, приобретая восьмигранник, а из восьмигранника, сняв углы, приобретают шестнадцатигранник. Затем способом последовательного приближения получают получения цилиндрической шейки валика требуемого диаметра.
Большой по величине слой металла (до получения восьмигранника) снимают драчевым напильником; по окончании же получения восьмигранника пользуются личным напильником. Диагностику правильности опиливания создают штангенциркулем либо кронциркулем в нескольких местах.
Опиливание конических поверхностей разглядим на примере изготовления слесарного борода. Отрезав ножовкой либо отрубив от сталь ного прутка заготовку, опиливают оба торца. После этого, отмерив длину рабочей и ударной частей на заготовке, наносят разметочные риски.
Затем в слесарных тисках закрепляют древесный брусок с желобком, а в ручных тисках —заготовку и, установив заготовку в желобок под углом 6—10° к поверхности бруска, опиливают на конус ударную часть борода. В ходе опиливания ручные тиски необходимо поворачивать навстречу рабочему движению напильника. После этого в ручных тисках закрепляют заготовку вторым финишем и опиливают на конус рабочую часть борода.
Конусную часть направляться опиливать, начиная с конца заготовки и неспешно переходя ко всей поверхности конуса.
Рис. 19. Приемы опиливания цилиндрических (а, б, в) и конических (г, д) поверхностей
По окончании обработки рабочей части борода на губки ручных тисков надевают нагубники из мягкого металла и закрепив в них заготовку обработанной поверхностью, зачищают напильником среднюю часть борода. Изготовление борода заканчивается по окончании его отпуска и закалки заточкой торца на мелкозернистом шлифовальном круге. Поверхность рабочей части полируют наждачной шкуркой.