Круглопильные станки с ручной и механизированной подачей
Круглые дисковые пилы
Режущим инструментом на круглопильных станках есть пильный диск. Пильные диски различают по профилю зубьев. Зубья бывают косоугольные с прямой, ломаной (волчий зуб) либо выпуклой спинкой.
Профили зубьев пильных дисков изображены на рис. 1.
Пилы, имеющие зубья с ломаной и выпуклой спинкой, как более устойчивые используют для пиления древесины жёстких пород. Для пиления мягких лиственных и хвойных пород используют пилы, имеющие зубья с прямой спинкой.
")
Рис. 1. Профили зубьев выпивал с плоским диском:
а — для продольного распиливания древесины, б — для поперечного пиления, в — бархатная выпивала поперечная, г — продольная
Для получения более чистого пропила, не требующего строгания, используют особенного вида круглые пилы — строгальные пилы, либо, как их именуют, бархатные. Зубья у них групповые, насечены гребешками. В каждой группе имеется большой «рабочий зуб», что создаёт резание, и расположенные за ним от 3 до 10 небольших зубьев. Диаметр строгальных выпивал от 100 до 650 мм, толщина у зубчатого венца от 1,7 до 3,8 мм.
Они смогут быть действенно применены в любых ситуациях продольного и поперечного пиления, и пиления под углом к направлению волокон древесины хвойных и лиственных пород. Особенно чистая поверхность распила получается при выпиливании подробностей из сухих пиломатериалов. Форма зубьев для продольного и поперечного пиления разная и они не разводятся.
Дабы распиливать материал строго по прямой линии на заготовки заданной ширины, на столе станка около пильного диска имеется направляющая линейка. Линейку усиливают на таком расстоянии от диска, которое равняется заданной ширине выпиливаемых брусков либо заготовок, линейка кроме этого является боковым упором при нажиме доски на протяжении пиления.
Круглопильные станки выпускаются индустрией с отбалансированными пилами. В будущем благодаря стачивания их, и из-за замены в станке рабочего вала, шайб, гаек и других уравновешенность выпивал возможно нарушена. Исходя из этого пилы контролируют на параллельных горизонтальных балансировочных ножах. Установленный на ножи рабочий вал с насаженным на него пильным диском повертывают рукой около оси вращения, останавливая его в разных положениях.
В случае если вал с диском в приданном ему положении остается неподвижным, то его вычисляют отбалансированным.
Круглопильные станки с ручной подачей
Круглопильный станок, продемонстрированный на рис. 2, помогает для продольного распиливания досок и брусков. Режущим инструментом станка есть пильный диск.
Сзади пильного диска в одной с ним плоскости к столу усиливают расклинивающий нож для предотвращения зажима пилы распиливаемой доской.
Это станок устаревшей конструкции, но так как он еще много употребляется на небольших деревообрабатывающих фирмах, его знать нужно. Имеются станки с ручной подачей новейшей конструкции Ц-5 и станки последнего выпуска Ц-6.
Универсальный круглопильный станок Ц-5 с ручной подачей рекомендован для продольного и поперечного распиливания пиломатериалов. Привод пильного вала осуществляется клиноременной передачей от личного электродвигателя. Для безопасности работы установлено на столе особое ограждение пильного диска.
Нижняя часть пильного диска, находящаяся под столом, закрыта кожухом, направляющим опилки к выходному отверстию. Суппорт рабочего стола станка может перемещаться в вертикальном направлении при помощи маховичка подъемного механизма. Управление станком кнопочное.
Рис. 2. Круглопильный станок для продольного пиления с ручной подачей:
а — неспециализированный вид: 1 — рабочий стол, 2 — пильный диск, 3 — расклинивающий нож, 4— колпак (кожух), 5 — направляющая линейка, 6 — станина, 7 — приемник эксгаустера; б — расклинивающий нож
Рис. 3. Универсальный круглопильньш станок Ц-5:
1 — станина, 2 — кожух ограждения пильного диска, 3 — рабочий стол, 4 — прорезь в столе, 5 — верхнее ограждение пильного диска, 6 — направляющая линейка, 7 — щиток кнопочного управления, 8 — маховичок подъемного механизма
Рис. 4. Универсальный круглопильный станок Ц-6:
а — неспециализированный вид; б — кинематическая схема механизма настройки:
1 — шпиндель, 2 — стол, 3 — мобильный угольник, 4 — ограждение, 5 — направляющая линейка. 6 — маховичок механизма настройки суппорта пилы по высоте; в — автоподатчик (вид со стороны выхода обрабатываемого материала)
Диаметр пилы 500 мм, число оборотов пилы в 60 секунд 2800, громаднейшая толщина распиливаемой заготовки 130 мм, громаднейшая ширина распиливаемой заготовки 400 мм, скорость резания пилы 73 м/сек, число оборотов электродвигателя в 60 секунд 3000.
Универсальный круглопильный станок Ц-6 с ручной подачей рекомендован для продольного и поперечного распиливания пиломатериалов шириной до 400 мм и толщиной до 130 мм. Станок имеет пильный шпиндель, стол, по которому вручную подается. заготовка, мобильный опорный угольник для перепиливания поперек либо под углом, передвигаемый по сделанному в столе пазу, параллельному пильному диску, и направляющую линейку. Выпивала на нужную высоту устанавливается поворотом маховичка.
На столе установлено ограждение пильного диска, снабжающее безопасность работы. При продольном пилении универсальные станки направляться оборудовать автоподатчиками, снабжающими механизацию подачи заготовок.
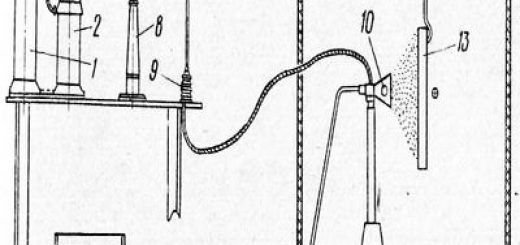
Рис. 5. Установка универсального автоподатчика УПА-3
На круглопильном станке возможно использован и универсальный автоподатчик УПА-3, производимый Курганским заводом деревообрабатывающих станков. Устанавливается он так, что три ролика находятся по одну сторону диска, а три — по другую. Перекоса автоподатчика допускать запрещено, поскольку это может привести к поломке зубьев пилы.
Нажим подающих роликов в зависимости от ширины, длины и твёрдости доски регулируется особыми пружинами, ввиду чего пробук-сования не происходит.
Автоподатчик не только гарантирует рабочего от несчастного случая, закрывая страшную территорию, вместе с тем облегчает труд и повышает производительность.
Направляющая линейка Нечунаева с винтовой рукояткой разрешает скоро установить подачу на любую ширину отпиливаемых брусков безостановочно станка. Ее неподвижная планка 5 из полосовой стали наглухо крепится к крышке стола параллельно пильному диску. Две подвижные железные планки шарнирно соединяются с третьей подвижной планкой из уголковой стали.
К уголку шурупами крепится древесный брусок, что помогает направляющей при продольном пилении. В случае если нужно поменять заданную ширину распиливаемых брусков, направляющий брусок линейки передвигают по столу станка вращением винтовой рукоятки.
Дополнением к мобильной направляющей линейке Нечунаева помогает размерная линейка с метрической шкалой. Крепится она шурупами заподлицо с плоскостью стола, строго перпендикулярно к пильному диску и направляющей линейке. Нулевое деление должно совпадать с правой гранью пропила.
При помощи размерной линейки передвижение направляющей линейки намного ускоряется.
Приспособляя к столу круглопильного станка разные шаблоны, возможно запиливать шипы, выбирать четверти и шпунты и снимать фаски.
Отборка четвертей на дисковой пиле продемонстрирована на рис. 7. Ножи смогут быть различного профиля.
Приспособление для нарезания прямых выборки и шипов проушин продемонстрировано на рис. 8. Настольная подставка собственной опорной частью крепится к столу станка. Угол наклона установочной плоскости к столу выбирают с таким расчетом, дабы линия ре-за была перпендикулярна ребрам заготовки.
Шипы нарезают двумя пилами, установленными на одном валу циркульной пилы, на расстоянии одна от второй, равном толщине шипа.
Проушины выбирают качающейся («пьяной») пилой. Для получения качающейся пилы пильный диск закрепляют между двумя планшайбами наискось к оси вала. Угол наклона пилы к валу принимают таким, дабы за один оборот пильного диска проушина выбиралась всецело.
Приспособление вычислено на обработку в подробности не более двух шипов либо двух проушин. Используется оно кроме этого для запиливания шипов в оконных переплётах и ящиках.
Рис. 6. Направляющая линейка Нечунаева с винтовой рукояткой:
1 — винтовая рукоятка, 2 и 3 — подвижные планки, 4 — направляющий брусок, 5 — неподвижная планка
проушины и Шипы на дисковой пиле запиливают посредством шаблонов.
Рис. 7. Выпиливание на дисковой пиле четвертей: а — первая операция, б — вторая операция, в — неспециализированный вид приспособления; 1 — подкладка, регулирующая глубину пропила по малой стороне четверти, 2 — направляющая линейка с углублением в нижней части, 3 — обрабатываемый брусок
Рис. 8. Приспособление для нарезания прямых выборки и шипов проушин:
1 — заготовка, 2 — обработанная подробность, 3 — опорный брусок, 4 — направляющие бруски, 5 — настольная подставка, 6 — прорезь для пилы
Для выборки на дисковой пиле шпунта используют шаблон, которой складывается из доски с прорезью для диска пилы. Доска прибита гвоздями к брускам так, дабы диск пилы выходил через прорезь на высоту, равную глубине паза. Параллельно диску пилы на расстоянии от диска, равном толщине остающейся стены паза шпунта, прибита направляющая доска. Для более устойчивого положения направляющей доски к ней прибит брусок, скрепленный кроме этого с доской.
Пропил, равный ширине паза, делают за один проход, для чего диск пилы устанавливают так, дабы он делал «восьмерку».
Гребень на простой циркульной пиле получается за четыре прохода.
Для массового производства строганых досок с устройством гребня и паза используют строгальные станки СК-15 и СП-30-1 и другие, трудящиеся со скоростью подачи 15 и 30 м/мин. Наряду с этим уровень качества производимого материала существенно выше. Помимо этого, значительно сокращается расход рабочей силы на исполнение данной операции и уменьшается цена ее.
При малом количестве заготовляемых подробностей либо при отсутствии четырехсторонних строгальных и шипорезных станков для гребня и устройства паза, шипов и проушин применяют фрезерные станки с применением приспособлений шаблонов ножей и соответствующего профиля — фрезы и кондукторов.
Рис. 9. Шаблоны для паза и выборки шпунта на циркульной пиле:
а — для отборки и выборки шпунта разносторонних четвертей: 1 — направляющий брусок, 2 — диск пилы, 3 — брус; б — для того чтобы: 1 — стол пилы, 2 — направляющий брусок, 3 — доска, 4 — диск пилы; в — для того чтобы: 1 — обрабатываемый брусок, 2 — направляющая доска, 3 — стол пилы, 4 — брусок, 5 — доска, 6 — бруски
Рис. 10. Приспособление для резки бобышек:
1 — заготовка, 2 — обработанные подробности, 3 — регулировочный болт, 4 — поворотный упор, 5 — ось упора, 6 — прорезь в салазках, 7— салазки, 8 — направляющие пазы
Для резки бобышек на циркульной пиле используют особое приспособление, воображающее собой салазки с поворотным упором для обрабатываемой заготовки. Один корпус салазок и конец упора имеют сквозные прорези, через каковые проходит регулировочный болт с головкой, утопленной в корпусе салазок. Второй финиш упора посажен на ось. Шарнирная сообщение упора с салазками разрешает устанавливать и закреплять упор под любым углом к пиле.
При изготовлении бобышек упор устанавливают под углом 45°. Прижимая заготовку к упору, подают салазки к пиле и делают первый рез, после этого переворачивают заготовку противоположной кромкой и делают для получения готовой бобышки второй рез. Изготовленные бобышки имеют один угол в 90° и два по 45°.
Приспособление есть универсальным для косых резов и возможно использовано чтобы получить бобышки с любыми углами и других подобных изделий.
Круглопильные станки с механизированной подачей
Не считая круглопильных станков с ручной подачей, имеются круглопильные станки с автоматической подачей, производительность которых многократно выше, а уровень качества обрабатываемых на них подробностей существенно лучше.
Продольный круглопильный станок ЦА с автоматической подачей изображен на рис. 11. Станок имеет вальцово-дисковый механизм подачи материала.
Подающие диски и валики вращаются от пильного вала при помощи разных передач — ременных, цепных и зубчатых. Из плоскости стола перед пилой выступает подающий рифленый валик, а сверху зубчатый диск. За пилой находится такое же устройство — диск и валик.
Поверхность обода этого диска рифленая, а посередине ширины обода по всей окружности имеется валик, делающий роль расклинивающего ножа. Перед передним зубчатым диском подвешены тормозные упоры (упорная гребенка), каковые дают предупреждение выбрасывание распиливаемого материала из станка и снабжают безопасность работы станочника. Для удаления опилок имеется эксгаустерная воронка.
Рис. 11. Продольный круглопильный станок ЦА с автоматической подачей:
1 — станина, 2— отсос, 3 — вкладыш, 4 — подающий механизм, 5 — ограждение пилы, 6 — ограждение привода, 7 — линейка, 8 — рукоятка для движения линейки, 9 — кнопки управления
Круглопильный станок с автоматической подачей ЦА-2 отличается от станка ЦА более закрытой формой конструкции станины. Подача материала осуществляется вальцами от трех-скоростного электродвигателя через цепные передачи и редуктор. На станке установлена когтевая завеса, предотвращающая обратный вылет заготовки, и боковое ограждение пилы.
Помимо этого, на станке предусмотрено торможение пильного вала.
Громаднейшая толщина распиливаемого на станке материала 80 мм, мельчайшая— 10 мм. Громаднейшая ширина отпиливаемого материала 300 мм, а мельчайшая протяженность 665 мм. Скорость подачи 40; 51; 77 м/мин.
Громаднейший диаметр пилы 450 мм. Число оборотов пилы в 60 секунд 2800. Станок рекомендован для продольной распиловки досок и брусков.
Рис. 12. Прирезной станок ЦДК-4 с гусеничной подачей:
1 — станина, 2 — стол, 3 — гусеница, 4 — пильный диск, 5 — суппорт нажимных вальцов, 6 — маховички установки по высоте пильного суппорта, 7 — маховичок установки по высоте суппорта нажимных роликов, в —кнопочная станция, 9 — упоры, предотвращающие выбрасывание заготовки и обрезков из станка, 10 — направляющая линейка
Однопильный прирезной станок ЦДК-4 с гусеничной подачей имеет пильный диск, расположенный сверху. На этом станке возможно распиливать доски, планки, щиты и бруски. Материал к пильному диску подается гусеничным конвейером, снабжающим прямолинейность пропила. Прижимается материал к конвейеру особыми роликами, расположенными в суппорте. Положение суппорта регулируют в зависимости от толщины материала маховичком. Выпивала приводится во вращение от личного электродвигателя.
Маховичок предназначается для движения пильного диска по вертикали. На столе имеется линейка 10 для направления материала. Ее возможно установить на ширину доски слева и справа от пилы. Станок снабжен защитным приспособлением, расположенным под конвейером, со стороны рабочего.
Громаднейший диаметр пилы 400 мм, число оборотов пилы в 60 секунд 3000, скорость подачи материала 15; 22,5; 30; 45 м/мин. При скоростном пилении скорость резания возможно повышена от 50 до 100—150 м/сек. При таковой повышенной скорости резания не разрешается использовать узкие пилы.
По типажу деревообрабатывающего оборудования НИИ деревообрабатывающего машиностроения (НИИдревмаш) на 1961 —1965 гг. предусмотрен серийный выпуск прирезного многопильного станка с ныряющей гусеницей модели ЦДК-5. Станок данный компактен по своим габаритам и владеет высокими скоростями подачи и резания. Ширина доски до 400 мм, скорость подачи при одной пиле 50, при трех пилах 20, а при пяти пилах 10 м/мин. Мощность 14 кет, вес 2,2 т.
Подготовка инструмента к работе
Пильный диск время от времени имеет неровности в виде впадин и выпуклостей, каковые легко найти, в случае если приложить к нему линейку. Дабы выправить диск, его кладут на ровную железную плиту либо наковальню и тяжелым молотком очень сильно бьют около выпуклости. От ударов металл вытягивается, и неровность исчезает. Одновременно с этим направляться учитывать, что вогнутость средней части (тарельчатость) диска должна быть сохранена.
Сглаживают зубья дисковой пилы и их заточку создают на заточных станках разных конструкций и на заточных полуавтоматах. По окончании заточки пилу легко протирают промасленной тряпкой.
Зубья пилы с плоским диском по окончании заточки разводят. Развод зубьев выпивал содержится в поочередном отгибании вершин зубьев в обе стороны. Величина развода-в главном зависит от характера распиловки, влажности и породы древесины и должна быть не более половины толщины пильного диска.
Разводят зубья выпивал как вручную разводками, так и на станках. Станок РЗП — один из станков последних современных моделей— рекомендован для развода круглых выпивал диаметром до 1000 мм. Правильность развода контролируют приборами и специальными шаблонами.
Громаднейшую точность при проверке дают индикаторные устройства-разводомеры.
Зубья строгальных выпивал и выпивал, оснащенных пластинками из жёсткого сплава, не разводят. Они поставляются в совсем подготовленном для работы виде с заточенными и доведенными зубьями. Перед установкой на станок с них направляться только удалить предохранительное антикоррозийное покрытие.
Пилы с плоским диском поступают от фабрик-поставщиков с неразве-денными и незаточенными зубьями. Вследствие этого каждую новую пилу на деревообрабатывающем предприятии нужно заточить и развести. Особенно трудоемка подготовка выпивал с косой заточкой зубьев для поперечной распиловки.
Рис. 13. Установки для реставрации дисковых выпивал
В ходе работы выпивала должна иметь достаточную устойчивость. Исходя из этого величина осевого биения ее режущего венца допускается не более 0,5 мм, радиального — не более 0,05 мм. При наладке пилы и правильной заточке обработанные плоскости подробностей получаются весьма чистыми.
При реставрации круглых и рамных выпивал толщиной до 3 мм для насечки на них новых зубьев используется ручной выпивало-штамп ПШ-3. Состоит он из чугунной станины и вала. С одной стороны в направляющих станины расположен ползун с ножницами, а с противоположной стороны — ползун, в котором крепится пуансон. Матрица пилоштампа укреплена на площадке, составляющей одно целое со станиной.
Поворот эксцентрикового вала производится долгим рычагом, что укреплен без движений в средней части вала. Для насечки зубьев выпивал штамп устанавливают так, дабы пуансон, укрепленный в ползуне, при повороте рычага вошел в отверстие матрицы, расположенной на станине. Этим достигается правильное их совпадение. По окончании проверки совпадения матрицу совсем закрепляют в гнезде установочными винтами.
Перед нажатием рычага при обрезании изношенного зуба либо нарезании нового приспособления для поддержания круглых выпивал и регулирующий угольник устанавливают в зависимости от диаметра выпивал и переднего угла зубьев, и от желаемого шага насекаемых зубьев.
Для ремонта круглых и рамных выпивал толщиной до 5 мм используется кроме этого пилоштамп приводной ПШП, конструкция станка закрытая, с размещением приводного механизма в станины. Это придает станку жесткость и виброустойчивость и удовлетворяет требованиям техники безопасности. На пилоштампе имеется делительный механизм, снабжающий насечку зубьев дисковых выпивал в соответствии с ГОСТ 980—53 без предварительной разметки.
Вращение выпивал производится вручную и фиксируется.
Для подачи распиливаемых брусков используют разные толкатели. Это снабжает безопасность работы на Циркульных пилах.
При продольном распиливании маленьких подробностей на круглой пиле используется ограждение конструкции Тореева. Основанием ограждения помогают стойки из угловой стали, к каким прикреплены задняя и передняя оси.
На передней оси установлены на шарнирах левый и правый секторы с зубьями. На данной же оси крепится кроме этого рамка для ограждения задней части диска пилы.
Рис. 14. Предохранительные толкатели:
а — усовершенствованный толкатель с железным предохранителем, б — толкатель, вмонтированный в направляющую линейку
Рис. 15. Ограждение круглых выпивал при продольном распиливании древесины:
1 — противовес. 2 — задняя ось, 3 — нижний угольник, 4 — рамка, 5 — соединительный сектор, 6 — левый сектор. 7 — колпак, 3 — передняя стойка, 9 — передняя ось, 10 — правый сектор, 11 — кольцо сектора, 12 — втулка рамки, 13 — ограничитель колпака
Колпак, закрывающий переднюю и верхнюю части пилы, укреплен на задней оси и уравновешен противовесом. Для крепления осей ограничителя и устойчивости ограждения колпака задняя оси и передняя соединены сектором. С подачей материала на диск пилы колпак от легкого толчка поднимается и позволяет пройти материалу.
При соприкосновении материала с пилой зубчатые секторы, размещенные в передней части пилы, мешают обратному выбрасыванию заготовки. Это позволяет распиливать заготовки малой длины. Задняя часть пилы всегда закрывается оградительной рамкой, а при распиливании ограждение машинально всецело закрывает диск пилы.
При заклинивания материала зубьями сектора нужно легко надавить рукой на выступающие верхние части.
Рис. 16. Организация рабочего места у продольного кругло-пильного станка
Благодаря твёрдому креплению на качающейся втулке колпак при работе на станке не вибрирует и позволяет делать ограждение относительно узким — до 20 мм.
Ограничитель разрешает колпаку и задней оградительной рамке подниматься лишь на заданную толщину распиливаемого материала.
Для поддержания длинномерных лесоматериалов при обработке на циркульных пилах используют древесные либо железные роликовые подставки.
Для рациональной организации рабочего места расстояние между двигателем и пильным валом нужно уменьшить, а стол станка со стороны подсобного рабочего удлинить на 0,5—0,6 м, поместив под ним электродвигатель. Доски, идущие на раскрой, необходимо положить с правой стороны. Это сократит время на перемещение их из штабеля на стол.
Удлиненная панель стола, поддерживая заготовки от перевеса, сокращает утомляемость рабочего.
Боковые поверхности пильных дисков должны быть ровными и не иметь трещин. В круглых и ленточных пилах не допускается отсутствие двух либо более зубьев, расположенных рядом. В любых ситуациях круглые пилы должны быть отбалансированы.
При продольной распиловке на однопильном станке сзади пилы в одной плоскости с нею устанавливается расклинивающий нож. Высота ножа над столом станка не должна быть менее высоты верхних зубьев пилы, а расстояние между заостренной частью ножа и задними зубьями пилы любого диаметра не должно быть больше 10 мм. Крепление ножа должно снабжать стремительную и легкую перестановку его при смене пилы, и обеспечивать постоянное нахождение ножа в плоскости пропила.
Независимо от применения расклинивающих ножей на станках спереди и позади выпивал нужно устанавливать предохранительные упоры.
Направляющая линейка обязана легко перемещаться по столу, устанавливаться параллельно пильному диску, легко и прочно закрепляться в требуемом положении и снабжать такое закрепление, которое исключает возможность заклинивания распиливаемого материала.
Нижняя, нерабочая часть выпивал (под столом) при отсутствии эксгаустерной установки обязана закрываться целым ограждением либо двумя щитками.
Нужно, дабы окружная скорость зубьев пилы при продольной распиловке составляла не меньше 50 м/сек.
Диаметр выпивал у всех станков должен быть таким, дабы верхние зубья выступали над поверхностью обрабатываемого материала не меньше чем на 50 мм.
Запрещается в один момент распиливать пара заготовок пачкой без особого приспособления, снабжающего прижим их к направляющей столу и линейке.
При работе на круглопильных станках с ручной подачей щель для пилы в столе станка должна быть не более 10 мм. Распиливать материал меньше 300 мм либо уже 30 мм без применения особых шаблонов запрещается. Деление на дощечки хвойных досок толщиной не более 100 мм, а лиственных не более 80 мм допускается только при наличии устройств, прижимающих распиливаемый материал к линейке и к столу, и при условии применения толкателя.
При работе на круглопильных станках гусеничной подачей пильный диск со стороны рабочего в обязательном порядке ограждается подвижными щитками автоматического действия, каковые в один момент предотвращают выброс распиливаемого материала в сторону от пилы.