Насадка рукояток напильников
Чтобы эргономичнее держать напильник при работе, на его хвостовик насаживают древесную ручку (рукоятку), изготовленную из клена, ясеня, березы, липы либо прессованной бумаги; последние лучше, поскольку не раскалываются.
Поверхность рукоятки должна быть ровной, отполированной. Протяженность ручки обязана соответствовать величине напильника. Размеры рукояток приводятся в справочниках.
Диаметр отверстия рукоятки не должен быть больше ширины средней части хвостовика напильника, а глубина отверстия обязана соответствовать длине хвостовика. Отверстие для напильника просверливают либо выжигают, а дабы ручка не раскалывалась, на ее финиш насаживают металлическое кольцо.
Дабы насадить напильник, хвостовик его вставляют в отверстие рукоятки и, забрав напильник за насеченную часть правой рукой, не сильно ударяют головкой ручки о верстак либо молотком по рукоятке. Дабы снять рукоятку с напильника, левой рукой прочно обхватывают рукоятку, а правой рукой молотком наносят два-три несильных удара по верхнему краю кольца, по окончании чего напильник легко выходит из отверстия.
Рукоятки напильников. Как мы знаем, древесные ручки для напильников имеют последовательность недочётов: при насадке, не обращая внимания на наличие железного кольца, довольно часто раскалываются, не всегда обеспечивается плотность насадки, в следствии чего рукоятка на протяжении работы может соскакивать, наносить травмы.
Помимо этого, в случае если рукоятка насажена на напильник какого-либо определенного размера, то наладить на напильник меньшего размера ее уже запрещено, поскольку из-за разности размеров хвостовиков тяжело обеспечить плотность насадки. Исходя из этого на рабочем месте слесаря нужно иметь все напильники с насаженными рукоятками, что не всегда комфортно.
Заслуживает внимания универсальная быстросменная ручка для напильников с коническим хвостовиком. Величина хвостовика напильника, а следовательно, и величина самого напильника значительной роли не играется. Исходя из этого на рабочем месте слесарь может иметь пять-шесть ручек и насаживать их на напильники, нужные для исполнения данной работы.
Рукоятка устроена так. Вовнутрь пластмассового корпуса (фактически рукоятки) запрессован железный стакан, донышком которого являются гайки с термообработанной резьбой. В стакан помещена втулка и пружина с пазом.
От выпадения и проворачивания из рукоятки втулку предохраняет штифт, завернутый в стакан. Довольно стакана втулка может иметь лишь поступательное перемещение. Чтобы насадить рукоятку на напильник, ее надевают на хвостовик и вращают, наряду с этим гайки навинчиваются на хвостовик.
Второй точкой опоры хвостовика есть втулка, поджимаемая пружиной, причем положение втулки в стакане зависит от размеров хвостовика напильника.
Новаторы производства применяют долговечную древесную рукоятку для напильников, в которой в один момент сверлится втулки хвостовика и отверстие напильника. Сверлят комбинированным сверлом с кольцевой фрезой. В отверстие, сделанное кольцевой фрезой, вставляют втулку, изготовленную из трубки. Втулка предохраняет ручку от раскалывания кроме того при сильных ударах в момент закрепления напильника.
По окончании продолжительного пользования рукояткой в созданное отверстие можнр засунуть пробку. Снаружи на ручку надевают штампованный колпачок с отверстием. Вторая конструкция сменной рукоятки предложена новатором Ю. В. Козловским. Рукоятка складывается из двух пластмассовых частей.
Корпус пустотелый. Бессчётные отверстия в стенке корпуса уменьшают массу рукоятки и создают нужную вентиляцию, исключающую проскальзывание корпуса в руке. В передней части корпуса имеется резьба и внутренний конус, в которую навинчивается капроновая цанга.
Хвостовая часть цанги выполнена в форме пирамиды, разрезанной на четыре части, что разрешает лепесткам деформироваться в соответствии с профилем хвостовика напильника, снабжая тем самым надежный зажим. По окончании вывинчивания рукоятки капроновые лепестки восстанавливают начальную форму.
Рукоятка предназначена для закрепления напильников с разными хвостовиками. Дабы закрепить рукоятку на напильнике, достаточно хвостовик напильника ввести до упора в отверстие пара вывернутой цанги, и держа напильник в одной руке, второй поворачивать корпус рукоятки, осуществляя тем самым зажим.
Надёжны в работе напильники с рукояткой, навинчиваемой на хвостовик. Устройство для того чтобы напильника допускает применение сменных полотен, имеющих на двух сторонах разные насечки и допускающих стремительную смену их.
")
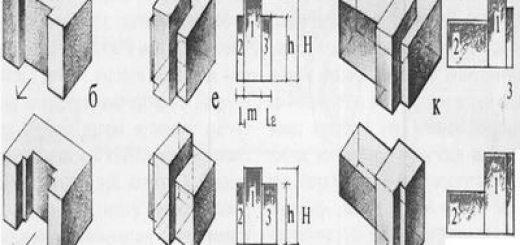
Рис. 1. снятие и Насадка рукояток напильника: а — насадка ударом о верстак, б — насадка ударом молотка, в — снятие удароА напильника, г — снятие напильника в тисках
Рис. 2. Быстросменная (а) и долговечные (б, в) рукоятки напильника
Рукоятки для закрепления надфилей. Ю.В.Козловским сконструирована рукоятка для инструментов с цилиндрическими хвостовиками. Она складывается из полого гофрированного корпуса, накидной гайки с конусом, четырех разрезных цанг различных диаметров, три из которых находятся в корпусе рукоятки, колпачка, закрывающего корпус ручки, стопорной шайбы. Хвостовик инструмента закрепляется в прямоугольном пазе стопорной шайбы, а после этого накидной гайкой зажимается двусторонняя разрезная цанга.
Рукоятка предназначена для закрепления инструментов с хвостовиками диаметрами 3, 4, 5 и 6 мм.
Ю. В. Козловским предложена рукоятка для закрепления надфилей. Рукоятка имеет эргономичную форму, изготовляется из пластмассы на литьевой машине и складывается из двух частей. Хвостовик рукоятки 2 имеет разрезную цанговую втулку с конусом, которая сжимается при навинчивании наконечника 7.
На дне отверстия цангового зажима имеется стопорный паз для размещения в нем части хвостовика инструмента, действующий при скручивающих упрочнениях. Наличие стопорного паза разрешает применять рукоятку для инструментов, действующий при скручивающих упрочнениях (отверток, торцовых ключей и др.). Для закрепления в рукоятке инструментов с хвостовиками меньшего диаметра, чем диаметр отверстия корпуса рукоятки, она возможно снабжена переходной разрезной втулкой, выполнелной, к примеру, из полихлорвиниловой трубки.
Рукоятка легко снимается, что позволяет применять ее с набором надфилей.
Рис. 3. Надёжная рукоятка напильника
Рис. 4. Сменная рукоятка Ю. В. Козловского
Рис. 5. Рукоятка для закрепления надфилей Ю. В. Козловского
Уход за напильниками. При работе с напильниками нужно выполнять следующие правила:
– предохранять напильники кроме того от малых ударов, каковые смогут повредить зубья. Хранят напильники на древесных подставках в положении, исключающем соприкосновение их между собой;
– для предохранения от коррозии не допускать попадания на них жидкости; чёрный цвет свидетельствует, что напильник окислился либо не хорошо закален. Новые напильники имеют светло-серый цвет;
– оберегать от наждачной пыли и попадания масла. Замасленные напильники не режут, а скользят, исходя из этого не нужно протирать напильники рукой, потому, что на руке постоянно имеется жировая пленка. Наждачная пыль забивает впадины зубьев, и напильник не хорошо режет;
– для предохранения от забивания стружкой мягких и вязких металлов напильники перед работой натереть мелом;
– чтобы не было преждевременного износа напильников перед опиливанием заготовок, поверхности которых покрыты ржавчиной, нужно удалить с них ржавчину механическим методом — посредством железных щеток либо особой шлифовальной машинки;
– нельзя обрабатывать напильником материалы, твердость которых равна либо превышает его твердость. Это приведёт к выкрашиванию зубьев. Исходя из этого при обработке поверхностей с литейной коркой либо с наклепом сперва срубают корку зубилом либо снимают наждаком и лишь затем начинают опиливание; напильники использовать лишь по назначению;
– новым напильником лучше обрабатывать сперва мягкие металлы, а по окончании некоего затупления — жёсткие металлы. Это увеличивает срок эксплуатации напильника;
– иногда очищать напильник от стружки, иногда постукивать носком напильника о верстак для очистки его от опилок.
Напильник очищают кордовой щеткой, одна сторона которой (проволочная) помогает для удаления застрявших во впадинах насечки частиц металла, вторая (щетинная) — для завершения чистки. Перемещают щетки на протяжении насечки.
В ручки щетки засунут железный стержень с расплющенным финишем, именуемый прочисткой, он помогает для удаления тех частиц, каковые застряли по окончании чистки проволочной щеткой. При отсутствии щеток зубья напильника очищают кроме этого особыми скребками из алюминия, латуни либо другого мягкого металла. Жёсткая металлическая либо бронзовая проволока для данной цели не годится, поскольку металлическая портит насечку, а бронзовая омедняет зубья.
Рис. 6. Чистка напильника: а — кордовой щеткой, б — скребком из мягкого металла
Замасленные напильники чистят сперва куском березового угля, натирая на протяжении последовательностей насечек, а после этого щеткой.
Очень сильно замасленные напильники моют в керосине либо бензине.
Выбор напильников. Для определенной работы выбирают тип напильника, его номер и длину насечки.
Тип напильника определяется формой обрабатываемой поверхности, протяженность — размерами ее. Напильник берут длиной на 150 мм больше размера обрабатываемой поверхности. Для опиливания узких пластин, пригоночных и доводочных работ берут маленькие напильники с небольшой насечкой.
В то время, когда требуется снять громадный припуск, трудятся напильниками длиной 300…400 мм с большой насечкой.
Номер насечки выбирают в зависимости от размеров припуска и вида обработки. Для черновой обработки используют напильники с насечкой №0и 1. Они снимают припуск до 1 мм. Точность обработки этими напильниками низкая — 0,1 —0,2 мм. Чистовую обработку делают напильниками с насечкой № 2. На обработку личными напильниками оставляют припуск до 0,3 мм. Ими обеспечивается точность 0,02 —0,005 мм.
Для доводки поверхности и окончательного опиливания с точностью до 0,001 мм берут напильники № 3, 4 и 5. Они снимают слой металла до 0,01 —0,02 мм.
Узкие заготовки из стали повышенной твердости рекомендуется опиливать напильниками с насечкой № 2. При отсутствии особых напильников цветные металлы обрабатывают напильниками неспециализированного назначения с насечкой № 1. Индивидуальные и бархатные напильники для опиливания цветных металлов негодны.
П одготовка поверхности к огмлиьанию. Заготовку очищают железными щетками от грязи, масла, формовочной почвы, окалины, литейную корку срубают зубилом, удаляют наждаком либо ветхим напильником.
Закрепление заготовки. Обрабатываемую заготовку зажимают в тисках опиливаёмой плоскостью горизонтально, на 8 — 10 мм выше уровня губок. Заготовку с обработанными поверхностями закрепляют, одев на губки нагубники из мягкого материала (медь, латунь, алюминий, мягкая сталь).