Малоразмерный инструмент
Спиральные сверла. Для сверления отверстий в изделиях из тёмных и цветных металлов применяют стандартные малоразмерные спиральные сверла диаметром от 0,1 мм, с утолщенным цилиндрическим хвостовиком, изготавливаемые из стали Р18 ГОСТ 8034—67.
Рабочая часть сверла диаметром до 0,7 мм должна быть закалена до твердости HRC 59—62, а сверл диаметром более чем 0,7 мм — HRC 60—63. Радиальное биение на всей рабочей поверхности сверла по отношению к оси хвостовика у сверл диаметром от 0,1 до 0,6 мм не должно быть больше 0,02 мм, а у сверл диаметром более чем 0,6 мм—0,03 мм.
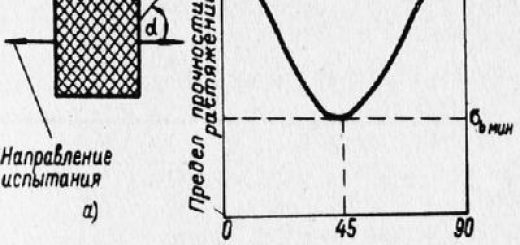
Большое влияние на стабильность режущих особенностей и стойкость спиральных сверл оказывают их конструктивные и геометрические параметры: толщина сердцевины К, двойной угол 2ср в плане и задний угол а. Установлено, что при обработке конструкционных углеродистых сталей оптимальными значениями этих параметров являются толщина сердцевины /С = (0,22-f—: 0,24) d\ двойной угол в плане 2
Кроме спиральных сверл с утолщенным хвостовиком взяли распространение спиральные сверла с цилиндрическим хвостовиком (рис. 33, б) ГОСТ 10902—64. Сверла производят с правой и левой спиралями.
Хвостовик имеет два выполнения: I и II.
Номинальные размеры диаметров этих сверл начинаются с величины 0,25 мм и возрастают через каждые 0,05 мм до 1,0 мм. Угол заточки этих сверл равен 2ср = 118”-20.
Для сверления отверстий диаметром 0,215 мм и выше смогут быть использованы спиральные сверла с утолщенным хвостовиком, изготовляемые из жёсткого сплава ВК20М. Использование твердосплавных сверл самый действенно при сверлении изделий из гетинакса, текстолита и других полимерных материалов.
")
Рис. 1. Малоразмерные сверла
Допуск на диаметр в сверлах до размера 0,83 мм образовывает 0,005 мм; для сверл диаметром 1,0 мм — 0,01 мм. При работе твердосплавными сверлами направляться иметь в виду их хрупкость. Исходя из этого не нужно допускать перекоса инструмента, ударных нагрузок и громадных крутящих моментов.
Пушечные и перовые сверла. Для получения малых отверстий со строго вертикальной геометрической осью употребляются пушечные сверла, изготовленные из жёсткого сплава ВК6М.
При сверлении пушечным сверлом размер отверстия, его концентричность и прямолинейность получаются существенно правильнее, чем при сверлении спиральным сверлом. Помимо этого, малые подачи и большие скорости вращения, используемые при сверлении пушечными сверлами, содействуют получению более большого качества поверхности. Это исключает, в большинстве случаев, необходимость в дополнительных операциях, к примеру, в развертывании отверстий, как это требуется при сверлении спиральными сверлами.
Лучшая концентричность отверстий, достигаемая при обработке пушечным сверлом, разрешает исключить операции обточки наружной поверхности либо бесцентрового шлифования, нужных при сверлении внутреннего отверстия спиральным сверлом. Преимущества пушечных сверл проявляются самый полным образом при обработке глубоких отверстий. Наряду с этим направляться учитывать длину рабочей части пушечного сверла.
Цена спиральных сверл в большинстве случаев ниже стоимости пушечных, что есть серьёзным при сверлении отверстий нестандартных размеров, каковые сначала сверлятся спиральными сверлами стандартных размеров, а после этого доводятся до требуемого размера разверткой, которую возможно перешлифовать на необходимый размер. При обработке таких отверстий пушечными сверлами приходится использовать особое пушечное сверло либо по окончании сверления отверстия нормализованным пушечным сверлом переставлять изделие на другой станок для развертывания отверстия. При сверлении пушечными сверлами нужны устройства для подачи смазочно-охлаждающей жидкости (СОЖ) в зону обработки под большим давлением, в связи с чем наладочное время при работе на станках со спиральными сверлами немного меньше, поскольку нет необходимости регулировать давлением СОЖ при сверлении.
При необходимости сверления отверстий диаметром меньшим либо громадным, чем указано в рядах диаметров сверл, применяют перовые сверла из стали Р18. Перовые сверла имеют плоскую форму сечения рабочего лезвия. По мере приближения к хвостовику сверла толщина пера возрастает.
Перовые сверла возможно изготовить в условиях завода без применения особого оборудования.
Изюминкой перовых сверл есть относительная простота их изготовления. В большинстве случаев для сверления отверстий, равных 0,05 мм и родных к этому размеру, используют перовые сверла. Работа перового сверла зависит от толщины К пера. Для повышения прочности перового сверла направляться толщину пера брать максимальной.
Но нужно иметь в виду, что, чем толще перо К, тем дальше от центра обрабатываемого отверстия уходят режущие кромки и ухудшается работа сверла.
Для уменьшения трения сверла о стены обрабатываемого отверстия перовым сверлом, предназначенным для глубокого сверления, их рабочей части придают обратную конусность. Величина конусности равна 1 : 200. У сверл диаметром менее 0,2 мм обратная конусность не делается.
В часовой и приборостроительной индустриях используют нормализованные перовые сверла с цилиндрическим хвостовиком, маленькие и долгие перовые сверла с утолщенным цилиндрическим хвостовиком. Изготавливают эти сверла из стали Р18. Минимальный нормализованный размер перовых сверл с цилиндрическим хвостовиком равен 0,2 мм.
Минимальный нормализованный размер маленьких перовых сверл с цилиндрическим утолщенным хвостовиком равен 0,12 мм с повышением каждого следующего размера на 0,02 мм до 0,98 мм. Перовые маленькие сверла используют для сверления отверстий по кернам, для рассверливания отверстий, т. е. в любых ситуациях, в то время, когда сверление производится без кондукторных втулок.
Для увеличения износостойкости перовых сверл сейчас для их изготовления применяют жёсткие сплавы. На данный момент отечественной индустрией выпускаются перовые сверла с утолщенным цилиндрическим хвостовиком из жёсткого сплава ВК8М.
К значительным недочётам перовых сверл относятся: а) наличие громадных отрицательных передних углов, что увеличивает упрочнение резания и крутящий момент; б) отсутствие спиральных
канавок, что затрудняет выход стружки и есть одной из обстоятельств создания громадных отрицательных передних углов; в) неточное направление сверл в отверстии.
Заточка спиральных сверл есть важной операцией, поскольку их рабочую часть тяжело разглядеть невооруженным глазом. Заточку малоразмерных сверл рекомендуется создавать не вручную, на точиле, а на особых заточных станках, применяя приспособления.
Перед заточкой сверло крепят в особой оправке, складывающейся из державки, винта и цанги. Техника заточки сводится к тому, что сверло, укрепленное в оправке, укладывается в призму, наклоненную по отношению к шлифовальному кругу под определенным углом. Для наблюдения за процессом заточки на рабочем месте устанавливают микроскоп.
Угол наклона плиты, на что устанавливают призму, зависит от места соприкосновения сверла с периферией шлифовального круга. Эту величину выбирают так, дабы при вершине сверла получался требуемый угол. Расстояние поворотной плиты от шлифовального круга возможно установлено передвижением плиты.
Рис. 2. заправка и Заточка сверл
Требуемый задний угол устанавливают поворотом стола. На станке предусмотрено приспособление для правки круга под таким углом, дабы устанавливать рабочий стол при заточке горизонтально. При заточке оправку совместно со сверлом, закрепленным в ней, продвигают по пазу к шлифовальному кругу.
Оправку направляться ориентировать так, дабы режущая кромка размешалась горизонтально. При заточке нужно следить, дабы размещение режущей кромки соответствовало чертежу, а на поверхности сверла не было прижогов.
Во многих случаях появляется необходимость сверления отверстий в узком листовом материале.
При сверлении глубоких отверстий во многих случаях недостает длины стандартных сверл. Исходя из этого для повышения длины сверл наращивают их нерабочую часть. Но наряду с этим очень тяжело выдержать соосность стержня и сверла.
Для обеспечения более высокой соосности при пайке помогает приспособление, складывающееся из основания, двух скоб, соединенных с ним болтами, и четырех колодок, каковые всегда поджимаются к основанию пружинами. В нижней плоскости колодок и в основании прорезаны строго соосные пазы по размерам стержней и свёрл. Сверло и наращиваемый стержень укладывают в пазы так, дабы их геометрические оси совпадали.
В точке соприкосновения А создают их пайку.
Алмазные сверла. Для сверления малых отиерстий в изделиях из жёстких сплавов, минералокерамики и стекла используют алмазные сверла. Для изготовления алмазных сверл применяют цельные монокристаллы природных алмазов весом до 0,5 карата. Монокристал усиливают в железной державке и ориентируют довольно ее оси.
Сейчас для того чтобы изготовить обеспечивающую все шире используют алмазоносные пластины, бриллианты на каковые нанесены гальваническим методом.
Одно из таких сверл приведено на рис. 3, а. Сверло складывается из железной державки. В торце рабочей части державки сделан продольный паз, дно которого имеет криволинейную поверхность. Режущая часть сверла выполнена из алмазоносной пластины. Конструкцией сверла предусмотрен паз, глубина которого со стороны рабочего торца больше половины диаметра. При таковой конструкции сверла стержень, образующийся в ходе сверления, будет ломаться.
Сверление алмазными сверлами создают со скоростью вращения 30— 60 тыс. об/мин.
Рис. 3. Алмазные сверла
На рис. 3, б продемонстрировано алмазное сверло пара другой конструкции. Сверло складывается из ступенчатого стержня, утонченный финиш которого выполнен эксцентрично со смещением е. На ступенчатую поверхность электрохимическим способом нанесены алмазоносные слои.
Сверло прошлифовано по наружному контуру до правильного размера диаметра и имеет продольный паз.
Для сверления отверстий диаметром 0,5 мм и более в изделиях из стекла, металла и минералокерамики используют перфорированные сверла из природных синтетических алмазов. Корпуса сверл изготовляют из тонкостенных латунных либо никелевых трубок. На одном финише трубки нанесена перфорация в виде совокупности отверстий малого диаметра.
На перфорированной части гальваническим способом наносят бриллианты, покрывающие наружную и внутреннюю стены трубки, и стены отверстий перфорации. Преимуществом таких сверл есть действенное охлаждение территории обработки охлаждающей жидкостью. свёрла и Длину устанавливают в зависимости от условий обработки.
Стойкость малоразмерных сверл. Малоразмерные сверла равно как и сверла громадных диаметров, выходят из строя по большей части в следствии появления износа.
направляться иметь в виду, что темперамент износа в ходе работы малоразмерных сверл в отличие от громадных происходит в основном по участкам задней поверхности, прилегающим к поперечной кромке.
На рабочей части сверл не должно быть обезуглероженного слоя. Сверло, имеющее поменянный поверхностный слой, в следствии некачественной заточки выкрашивается сходу при врезании, а после этого скоро садится.
Аварийные же поломки сверл являются следствием недостатков изготовления либо неправильной эксплуатации. Они смогут быть позваны недостаточной точностью сверлильного станка, повышенным биением при закреплении сверла в патроне и т. д.
Совершённые опробования работы малоразмерных сверл без предварительной выверки на биение (что соответствует работе сверл в настоящих условиях) продемонстрировали их малую стойкость. Сверла диаметром 0,5 мм из стали Р18 рядовой продукции, взятые в случайном порядке, ломались, не достигнув установленного критерия яатупления, равного 0,12 мм.
Время безотказной работы в этом случае при той же возможности составило 100 отверстий.
Исследования продемонстрировали, что в следствии предварительной выверки сверл по биению их средняя стойкость увеличилась в 19 раз, а надежность в 38 раз. При сверлении малых отверстий направляться иметь в виду следующее:
1. Температура резания для малоразмерных сверл подчиняется тем же закономерностям, что и для громадных, но при простых производственных режимах сверления малоразмерные сверла действующий при более низких температурах.
2. Допустимый износ для малоразмерных сверл намного меньше, чем для сверл средних размеров, исходя из этого температура резания, которая прежде всего определяет износ, обязана для них поддерживаться на более низком уровне, чем для громадных сверл.
3. Малоразмерные сверла подвержены более высоким напряжениям продольного изгиба, чем сверла средних размеров, для которых продольный изгиб при обычной длине сверла играется малого роль. Исходя из этого повышенный крутящий момент либо повышенная подача смогут привести к стремительной поломке сверла. Из этого направляться необходимость подачи и скорости значительного уменьшения резания с уменьшением диаметра сверла.
4. Чем меньше подача и диаметр сверла, тем больше часть составляющей трения в удельной силе резания если сравнивать с долей, обусловленной напряжением сдвига в плоскости сдвига.
5. Чем меньше подача и диаметр сверла, тем большее влияние оказывают газы и смазочно-охлаждающая жидкость (СОЖ) на составляющую трения удельной силы резания и тем самым на стойкость инструмента.
6. С повышением удельной силы резания пропорционально изменяется температура резания, значительно уменьшается стойкость, возрастает склонность к наростообразованию и свариванию. Имеет место кроме этого ухудшение размерной точности отверстий.
7. Кроме того незначительное изменение состава окружающей атмосферы может привести к значительным трансформациям стойкости сверл. Обстоятельством этому есть образование промежуточных слоев (оксидных, нитридных и др.), воздействующих на условия трения и на свариваемость трущихся поверхностей.
8. Уменьшение шероховатости задней поверхности, ленточки либо поверхности стружечных канавок, и изменение профиля поперечного сечения сверла в значительной мере воздействуют на стойкость.
9. Независимо от того, оказывают ли влияние на стойкость инструмента атмосферные условия либо форма самого инструмента, одним из основных средств улучшения стойкости малоразмерных сверл есть уменьшение трения в ходе резания.
Использование смазочно-охлаждающих жидкостей при сверлении. При сверлении отверстий в изделиях из углеродистых и жаропрочных, инструментальных и легированных сталей использование смазочно-охлаждающих жидкостей есть необходимым условием понижения величины трения между материалом и сверлом и обеспечения удовлетворительной шерохсватости поверхности.
При сЕер-лении нержавеющих и легированных сталей имеет место налипание и наволакивание железной стружки, выделяется большое количество тепла, очень нередки поломки сверл. Вследствие этого сверление реализовывают при низкой скорости вращения и с достаточно хорошим охлаждением. В практике взяли распространение следующие СОЖ: олеиновая кислота, подсолнечное, веретенное, касторовое, минеральные масла.
На данный момент созданы новые комплексные смазки — 32К и 35 на масляной базе с добавлением хлорированного парафина, серосодержащих присадок, других компонентов и сульфатов, и многокомпонентная эмульсия, содержащая хлористый калий, мыльный клей и ингибиторы коррозии. Сравнительные опробования стойкости сверл при сверлении отверстий в жаропрочной стали ЭИ 835 продемонстрировали разную эффективность смазок. Наряду с этим за сравнительную стойкостную чёрта, при всех других равных условиях, было принято среднее количество просверленных отверстий (либо соответственно средняя суммарная глубина просверленных отверстий в мм), обработанных последовательно при применении разных СОЖ- Результаты сравнительных опробований приведены в табл. 5.
Как видно из приведенных данных, при сверлении отверстий смазка 32К снабжает увеличение стойкости сверл если сравнивать с касторовым маслом, смазкой и олеиновой кислотой 35 в 1,8— 2,1 раза. Прекрасные результаты дает кроме этого многокомпонентная эмульсия, снабжающая увеличение стойкости по сравнению с другими смазками (не считая смазки 32К) соответственно в 1,3— 1,5 раза. Смазка 32К снабжает получение более высоких результатов стойкости сверл при сверлении наклонных отверстий.
Так, в среднем стойкость сверл с применением смазки 32К если сравнивать с касторовым маслом возрастает в 2 раза. Очень перспективным есть использование аэрозольных смазочно-охлаж-дающих веществ. Поставка их осуществляется в аэрозольных контейнерах, из которых они подаются посредством распылителей в зону обработки.
Наряду с этим на обрабатываемой поверхности железного изделия создается антифрикционная пленка, снабжающая хороший эффект при сверлении, нарезании и развёртывании наружной и внутренней резьбы.
Во многих случаях в нержавеющую сталь с целью улучшения ее обрабатываемости додают микроприсадки •— сурьму, другие элементы и свинец. Присутствие их в стали формирует благоприятные условия для смазки сверла, поскольку благодаря выделяющегося при сверлении тепла свинец и сурьма, имеющие низкую температуру плавления, плавятся и смазывают сверло.
Малоразмерные развертки. Для обработки точных отверстий с предельными отклонениями по А, А2а, А3, А4 используют цилиндрические малоразмерные развертки с утолщенным цилиндрическим хвостовиком. Для обработки конических отверстий используются конические развертки.
В развертках, изготовляемых централизованным методом, угол наклона режущей части равен 15° для обработки отверстий в изделиях из вязких материалов. Для обработки отверстий в изделиях из хрупких материалов он равен 5°. Развертки диаметром менее 0,2 мм допускается делать однозубыми (полукруглого сечения). Развертки изготавливают из стали марок У10А, У12А, 9ХС, Р18.
Твердость рабочей поверхности их должна быть в пределах HRC 58—62 у разверток диаметром до 0,5 мм и HRC 59—63 — у разверток диаметром более чем 0,5 мм. Наличие обезуглероженного слоя, трещин, заусенцев, выкрошенных мест, следов коррозии не допускается.
Минимальный диаметр стандартных разверток 0,1 мм.
В большинстве случаев отверстия под развертку делают с припуском на диаметр от 0,01 до 0,05 мм в зависимости от размера развертки. Наряду с этим для каждого размера развертки берут прошлый размер сверла. В качестве СОЖнаиболее обширно применяют жидкость следующего состава: 5%-ный (по весу) водный раствор эмульсола, осерненное, сурепное масло, олеиновая кислота и т. д.
Опыт говорит, что чтобы получить отверстия 1-го класса точности нужно использовать развертки повышенной динамической устойчивости с шарнирным креплением их на станке. Высокий уровень качества поверхности отверстия обеспечивается малой машинной подачей и рекомендуемыми СОЖ; высокая точность обработки — скоростью резания порядка 0,05 мм/с.