Модельно-опочная оснастка
В набор модельно-опочной оснастки входят модели, модельные плиты, стержневые коробки, опоки, сушильные плиты для стержней, приспособления для контроля стержней, форм и др.
Модели и стержневые коробки. Модели и стержневые коробки изготовляют из дерева, металла, пластмасс и значительно реже из вторых материалов. Выбор материала зависит, в главном, от условий производства, числа изготовляемых требований и отливок, каковые предъявляют к отливке в отношении чистоты поверхности и точности размеров.
Конструкция моделей (стержневых коробок) Обязана снабжать равномерное быстрое удаление и уплотнение смеси модели из формы (стержня из коробки) без разрушения. Поверхности моделей (стержневых коробок) шепетильно обрабатывают, что снабжает получение чистых и ровных рабочих поверхностей формы (стержня).
При конструировании моделей (стержневых коробок) учитывают припуски усадки и величину металла на механическую обработку отливки, исходя из этого размеры модели больше размеров отливки. Линейная усадка металла выражается в процентах и колеблется в больших пределах для различных сплавов: чугуна 0,8-1,2%; углеродистой стали 1,5-2%; бронзовых-1,0-1,5%; алюминиевых 1,5-2%.
Исходя из этого при изготовлении моделей пользуются так называемым усадочным метром. Каждое деление усадочного метра больше обычного на величину усадки металла, к примеру, для сплава с усадкой 2% протяженность метровой линейки образовывает 1020 мм. При изготовлении модели усадочный метр разрешает не пересчитывать указанные на чертеже размеры отливки.
")
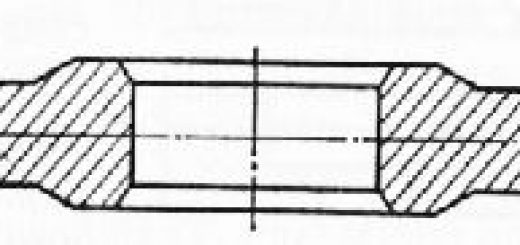
Рис. 1. Типы стержневых фиксаторов: а — кольцевой; б — с одним срезом
Величина формовочных уклонов зависит от материала, высоты модели (коробки) и метода формовки. Величина уклонов древесных моделей образовывает 1-3°, железных — при формовке ручной 1-2° и машинной 0,5-1°. Уклоны стержневых знаков верхних 5-10°, нижних 3-7°.
Стержни устанавливают в форме на символах, размеры и конфигурация которых зависят от габаритных размеров и формы стержня. Символы должны снабжать верное и устойчивое положение стержней в форме, исходя из этого знаковые части делают с фиксаторами (рис. 1).
Опоки в большинстве случаев изготовляют из серого чугуна, стали, алюминиевых и магниевых сплавов. Металлические опоки более прочные и долговечные, чем чугунные. Алюминиевые опоки существенно легче чугунных и металлических, весьма эргономичны в работе, но менее твёрды.
Опоки из магниевых сплавов являются самые лёгкими и достаточно прочными, но дорогими. По конфигурации опоки бывают прямоугольными (рис. 2, а), круглыми (рис.
2, б) и реже фасонными.
В зависимости от веса и размеров опоки делятся на ручные и крановые. К ручным опекам (рис. 2) относят опоки, вес которых вместе с уплотненной формовочной смесью не превышает 50 кг. Для транспортировки опоки снабжают двумя либо четырьмя ручками. Крановые опоки (рис.
2, в) обслуживаются подъемными механизмами.
Опоки изготовляют литыми либо сварными. Помимо этого, опоки изготовляют цельнолитыми либо сборными. В последнем случае их собирают из отдельных литых стенок, соединяемых болтами. Сварные опоки изготовляют из заготовок (металлической полосы, проката особого профиля) с последующим соединением сваркой.
Эти опоки эргономичны в работе, достаточно прочны и стойки.
Для облегчения выхода газов из форм в стенках опоки делают отверстия, именуемые вентиляционными. Для удержания уплотненной смеси в крупных опоках и средних предусматривают внутренние ребра (крестовины).
Рис. 2. Опоки: 1 — ручки; 2 — цапфы; 3 — ребра жесткости
Опоки при сборке соединяют с помощью втулок и центрирующий штырей. Втулки в большинстве случаев делают в нижних опоках, штыри — в верхних. При сборке форм штыри верхней опоки входят во втулки нижней.
Время от времени и верхнюю и нижнюю опоки снабжают втулками. В этом случае опоки соединяют штырями, входящими во втулки верхней и нижней опок.
Дабы предотвратить поднятие верхней формы давлением жидкого металла, полуформы скрепляют либо нагружают. В массовом производстве самый распространен метод крепления опок скобами либо нагружением. В единичном и мелкосерийном производствах опоки скрепляют штырями с клином либо болтами с гайкой.
Для данной цели опоки имеют особые приливы под скобы либо платики с отверстиями под болты.
В набор литейной технологической оснастки входят сушильные плиты для стержней, наполнительные рамки, шаблоны для стержней размеров и контроля формы, Другие сборки приспособления и правильности формы.
В единичном и мелкосерийном производствах небольших и средних отливок используют стержневые ящики и деревянные модели. При машинной формовке применяют модельные плиты с древесными либо железными моделями, закрепленными на вкладышах. Пара небольших моделей монтируют сходу с помощью вкладышей на одной плите.
Подобная модельная плита с различным комплектом вкладышей приведена на рис. 3.
Такие плиты именуют быстросменными, они находят все большее использование во многих литейных цехах.
В крупносерийном и массовом производствах отливок применяют в главном стержневые ящики и металлические модели, а кроме этого модели из пластмасс.
Железные модели имеют если сравнивать с древесными следующие преимущества: долговечность, высокую точность и чистую рабочую поверхность. Их используют при машинной формовке. Конструкция этих моделей должна быть до большой степени упрощена, кроме того за счет повышения числа стержней, поскольку при машинной формовке нельзя использовать приемы ручной формовки, разрешающие сократить число стержневых коробок благодаря усложнения конструкции модели.
При повышении числа стержней существенно возрастает число размерных связей между стержневыми ящиками и моделями.
Рис. 3. Многопозиционная модельная плита: 1 — плита-рамка; 2 — модель отливки; 3 — модель питателя; 4 — штырь; 5 — модель стояка; 6 — модель шлакоуловителя; 7 — вкладыш
Повышенные требования, предъявляемые к качеству и точности изготовления железных плит и моделей, разъясняются более твёрдыми требованиями к отливкам в отношении точности размеров (уменьшения припусков на облегчения процесса и механическую обработку сборки и т. д.). Для этого увеличивают точность модельных плит и изготовления моделей, точность центрирования отдельных узлов и элементов оснастки, а кроме этого повышают надежность крепления их на плитах.
стержневые ящики и Деревянные модели в зависимости от предъявляемых к ним требований дробят на три класса прочности.
Модельные наборы 1-го класса прочности предназначены для долгого применения: 2-го класса прочности — для периодического; 3-го класса — для единичных неответственных, несложных отливок.
В модельном производстве самый обширно применяют для моделей сосну, ольху, бук, липу, ясень.
Сосна есть самым недорогим материалом. Из нее делают средние и стержневые ящики и крупные модели, обработанная поверхность моделей получается шероховатой.
Из ольхи делают мелкие модели и средние, находящиеся непрерывно в работе. Обработанная поверхность их получается ровной.
Очень прочные модели изготовляют из бука и ясеня.
Липа не владеет громадной твердостью, исходя из этого из нее изготовляют модели, предназначенные чтобы получить небольшое число отливок.
Процесс изготовления древесных моделей (рис. 4) и стержневых коробок складывается из следующих операций: исполнения в натуральную величину чертежа отливки со знаковыми частями и т. п. по усадочному метру и тщательной обработки отдельных частей (заготовок) модели, сборки модели из частей склеиванием либо вторыми методами соединений (к примеру, вязкой); окраски и контроля модели.
стержневые ящики и Металлические модели изготовляют из алюминиевых сплавов, чугуна, стали, латуни, латуни. Алюминиевые сплавы, имеющие малую плотность и легко поддающиеся механической обработке, самый обширно используют для изготовления моделей и небольших модельных плит. Алюминиевые модели не окисляются, по окончании обработки покупают ровную поверхность.
Недочёт алюминиевых моделей — низкая износостойкость, что особенно принципиально важно в массовом производстве.
Чугунные модели прочны, недороги, прекрасно обрабатываются и по окончании обработки имеют ровную рабочую поверхность. Стойкость этих моделей существенно выше алюминиевых. Недочёты чугунных моделей — окисляемость и большая масса.
Металлические модели изготовляют из поковок либо проката, в главном механической обработкой.
Поверхность медных и латунных моделей по окончании обработки весьма ровная. Модели не окисляются, приобретаемый с них отпечаток есть наилучшим по качеству. Но эти модели существенно тяжелее чугунных и металлических моделей.
Медные и латунные модели используют для изготовления маленьких сложных отливок.
Конструкция железной модели должна быть легкой и достаточно твёрдой. Этому требованию удовлетворяют облегченные модели (пустотелые) с ребрами жесткости, расположенными во внутренней полости.
Процесс изготовления железных моделей складывается из следующих операций: исполнения чертежа модели; изготовления Древесной модели (промодели), предназначенной для получения железной модели; изготовления железной модели; механической ее обработки; монтажа модели на плите; отладки и контроля железной модельной оснастки.
Рис. 5. Древесная модель: 1 — знаковые части; 2 -отъемная часть
Размеры древесной модели (промодели) для отливки железных моделей увеличивают на усадку материала отливки и материала модели. Промодель делают с учетом припусков на обработку железной модели. Изготовление других деталей и моделей набора не отличается от изготовления простых фасонных отливок.
Отливка модели должна быть плотной, без усадочных и газовых раковин (особенно в территории обрабатываемых поверхностей), помимо этого, совершенно верно соответствовать заданным размерам.
Рис. 6. Древесные стержневые коробки: а — с горизонтальным разъемом; б — с вертикальным; в — сборный
Рис. 7. Железные стержневые коробки: а — вытряхной; б — с вертикальным разъемом; в — с горизонтальным разъемом
Рабочие поверхности железной модели шепетильно обрабатывают, а кроме этого плоскости соприкосновения с поверхностью плиты.
Конструкция железных стержневых коробок зависит от способов и конфигурации изготовления стержней.
Стержневые коробки смогут быть неразъемными (вытряхными), разъемными: с вертикальным либо горизонтальным разъемами. Части коробки соединяют штырями и скрепляют скобами либо откидными барашками. Железные коробки делают тонкостенными; толщина стены зависит от габаритных размеров и материала коробки.
плоскость разъёма и Плоскость уплотнения коробки армируют железными пластинками, предохраняющими его от стремительного износа. К примеру, алюминиевые коробки армируют металлическими пластинами. В плоскости разъема стержневых коробок для пескодувных автомобилей делают особые щели глубиной 0,15-0,20 мм для выхода воздуха из коробки.
Рис. 8. Вентиляционные пробки (венты)
В сложных по конфигурации коробках, имеющих разветвления, углубления и карманы, выход воздуха обеспечивается вентиляционными пробками (рис. 8).
Железные стержневые коробки изготовляют равно как и модели.
стержневые ящики и Пластмассовые модели изготовляют из пластмасс на базе синтетических смол. Подобная оснастка владеет малым весом, прочностью и высокой точностью, не подвержена короблению, разбуханию, коррозии при эксплуатации и хранении и разрешает совершенно верно воспроизводить контуры модели при формовке.
Пластмассовые модели изготовляют по промодели (мастер-модели). Промодель устанавливают в форму и заливают пластмассой.
На практике применяют пластмассовые стержневые коробки двух типов: пластмассовые с корпусом из алюминиевых сплавов и цельнопластмассовые. Первые предназначены для массового и крупносерийного производства, снабжают изготовление до 30 000 стержней; вторые — для мелкосерийного и серийного производства, снабжают изготовление до 1000 стержней.
Модельно-опочная оснастка для автоматических формовочных линий. Производство отливок на автоматических формовочных линиях требует унификации модельно-опочной оснастки.
На каждой линии используют опоки и модельные плиты определенных размеров, что есть нужным условием модельных транспорта плит и автоматизации опок, установки опок на плиту и пр. Пара повышенный (время от времени до 20%) расход формовочных смесей при применении опок однообразного для всех отливок размера окупается за счет степени механизации и резкого увеличения производительности линии. Стержневые коробки
изготовляют такими, дабы их внешние размеры соответствовали размерам громаднейшего коробки.
Небольшие стержни делают в многогнездных коробках. Унификация стержневых коробок приводит к унификации сушильных плит (т. е. плит, на каковые выкладывают стержни по окончании изготовления и на которых устанавливают в печь). На данный момент разрабатывают автоматы для изготовления больших форм в опоках размером 1500Х X 1000 мм и более.
У большинства автоматов передача опок к машине и от автомобили осуществляется по особым рольгангам, на каковые опирается опока ребрами (направляющими планками), расположенными на протяжении боковых стенок.
Изготовление форм на автоматах прессованием при большом давлении до 40 /сгс/сж2 требует опок прочности и повышенной жёсткости.