Мультисварочный универсал
")
Из-за чего «мультисварочный»? По причине того, что у этого сварочного трансформатора (СТ) большое количество ответственных дополнительных функций. В случае если в классическом «сварочнике», что имеет магнитопровод, собранный из П- и Ш-образных пластин, подчас некуда втиснуть хотя бы один-два вспомогательных витка, то в предлагаемой бубликообразной конструкции свободного места выяснилось предостаточно.
В итоге он способен и на переменном/постоянном токе варить «пятеркой», и аккумуляторная батареи заряжать, и металл плавить, питать надёжным напряжением электровыжигатели в кружках «Умелые руки», и делать массу другой работы. В самый раз кроме того вопрос ставить по-второму: а какую еще обмотку и для каких целей хочет дополнительно иметь пользователь для того чтобы СТ?!
Вправду, за сердечником «сварочника», что имеет форму «бублика», именуемого в технике и математике тором, громадное будущее.
Осознавая это, но не имея в собственном распоряжении особых тороидальных магнитопроводов промышленного изготовления, предназначенных только для трансформаторов, самодельщики вынуждены приспосабливать для собственных СТ цилиндрические эрзацы от статоров ветхих электродвигателей мощностью 1—1,5 кВт. Для этого корпуса электромоторов в большинстве случаев, уложенные в пазах обмотки за ненадобностью выбрасывают, выступы полюсов вырубают.
И все только чтобы на получающиеся заготовки (скорее, напоминающие не бублики, а излишне тяжелые кособокие, глубокие бочки) наматывать толщу меди с целью достижения «суперцели» — варить сталь «пятеркой»!
Уверен: не нужно корежить электродвигатели, даже если они испортились— рачительный хозяин постоянно сможет и сгоревшие обмотки заново перемотать, и подызносившиеся подшипники заменить. Восстановленный двигатель способен еще на очень многое…
А для предлагаемого мной тороидального магнитопровода достаточно 5 — 6 кг лома трансформаторной стали. Более того, в качестве исходного материала тут возможно ограничиваться кроме того таким же числом кровельного железа (отожженного).
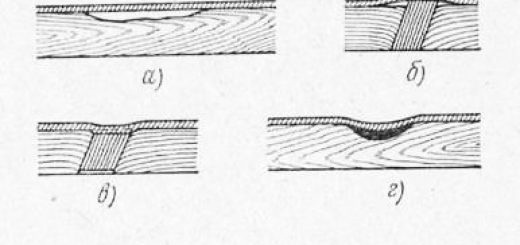
Рис.
1. Формирование тороидального магнитопровода:
1 — основание формы; 2 — внешний цилиндр-опалубка («венчик» шестерни для запуска стартером автомобиля ГАЗ-53); 3 — внутренний цилиндр-опалубка (60-мм отрезок металлической трубы 100×6, легко проточенный, обернутый двумя-тремя слоями бумаги); 4 — исходная масса (пластинки шириной 60—70 мм, нарезанные из лома от Ш- и П-образных пластин трансформаторной стали, покрытые быстросохнущим клеем типа конторского, гуммиарабиком либо масляной краской и уложенные вперекрышку, с последующей забивкой вакуумов кровельными отходами)
Разработка изготовления магнитопровода из для того чтобы сырья достаточно несложна (рис. 1). Целый лом плоской трансформаторной стали разрезается ножницами на полосы приблизительно однообразной ширины.
Опыт говорит, что значительно чаще приходится иметь дело с прямоугольниками шириной 60—70 мм либо чуть меньшими аналогами, нарезаемыми из П- и Ш-образных пластин. В дело идут и все «железотрансформаторные», и кровельные отходы.
По окончании смазывания с обеих сторон каким-нибудь быстросохнущим клеем типа канцелярского («жидкое» стекло), гуммиарабика либо кроме того недорогой масляной краской их хорошо укладывают с маленьким перекрытием в опалубку (как при заливке полой цементной колонны) из подручных материалов.
В авторской технологии внутренним цилиндром опалубки (рис.1) помогает 60-мм отрезок металлической трубы 100×6 мм.
Внутри его нужно проточить легко на конус и обернуть (дабы потом легче вынимать из «отлитого» магнитопровода) двумя-тремя слоями бумажной полосы. А в качестве внешнего употребляется съемный «венчик» шестерни (внутренний диаметр порядка 250 мм) — от совокупности запуска стартером автомобиля ГАЗ-53.
Очевидно, возможно использовать для опалубки и другие подходящие заготовки, талантливые выдерживать механические напряжения, появляющиеся при «отливке» тороидального магнитопровода.
А они — большие, в особенности в то время, когда во все щелевые отверстия приходится молотком забивать небольшие пластины (нужно, дабы те соответствовали ширине комплекта).
Когда клей высохнет, тороидальный сердечник можно считать фактически готовым. Действительно, на него еще нужно сделать односторонне закругленные полукольца-«полубублики» из изоляционного материала. Хотя бы из фанеры —для лучшей укладки будущих исключения и обмоток замыканий на острые ребра магнитопровода.
Этому же начнёт способствовать и предварительное обертывание тора двумя-тремя слоями киперной ленты, стеклоткани либо тканевой полосы, пропитанной олифой.
Сейчас об обмотках «сварочника».
Наука утверждает, а практика со всей очевидностью обосновывает, что трансформатор трудится в удачнейшем для него режиме, в случае если в его обмотках через 1 мм2 поперечного сечения бронзового провода проходит ток, равный 5 А. При экстремальных условиях данный показатель может возрастать до 13 А, но наряду с этим провода очень сильно нагреваются и перегорают.
Для сварки кроме того 3-мм электродом требуется ток не меньше 80 А. Значит, и сечение жил бронзового кабеля либо силовой (сварочной) шины должно ему соответствовать.
Забранное с солидным запасом, оно для добротного самодельного сварочного трансформатора в большинстве случаев находится в пределах от 25 до 35 мм2.
Отталкиваясь от уже упомянутых «минимальных сварочных» 80 А и учитывая обширно практикуемое соотношение витков сетевой и силовой обмотки приблизительно 5:1, находим: ток сетевой обмотки должен быть не меньше 16 А. Из этого следует, что для монтажа сетевой обмотки нужно брать бронзовый провод сечением не меньше 3,2 мм2. Но наилучший, пожалуй, вариант — ПЭВ2 диаметром 2—2,5 мм.
Принято вычислять (и это подтверждается практикой), что при «литом» магнитопроводе, имеющем площадь сечения по трансформаторной стали, равную 40 см2, любой виток обмотки будет соответствовать напряжению в 1 В. Учитывая вероятную нестабильность электропитания, сетевую обмотку необходимо осуществить с запасом.
Ориентир — 250 витков. Наряду с этим по окончании 190-го нужно предусмотреть (не разрезая провода!) через каждые десять витков отводы.
Конечно же, тумблер для них должен быть достаточно надежным, с обеспечением хорошего электрического контакта чтобы не было громадных потери энергии и сильного нагрева на протяжении работы СТ.
Рис. 2. Укладка витков сетевой обмотки «сварочника» (междуслойные изолирующие прокладки условно не продемонстрированы):
1 — тороидальный магнитопровод; 2 — односторонне закругленное полукольцо-«полубублик» из изоляционного материала (2 шт.); 3 — крепежная изолирующая прокладка (2—3 слоя киперной ленты, стеклоткани либо тканевой полосы, пропитанной олифой); 4—провод сетевой обмотки (ПЭВ2, O2—2,5); 5 — древесный челнок
Вообще-то намотка сетевой обмотки — операция достаточно тяжёлая. Делать ее приходится посредством долгих древесных челноков (рис.
2). Все делать бережно, не допуская перехлестывания витков, образования узелков и повреждения слоя изоляционного лака на проводе. В другом случае возможно ожидать появления межвитковых перегрева и замыканий трансформатора.
В случае если расположить сердечник на двух опорах с мягким покрытием (подкладкой), исключающим повреждения изоляции провода при намотке СТ, то вся работа займет около двух часов.
Закончить ее нужно «за один проход», дабы обмотка не ослаблялась и получалась максимально плотной, с изолирующими прокладками между слоями.
По окончании того, как сетевая будет намотана, хорошо проверить ее на холостом ходу. В случае если кроме того за продолжительное время работы магнитопровод с обмоткой станет только чуть теплым, то все в порядке. Большое нагревание — свидетельство того, что или витков мало, или имеет место межвитковое замыкание (в противном случае и пробой обмотки на корпус!).
На двух-трехслойную изоляцию сетевой обмотки должна быть уложена вторичная — сварочная, либо силовая. А это — от 40 до 80 витков бронзовой шины либо многожильного кабеля. Последний предпочтительней по следующим обстоятельствам: из него возможно сходу сделать сварочные рукава; значительно облегчается намотка; возрастает срок работы сварочной обмотки с одновременным упрощением условий эксплуатации, что особенно принципиально важно при экспериментировании с таким СТ.
Помимо этого, упрощается подсоединение выпрямителя и появляется возможность действенного регулирования напряжения и сварочного тока методом исполнения элементарной операции — подмотки либо отматывания витков кабеля.
Для самодельных не через чур замечательных сварочных аппаратов желателен следующий график работы: 60 секунд — на сварку, две — на технологический паузу для охлаждения СТ. Прекрасный результат дает использование маленьких вентиляторов.
Возможно, еще большего возможно достигнуть при применении для охлаждения «сварочника» несложных теплоизлучающих радиаторов, и минеральных масел, талантливых улучшить и изоляцию обмоток СТ.
Добротный сварочный трансформатор должен иметь крутопадающую чёрта. Добиться этого возможно, поделив обмотку на две равные части.
На одной стороне сердечника наматываются добрая половина сетевой и добрая половина силовой обмотки, а на другой — другое (и дабы потом не путаться — в той же последовательности).
Нелишне, по всей видимости, напомнить, что трансформатор — аппарат взаимообратимый: в случае если к любой обмотке подключить переменное напряжение, на которое она вычислена, то на вторых появляются те U~, для которых они и предназначены.
Кстати, подобно поступают многие радиолюбители при определении обмоток в малоизвестном трансформаторе.
Учитывая вышесказанное, совсем не обязательно сетевую (первичную) обмотку ТС наматывать первой, а уже поверх нее — сварочную (вторичную). Очередность намотки, как и их порядковые номера, только условие для более стремительной и привычной ориентации в принципиальной электрической схеме «сварочника».
Исходя из этого в случае если, скажем, нужно намотать одну из обмоток достаточно твёрдой шиной, при укладывании которой нужно будет прибегать к киянке, то, конечно же, такую «медь» эргономичнее располагать первой на сердечнике, чтобы не повредить более податливые и уязвимые провода остальных обмоток.
И еще. В случае если на какую-то обмотку имеется хватает провода, а для второй обмотки его мало, то сперва приступайте к той, где ваши возможности ограничены.
По причине того, что при явной нехватке кабеля либо шины на силовую (сварочную) обмотку, но при наличии замечательных диодов— полупроводниковых вентилей делается удачным отказаться от сварки на переменном токе в пользу постоянного (рис. 4). В этом случае напряжение от СТ, а следовательно, и число витков в сварочной обмотке достаточно иметь минимальные.
В случае если шина — с поврежденной изоляцией, то рекомендуется ее вначале отжечь с охлаждением в воде (медь станет мягкой), заизолировать стеклотканью и шеллаком и только затем приступать к наматыванию на магнитопровод.
Рис. 3. Варианты приспособлений для контакта «почва» — магнитный (а) и зажим типа «крокодил» (б):
1 — сварочный кабель; 2 — ручка; 3 — металлическая накладка; 4 — кольцевой магнит-«прилипала»; 5 — винт (расположение и количество — по месту установки); 6 — добрая половина самодельной «зубастой челюсти» прищепки (из отрезка металлической трубы подходящего типоразмера, 2 шт.); 7 — металлическая ось, расклепанная с двух сторон; 8 — пружина
Рис.
4. Схемное ответ сварочного выпрямителя с регулятором тока для самодельного мультисварочного трансформатора (R1 — спираль из нихромовой проволоки диаметром 3—5 мм с передвигаемым ножеобразным контактом)
Часто у самодельщиков появляются затруднения с подключением силового кабеля к свариваемому изделию: то контакт нехорошей, то «прихватиться» не к чему. Оказать помощь в таких обстановках смогут два варианта приспособлений (рис.4): зажим типа и магнитный контакт «крокодил».
Обе самоделки предельно несложны в изготовлении, скоро и комфортно крепятся. При отсутствии должного контакта достаточно их мало потереть о подробность.
Хорошо кроме этого оснастить сетевую обмотку СТ стандартным автоматом АП, вычисленным не меньше чем на 30 А, — с его помощью комфортно отключать трансформатор в паузах между сваркой. Это существенно сэкономит электричество, создаст благоприятные условия для своевременного охлаждения аппарата, сделает работу более надёжной.
Ну а наличие замечательного выпрямителя (рис.З) разрешит, как уже отмечалось, применять оказавшийся агрегат при зарядке аккумуляторная батарей либо организации многопостового питания, к примеру, низковольтных паяльников и электровыжигателей в школьных кружках «Умелые руки». Более того, таковой агрегат воистину незаменим, к примеру, при производстве гальванических работ на дому либо запуске автомобиля в холодных условиях.
Весьма занимательным и перспективным есть оснащение СТ дополнительной обмоткой, содержащей всего лишь один полный виток из отожженной бронзовой шины 5×50 мм либо толстого многожильного бронзового кабеля диаметром около 20 мм (с концевиками из отрезков толстостенной бронзовой трубы). Как продемонстрировала практика, посредством таковой обмотки возможно делать тёплую свободную ковку, воронение и закалку, пайку и наплавку; гибку железной полосы, трубы, толстого металлического прута, «кругляка», хрупкой проволоки; литье олова, цинка, свинца; отвинчивание «прикипевших» болтов, гаек и шпилек; точечную сварку, горячую посадку и ряд других операций.
Как же создавать плавную регулировку тока? Да хотя бы упоминавшимся выше методом — корректировкой силовой (кабельной) обмотки. При сматывании части ее с магнитопровода значительно уменьшается напряжение с одновременным повышением тока от СТ, но ухудшаются, например, условия зажигания дуги. И напротив: домотка кабеля ведет к возрастанию трансформируемого напряжения с одновременным понижением силы тока, отдаваемого в нагрузку. Электродуга наряду с этим лучше зажигается.
Либо второй вариант, в то время, когда сварочный кабель подключают к изделию не напрямую, а через пара витков провода с высоким сопротивлением (к примеру, нихромовым). какое количество резистентных витков — столько и ступеней регулировки сварочного тока. Дуга зажигается в любых ситуациях практически одинаково.
Регулировку тока СТ возможно осуществить посредством комбинированной задвижки, выполненной из цветного металла и трансформаторной стали.
В этом случае на магнитопроводе выполняется поперечный пропил.
Сантехники, автолюбители, ремонтники и просто любители мастерить все собственными руками, данный «сварочник» со столь универсальными особенностями — для вас.
Р.
КРАВЦОВ, г. Ейск, Краснодарский край