Обезжиривание поверхности
В ходе обезжиривания с поверхности металла приходится удалять разного рода загрязнения. При штамповке, волочении, обработке резанием на поверхности отлагаются жиры, мыла и масла. В ходе последующей механической обработки жиры сгорают и вместе с истершимися абразивными материалами заполняют имеющиеся на неровности и поверхности углубления.
При операциях сварки, маркировки и т. д. появляются другие виды загрязнений, каковые смогут прочно приставать к железной поверхности.
Классификация загрязнений в зависимости от их состава, методов удаления и характера воздействия 17-19 носит условный темперамент, поскольку значительно чаще загрязнения являются смесьювеществ, разных по свойствам и составу.
Из всего многообразия видящихся загрязнений, подлежащих удалению с поверхности металла, возможно выделить следующие.
Органические загрязнения. К ним относятся смазочные масла и антикоррозионные смазки, в состав которых входят минеральные масла, вазелин, нефтяной воск, парафины, жирные кислоты, канифоль, древесные смолы. Эти загрязнения удаляются в ходе обезжиривания.
Неорганические загрязнения. К ним относятся окислы и нагары, отлагающиеся в следствии закалки либо неко-
ых вторых операций предварительной обработки. Эти Мнения, так же как и железная стружка и заГочис большие и небольшие неорганические частицы, смешанные со смазкой, остающейся по окончании механической обработки, удаляются с трудом при травлении и обезжиривании.
Смешанные загрязнения. К ним относятся смазки, используемые при обработке металлов давлением, эмульсионные композиции* и растворимые масла, в состав которых входят разные пигменты в виде тонкоиз-мельченных порошков, очень сильно затрудняющих очистку, в особенности по окончании нагрева.
Удаление этих загрязнений, отличающихся громаднейшим разнообразием особенностей, воображает особенные трудности.
При удалении загрязнений с поверхности металлов особенно серьёзен выбор самый эффективного способа очистки, что зависит от следующих факторов: природы загрязнения, действия химических компонентов моющего раствора на металлы, требуемой степени очистки, безопасности при стоимости и работе.
Самое широкое распространение в металлообрабатывающей индустрии взяли физико-химические способы удаления загрязнений, к каким относятся: 1) очистка органическими растворителями; 2) водная очистка щелочными, кислыми и нейтральными составами; 3) эмульсионная очистка.
Очистка органическими растворителями
При обезжиривании растворитель образует однородную смесь либо раствор с загрязнением, которое он растворяет. Растворители, применяемые для очистки, должны удовлетворять определенным требованиям, к каким относится:
1. Высокая растворяющая свойство по отношению к удаляемому виду загрязнения. Растворяющая свойство—это основное технологическое свойство растворителя. Чем разнообразнее вещества, каковые может растворить тот либо другой растворитель, либо чем большее количество данного вещества растворяется в нем, тем выше уровень качества растворителя.
В большинстве случаев используемые нефтяные растворители (бензин, уайт-спирит) имеют не сильный растворяющую свойство; более высокой растворяющей свойством владеют ароматические углеводороды, кетоны, сложные эфиры и спирты. Самая высокая растворяющая свойство характерна для хлорированных углеводородов, причем самый действен хлористый метилен, что целесообразно использовать для растворения трудно-смываемых загрязнений, таких, как ветхие покрытия лаками, эмалями, смолами и т. д.
2. Стабильность при применении. Используемые растворители должны быть устойчивы к разным факторам, влияющим на них. в ходе очистки. Они не должны разлагаться под действием очищаемых материалов, света, тепла, воды и реагировать с паром.
В другом случае растворитель либо совсем не используют, либо додают к нему стабилизатор. Так, трихлорэтилен (ТХЭ) под действием света и при повышенных температурах20 разлагается с образованием хлористого водорода, а при взаимодействии с открытым огнем— фосгена, исходя из этого для предохранения его от разложения используют стабилизаторы, в частности амины либо циклические и ненасыщенные углеводороды.
Имеются эти21 о том, что ТХЭ при действии на алюминий, их сплавы и магний может привести к, сопровождающиеся громадным выделением тепла а также взрывом. Вследствие этого обезжиривание магния и алюминия ТХЭ не создают. В противоположность трихлорэтиле-ну перхлорэтнлен (тетрахлорэтилен) возможно использовать при удалении загрязнений с поверхностей любых подробностей, а также изготовленных из магния и алюминия.
3. Свойство к испарению (летучесть). Для стремительной сушки поверхности очищаемых изделий, в особенности углублений, стыков и т. д., растворители должны владеть повышенной испаряемостью (летучестью). Свойство растворителя к испарению определяется давлением его насыщенного пара.
Но в технике для оценки летучих растворителей комфортно пользоваться легколетучим; растворители с летучестью 8—13 именуются среднелетучими, а с летучестью более 15 —малолетучими.
4 Низкое поверхностное натяжение. Нужно, дабы выбранный растворитель имел низкое поверхностное натяжение, скоро и прекрасно смачивал очищаемую поверхность и легко проникал в углубления, стыки и пазы подробностей.
5. Регенерируемость. Это серьёзное требование по многом определяет экономичность всего процесса. Как правило растворители регенерируют методом перегонки.
Высокая испаряемость, токсичность, склонность к электризации, способность и горючесть образовывать с воздухом взрывоопасные смеси — все эти характерные изюминки большинства органических растворителей требуют абсолютного соблюдения правил техники производственной санитарии и безопасности.
Предельные углеводороды в качестве личных растворителей, в большинстве случаев, не используются. Значительно чаще это смеси углеводородов, приобретаемых перегонкой нефти. К ним относятся бензины разных марок: бензин для промышленно-технических целей, ГОСТ 8505—57; бензин-растворитель для лакокрасочной индустрии (уайт-спирит), ГОСТ 3134—52; бензин-растворитель Для резиновой индустрии («Калоша»), ГОСТ 56.
Эти растворители прекрасно растворяют свежие и отработанные минеральные масла, консистентные смазки, консервационные составы. Изделия при очистке бензинами погружают в емкость с растворителем либо протирают ветошью, намоченной растворителем.
Ароматические углеводороды по собственной растворяющей особности существенно превосходят предельные углеводороды, но отличаются большей токсичностью, исходя из этого для обезжиривания при подготовке поверхности под лакокрасочные покрытия используются лишь в виде смесей с алифатическими углеводородами.
Хлорированные углеводороды при очистке поверхности металлов играются особенно ключевую роль. За границей, в частности в Соединенных Штатах, имеется стаж работы с этими растворителями. Громаднейшее распространение взяли следующие растворители:
Трихлорэтилен — кипит при 87,3 °С; владеет высокой растворяющей свойством для огромного большинства загрязнений, видящихся в металлообрабатывающей индустрии. Обезжиривание поверхности производится в основном в парах растворителя.
Перхлорэти лен — кипит при 120,8 °С; используется для удаления смол, парафинов и для обезжиривания в типографском деле. Установки для очистки перхлор-этиленом в большинстве случаев пара дороже, чем установки для очистки трихлорэтилеыом, благодаря громадных затрат тепла на подогрев растворителя.
Хлористый метилен — кипит при 39,95 °С; используется для особых целей, в то время, когда нужен растворитель с низкой температурой кипения либо с высоким растворяющим действием. Хлористый метилен употребляется в качестве главного компонента в составах смы-вок для удаления лакокрасочных покрытий, включая эпоксидные лаки.
При обезжиривании железных поверхностей органическими растворителями различают: холодное обезжиривание, которое включает все методы обезжиривания металла либо железных изделий растворителем либо смесями растворителей при температуре, близкой к комнатной; обезжиривание в парах растворителя.
При холодном обезжиривании изделия из металла в большинстве случаев погружаются в особую ванну, заполненную растворителем, либо протираются ветошью, намоченной растворителем, реже обрабатываются в струе. По окончании очистки этим способом на поверхности остается некое количество загрязнений в виде узкой равномерной пленки масла.
Обезжиривание в парах растворителя есть современным способом удаления смазок, жиров, масел, парафинов, смол и т. п. с непористых поверхностей материалов и любых металлов. Наряду с этим ходе употребляются невоспламеняемые хлорированные растворители, каковые нагревают до температуры кипения в особой ванне. Охлаждающий змеевик конденсирует пар и формирует территорию насыщенных паров чистого растворителя.
На поверхности подробностей, находящихся в данной территории, растворитель конденсируется и растворяет жировые загрязнения. Подробности по мере смывания конденсированным растворителем нагреваются до температуры паров; после этого подробности поднимаются выше территории паров, где они скоро высыхают.
Обезжиривание в парах растворителя возможно проводить на любой стадии обработки железных изделий, в то время, когда нужно скоро и всецело удалить масляные загрязнения.
На Таллинском электротехническсгм заводе им. М. И. Калинина в течение нескольких лет удачно эксплуатируется спроектированная и изготовленная этим предприятием обезжиривающая установка по типу «нагретый жидкий растворитель — пар с периодической регенерацией растворителя.
Некий опыт по разработке технологических режимов обезжиривания в парах трихлорэтилена накоплен в НИИТЛП38.
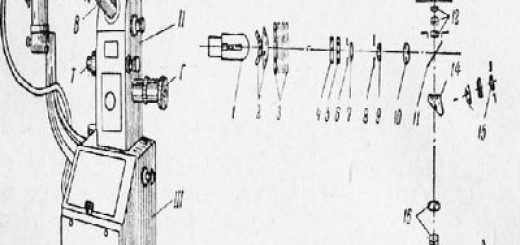
Схема одной из промышленных установок для обезжиривания железной поверхности трихлорэтиленом, сконструированной в НИИТЛП, приведена на рис. 1. В данной установке использован комбинированный пособ очистки, что возможно поделить на три ста-дни. На первой из них подробности подвергаются обработк трихлорэтиленом, поступающим из коллектора с быточным давлением 1,5—2 ат.
На второй стадии осуществляется жидкофазное обезжиривание в ванне, где трихлорэтилен нагревается до 40—45 °С. На третьей стадии подробности перемещаются в зону паров трихлорэтилеиа (ванна 10) для окончательного обезжиривания.
")
Рис. 1. Установка для обезжиривания железной поверхности-трихлорэтиленом: 1— вентиляционный кожух; 2 — транспортер; 3 — привод транспортера; 4 — смотровые окна; 5 — дверка; 6 — холодильники; 7 — отстойник; 8 — сборный жолоб (конденсата трихлорэтилеиа); 9 — змеевики; 10 — паровая ванна (обезжиривание в паровой фазе); 11 — регулятор уровня жидкости; 12 — переливная труба; 13 — коллектор; 14 — ванна для обезжиривания в жидкой фазе; 15 — люк; 16 — натяжное устройство; 17 — корзина.
Установка всецело герметизирована, ванна 10 снабжена автоматическими регуляторами температуры, уровня жидкого трихлорэтилеиа и его паров.
Все внутренние элементы установок для обезжиривания в парах трихлорэтилеиа, подвергаемые действию растворителя, воды и воздуха (к примеру, холодильники для конденсации паров), изготавливаются из оцинкованной стали, никеля, олова, меди либо хро-моникелевой нержавеющей стали. Для перекачивания как чистого, так и загрязненного растворителя целесообразно применять стандартные центробежные насосы, к примеру ЦНГ-68. Уплотнение рукава и напильники, по которым перемещается растворитель, сосов, саль ать из стойких к растворителю материалов.
Самый рационально установки для обезжиривания обогревать паром. Это разрешает правильнее осуществлять контроль подачу тепла, сохранять низкую температуру стенок теплопередающей поверхности и довольно легко обслуживать установку. Обогрев паром осуществляется многоходовыми паровыми змеевиками.
В установках для обезжиривания с газовым обогревом употребляются перфорированные трубы либо горелки, расположенные под ванной, либо загружённые в камеру для растворителя газовые змеевики.
Маленькие установки для обезжиривания возможно обогревать и электрическими полосовыми нагревателями, закрепленными под бортом ванны, а громадные установки— погружными маслонагревателями удельной мощностью от 1,55 до 2,3 вт/дм2.
Для надёжной работы установки снабжаются терморегуляторами, каковые находятся в жидкой фазе и немного выше уровня паров растворителя. В зоне паров терморегулятор устанавливается на температуру 74 °С (для трихлорэтилена) и 110 °С (для перхлорэтиле-на). В зоне жидкой фазы терморегулятор устанавливается на температуру от 110 до 115 °С (не выше 125 °С) для трихлорэтилена и не выше 145 °С для перхлорэтилена.
Для понижения утрат растворителя установки оборудуются совокупностью охлаждения, рассчитываемой из условий большого поступления тепла. Чаще всего для охлаждения используются змеевики, уложенные на протяжении внутренних стенок ванны на уровне паров. На маленьких установках возможно применять кроме этого водяные рубахи.
Маленькие рубахи требуются на всех установках для охлаждения стенок над уровнем паров чтобы поддерживать температуру этих стенок близкой к комнатной и предотвращать подъем паров выше обычного уровня.
При выборе растворителя, метода обезжиривания и проектировании соответствующего оборудования рекомендуется пользоваться следующей литературой23’2428-42.
Очистка в водных щелочных растворах
Большая часть операций по очистке при поцго товке железных поверхностей под окраску проводится с водными растворами моющих средств18. Сама вода владеет не сильный моющим действием по отношению к масляным загрязнениям. Маленькие добавки поверхностно-активных веществ (ПАВ) разрешают быстро повысить ее моющую свойство.
Это результат свойства ПАВ адсорбироваться на границе раздела фаз и быстро поменять степень сотрудничества соприкасающихся поверхностей и скорость обмена веществ между этими поверхностями (скорость испарения, конденсации, кристаллизации и др.).
Обработка поверхности моющими средствами
Механизм моющего действия возможно представить в виде трех главных стадий:
1) смачивание водным раствором ПАВ поверхности материала;
2) удаление загрязнении с поверхности методом солюбилизации, эмульгирования, диспергирования, суспен-зирования и расклинивающего действия ПАВ на границе раздела жёсткая поверхность—загрязнение;
3) удержание загрязнений в количестве моющего раствора и удаление их из моющей ванны в суспендированном, эмульгированном и солюбилизированном состояниях.
Исходя из этого в рационально составленной рецептуре моющего средства для оптимального проявления технологических особенностей раствора нужно сочетание разных ПАВ с характерными самые выраженными для каждого особенностями (к примеру, одного смачивателя, а другого — эмульгатора).
Действенными смачивателями являются синтетические поверхностно-активные вещества ДБ (полиокси-этиленовый эфир дитретичного бутилфенола с полиэти-ленгликолевой цепью, складывающейся из 6 звеньев) и ДС-РАС натриевый при условии активации соответствующими электролитами.
Исходя из механизма моющего действия, подбирается и состав электролитов, являющихся не инертными наполнителями, а активными добавками, существенно улучшающими как смачивающую свойство, так и неспециализированный моющий эффект растворов ПАВ.
В качестве электролитов в моющих средствах, предназначенных для технических целей, громаднейшее использование находят: каустическая сода, кальцинированная сода, силикаты натрия, соли фосфорной кислоты и сульфат натрия17’ 5760. Их применение основано на благоприятном влиянии щелочной среды на процесс очистки, и высокой диспергирующей способности, повышающей стабильность образующихся при очистке сус пензий.
Введение силикатов в моющий раствор снабжает ингибирующее воздействие раствора по отношению к отмываемому металлу, в особенности алюминию.
Из фосфорнокислых солей в качестве компонентов моющих средств используют: тринатрийфосфат тетрапирофосфат натрия Na4P207; триполифосфат натрия Na5P3Oio и гексаметафосфат натрия (NaP03)6. Воздействие фосфатов как наполнителей разъясняется свойством образовывать комплексные соединения с ионами щелочноземельных металлов и ионами тяжелых металлов, благодаря чего устраняется жесткость воды, растворяются карбонаты поливалентных металлов и кальциевые мыла, обезвреживаются соли железа связыванием в комплексные соединения.
Эти вещества кроме этого отличаются свойством суспендировать и пептизиро-вать* жёсткие частицы; именно поэтому загрязнения удерживаются в тонкодисперсной форме в растворе и не оседают на очищаемой поверхности. Хорошее воздействие фосфатов проявляется кроме этого в способности регулировать рН среды. К примеру, при добавлении мета-фосфатов понижается рИ раствора, и очистка происходит в нейтральной и слабощелочной среде.
Не считая неорганических солей в состав синтетических моющих средств входят кое-какие органические продукты, каковые повышают их уровень качества. К ним относится прежде всего карбоксиметилцеллюлоза (КМЦ).
Главное назначение КМЦ — предотвращение обратного оседания загрязнений на очищенные поверхности. Помимо этого, КМЦ пара увеличивает моющую свойство композиций. Так, к примеру, алкиларилсульфо-наты без добавления КМЦ хуже удерживают загрязнения, чем мыло, а с добавками КМЦ — лучше, чем мыло44.
Анализ бессчётных рецептур 61-65 моющих средств, предназначенных для металлов, продемонстрировал, что их базой являются активные неорганические добавки, а содержание ПАВ в этих композициях не превышает 10%.
Значение рН моющего раствора направляться выбирать так, дабы достигнуть оптимального действия ПАВ и наполнителей. Для каждого электролита, входящего в состав моющего раствора, существует характерная область рН, при которой максимально проявляются его свойства. К примеру, оптимальное значение рН для карбонатов образовывает 10,5—11, для метасиликата натрия — 11 — 11,5.
Воздействие фосфатов не зависит от рН среды.
Для каждого ПАВ кроме этого существуют оптимальные значения рН моющей ванны, помогающие более полному применению ПАВ. Было продемонстрировано17, что алкилсульфат при рН 7 и додецилбензолсульфонат при рН 10 владеют минимальной свойством удерживать загрязнения, причем в весьма кислой среде оба синтетических ПАВ действуют действеннее, чем в щелочной ‘сре^де.
Мыла же, напротив, владеют максимумом очищающего действия при рН раствора, равном 10,7. При рН ниже 10,2 они гидролизуются, а при рН 8,5 фактически по большому счету не проявляют очищающего действия. Исходя из этого рН моющей ванны есть одним из контролируемых в ходе обезжиривания параметров.
Щелочность раствора определяют титрованием с индикатором бромкре-золовым зеленым по стандартной методике79.
Механическое действие. Роль механического действия при очистке сводится к обеспечению стремительного смачивания отмываемой поверхности, более стремительному и полному распределению моющего раствора, j отрыву частиц загрязнения под действием тангенциальных сил, появляющихся при жидкости и относительном перемещении деталей.
Все это ведет к тому, что очистка может проводиться в жидкостях с пониженной концентрацией активного компонента, при более низких температурах, а самое основное — в течение более маленького времени.
Жесткость воды. При громадной жесткости воды ухудшается обезжиривание благодаря образования нерастворимых известковых и магниевых мыл, осаждающихся на обезжириваемых поверхностях в виде тяжело удаляемой пленки. самые эффективными водосмяг-чающими средствами являются триполифосфат, тет-рапирофосфат и гексаметафосфат натрия.
Эти факторы оказывают громадное влияние на выбор соответствующего моющего раствора.
К примеру, алюминий, в особенности по окончании полировки, подвергается коррозии в щелочных растворах. Литье из цинковых сплавов кроме этого корродирует в щелочных растворах, исходя из этого обработка его в данной среде не рекомендуется. Латунь в щелочном растворе скоро тускнеет, а медь довольно часто чернеет, магний корродирует в слабощелочных растворах.
Промывка поверхности водой
Процесс обезжиривания заканчивается промывкой изделий водой. При нехорошей промывке нельзя получить чистую поверхность кроме того посредством самых лучших обезжиривающих средств.
Перенос остатков загрязнений и моющего раствора в промывную воду зависит от формы подробностей, технологических стекания особенностей и продолжительности раствора самого моющего раствора. Разумеется, что сложные по форме и имеющие слепые отверстия подробности уносят большее количество моющего раствора, чем плоские изделия. Исходя из этого время от времени для стекания моющего раствора целесообразно просверливать особые отверстия.
На стекание моющего раствора обратно в обезжиривающую ванну требуется время, за который может происходить ржавление подробностей либо местное высыхание моющего раствора и образование затвердевших не хорошо растворимых остатков. В соответствии с этим рекомендуется медленное извлечение подробностей из ванны по окончании обезжиривания и стремительная транспортировка их на промывку.
Количество моющего раствора в промывной воде должно быть минимальным, что достигается постоянным притоком в ванну свежей воды. Предельная концентрация примесей в промывной воде устанавливается в каждом конкретном случае умелым методом. Загряз ненность промывной ванны измеряется по ее удельной электропроводности. Довольно часто для промывки употребляется пара ванн.
Наряду с этим концентрация загрязнений и моющего раствора в первой промывной ванне должна быть равна 1/10 от концентрации моющего раствора; во второй ванне эта концентрация будет еще меньше.
Громадное значение имеет температура промывной воды. В случае если промывка осуществляется в тёплой воде, то увеличивается растворимость остатков моющего раствора. Время от времени при большой температуре в один момент с растворением может происходить «закрепление» части остатков моющего раствора в следствии гидролиза щелочных солей, содержащихся в моющем растворе, исходя из этого рекомендуется промывка в горячей воде при температуре 50—65 °С.
Эти условия снабжают достаточную растворимость остатков моющего раствора без излишних теплопотерь.
Для процесса промывки ответственна кроме этого жесткость воды, в особенности при очистке в растворах на базе каустической соды либо при применении в качестве моющих средств мыла, алкилсульфатов с долгой прямой цепью либо алкилбензолсульфонатов с долгой прямой алкильной цепью. При отмывке поверхностей от этих растворов образуются нерастворимые кальциевые и магниевые соли, что ведет к утрата растворимости моющих веществ и образованию на поверхности подробностей белого налета, прекрасно заметного по окончании подсыхания. Исходя из этого в районах с твёрдой водой для промывки довольно часто приходится использовать конденсат пара либо же умягчать воду введением особых добавок, к примеру фосфатов натрия.
Расход воды имеет значительное значение при промывке изделий. Расчеты говорят о том, что для уменьшения расхода воды размеры ванн должны быть минимальными, а приток свежей воды максимальным. Так как при промывке нужны ванны меньшего размера, чем при очистке, громадную ванну возможно поделить на пара секций, увеличив так производительность установки.
Многоступенчатая промывка позволяет действенно применять воду, пропуская ее из третьей ванны во вторую и из второй в первую. Наряду с этим ванны легко расположить так, дабы вода в них пребывала на различном уровне. При разности уровней 50 мм обеспечивается независимый переток воды со скоростью от 4 до 8 л/мин.
Для предупреждения обратного перемещения воды устанавливается запорный вентиль. Такая совокупность известна называющиеся каскадной промывки. Расход воды при каскадной промывке уменьшается если сравнивать с расходом воды при одноступенчатой промывке приблизительно в 100 раз.
Самым действенным и экономичным способом есть струйная промывка. На первый взгляд может показаться, что отвод отработанной по окончании струйной промывки воды в канализацию может привести к чрезмерному потреблению воды. Но это не обязательно. К примеру, стремительная промывка в течение 5 сек с отводом в канализацию перед долгой струйной промывкой с рециркуляцией унесет с собой солидную часть загрязнений и потребует намного меньшего расхода воды в следующей ванне.
Таким методом возможно сэкономить большое количество воды.
В установках струйной промывки форсунки должны быть расположены так, дабы снабжать обработку изделий со всех сторон. При конструировании установок нужно обратить особенное внимание на то, дабы струи были направлены в углубления изделий, и на выбор напора и типа форсунок воды, снабжающих самая эффективную промывку.
Оборудование, применяемое при очистке в водных щелочных растворах
При щелочном обезжиривании может использоваться следующее оборудование: стационарные ванны; установки струйной очистки; пароструйные установки; качающиеся барабаны либо шнековые транспортеры; циркуляционные установки; ванны электрической очистки; ультразвуковые установки.
В связи с отсутствием стандартного оборудования в каждом отдельном случае приходится проектировать и изготавливать установки для обезжиривания с учетом технологических изюминок конкретного производства: нужной производительности, имеющейся в распоряжении производственной площади, материала, габа ритов и сложности формы очищаемых подробностей, возможности транспортировки подробностей и др.
Ванны для очистки подробностей способом погружения изготавливаются из листовой углеродистой стали толщиной 4—6 мм со сварными швами в и снаружи; емкость ванн не должна быть больше 1900 л. Ванны громадного размера нужно усиливать с боков ребрами жесткости.
Для подогрева моющего раствора ванны оборудуют паровыми змеевиками28, снабжающими нагрев моющего раствора до рабочей температуры в течение 30— 60 мин. Паровые змеевики монтируются на рабочей стороне ванны и закрываются экраном из листового металла. (Наряду с этим экран направляет поток нагретого раствора вверх и в сторону от змеевика, снабжая постоянную циркуляцию моющего раствора и унося плавающее масло в сторону дальней стены).
Змеевик находится на расстоянии 7—8 см от дна ванны и на расстоянии 7—8 см от уровня раствора. Дальняя стена ванны оборудуется сливной перегородкой для удаления загрязнений, плавающих на поверхности моющего раствора. Для полной очистки ванны при замене всего раствора на дне монтируется линия слива.
Перемешивание моющего раствора осуществляется или перемещением подробностей, или перекачкой моющего раствора на протяжении загружённых изделий посредством насоса.
В случае если ванны установлены на конвейере и скорость конвейера недостаточна для действенного перемещения моющего раствора довольно обрабатываемой поверхности, ванны оборудуют особыми встряхива-телями либо опрокидывателями, на каковые подробности наталкиваются при перемещении конвейера.
Более идеальным способом очистки металлов если сравнивать с способом погружения есть струйное обезжиривание. В связи со большими капитальными вложениями использование этого способа оправдано лишь в условиях массового производства.
Струйные установки бывают самых разных конструкций80-81; они смогут воображать собой простые устройства для орошения подробностей в одной ванне либо конвейерные агрегаты, в которых подробности непрерывно перемещаются в последовательно смонтированных секциях обезжиривания, промывки, травления, пассивации и т. д.
Для движения подробностей в струйных установках чаще всего употребляются горизонтальные конвейерные и подвесные монорельсовые линии. Простыми приспособлениями для подачи моющего раствора являются: закрепленные форсунки либо шлицованные патрубки, благодаря которым раствор может стекать на подробности под различным углом, вращающиеся форсунки, подающие раствор на подробности под неизменно изменяющимся углом; вращающиеся колеса, каковые создают в растворе волны, омывающие подробности.
Моющий раствор поступает под избыточным давлением 0,5—2 ат; при громадных давлениях требуются особые меры, предотвращающие усиленное пенообра-зование.
При применения струйной очистки моющие растворы возможно подавать при пониженном давлении (0,1 — 0,7 ат) и при повышенном расходе; это довольно часто дает прекрасные результаты.
Струйные установки должны иметь две либо больше секций для очистки и последующей промывки. При громадном количестве загрязнений целесообразно иметь две секции для очистки и одну для промывки. В этом случае главная масса загрязнений удаляется в первой секции для того, чтобы незагрязненный раствор во второй секции имел возможность завершить очистку при оптимальной температуре и с громаднейшей эффективностью.
Американское общество по применению и производству металлов собрало нужные эти по применению и организации струйной очистки, каковые приводятся в обзорной работе Спринга18.
Для очистки больших объектов в зарубежной практике активно используется способ пароструйной очистки. Данный способ содержится в подаче тёплого моющего раствора вместе с некоторым числом перегретого пара под избыточным давлением от 3 до 10 ат. Раствор подается дозирующим устройством через распылительную головку, в которой происходит смешение его с паром.
Известно три типа установок для пароструйной очистки:
— установки с собственным источником нагрева (газ, мазут либо бутан) и с ярким нагнетанием моющего раствора;
— безтопочные установки, трудящиеся на заводском паре, с подачей моющего раствора насосом под повышенным давлением;
— установки, трудящиеся на заводском паре либо паре, подаваемом от отдельного источника (парового котла) с сифонным засосом моющего раствора.
Пароструйные установки смогут быть переносными и стационарными.
Переносные пароструйные установки предназначаются для обработки крупногабаритных изделий, металлоконструкций на монтажной площадке, и изделий, окраска которых производится по окончании сборки на участках, территориально удаленных от стационарных агрегатов подготовки поверхности.
Самым эргономичным оборудованием для очистки небольших подробностей сложной формы являются вращающиеся шнековые транспортёры и барабаны. Барабан всецело либо частично заполняется щелочным раствором, что перемешивается в следствии качающе-вращающегося трения и движения подробности о подробность. В качестве запасного материала для очистки помогают мелкий щебень и стальные шарики.
Эффективность очистки в барабанах в значительной степени зависит от типа применяемого оборудования (вращающегося барабана, загружённого в ванну; опрокидывающего барабана; шнекового транспортера).
Очистка в циркуляционных установках, в электролитических ваннах, а также в аппаратах с применением ультразвука употребляется весьма редко для подготовки поверхности под окраску, поскольку в этом случае не нужно тщательное удаление загрязнений, как это нужно, к примеру, при очистке подробностей, предназначенных для электролитического покрытия.
Эмульсионная очистка
Обезжиривание органическими растворителями, в особенности с применением пара, происходит скоро, причем изделия, выходящие из установки, выясняются сухими. Но в случае если в ходе очистки нужно удалять не только масло, но и жёсткие частицы, находящиеся на поверхности (железную пыль, остатки по окончании шлифования, полировальные пасты и др.), проводится дополнительная очистка в водном моющем растворе.
Для более действенной очистки поверхности потребовались комбинированные методы, предусматривающие очистку в органических растворителях и в водных моющих растворах.
Эмульсионные обезжиривающие составы владеют высокой растворяющей, смачивающей и эмульгирующей свойством, исходя из этого в ходе эмульсионной очистки с железной поверхности всецело удаляются раз-Личные масла, смазки и неорганические загрязнения.
При очистке эмульсионным способом длительность очистки изделий делается меньше, а срок работы моющей ванны — больше, чем при очистке в щелочных растворах с применением тех же поверхностно-активных веществ. Причем эмульсионное обезжиривание возможно осуществлять при комнатной температуре без ухудшения качества очистки поверхности.
В ходе работы с эмульсионными составами не нужно осуществлять контроль их состав; нужно лишь поддерживать постоянный уровень моющего состава в ванне.
Преимуществом способа есть безопасность работы с этими составами, содержащими до 90% воды, поскольку они не токсичны и пожаро- и взрывобезопасны.
Очистные эмульсионные составы представляют собой эмульсии растворителя в воде, стабилизованные поверхностно-активными веществами. В качестве органических растворителей употребляются углеводороды и их хлорированные производные. Из эмульгаторов широкое использование нашли аминные мыла, нафтенаты, алкиларил-сульфонаты, алкилсульфонаты и полиоксиэтиленовые неионогенные ПАВ с низкой пенообразующей свойством.
Нефтяные сульфонаты, используемые в качестве эмульгаторов, прекрасно растворяются в органических растворителях и владеют антикоррозионными особенностями. В состав эмульсий для очистки довольно часто вводят особые добавки (спирт, гликолевые эфиры), повышающие обоюдную растворимость и тем самым облегчающие совмещение эмульгатора с растворителем, и ингибиторы коррозии.
Эмульсии для очистки, в большинстве случаев, высоко дисперсны и довольно устойчивы. Большая часть из них представляют собой эмульсии типа «масло в воде», но известны кроме этого особые эмульсии типа «вода в масле»57.
Стабильность эмульсий, используемых в индустрии, колеблется в широких пределах; в некоторых эмульсиях растворитель не выделяется из эмульсий кроме того при долгой выдержке при большой температуре, в других — слой растворителя и водный слой всецело разделяются. Для промышленных целей нужно иметь вероятно более стабильные эмульсии.
Очистка в эмульсионных составах значительным образом отличается от очистки в органических растворителях и в щелочных обезжиривающих растворах. В эмульсиях в один момент с растворением масляных загрязнений органическими растворителями происходит эмульгирование этих загрязнений. Понижение вязкости масляных загрязнений при их растворении органическими растворителями облегчает процесс эмульгирования, из-за которого капли эмульсии не загрязняют уже отмытую поверхность.
Решающая роль в эмульсионной очистке в собственности ПАВ; наличие поверхностно-активных веществ в один момент в виде раствора и водного раствора в органическом растворителе содействует стремительной и полной смачиваемости поверхности моющим составом и удалению загрязнений с поверхности в моющую ванну. В следствии одновременного действия органического растворителя и водного моющего раствора существенно увеличивается эффективность очистки.
В зависимости от метода разбавления концентрата водой различают два способа эмульсионного обезжиривания: одностадийный и двухстадийный.
Одностадийный способ. Концентрат разбавляют водой либо слабо щелочным раствором в отношении от 1 : 10 до 1 : 200. Наряду с этим образуется или стабильная эмульсия органического растворителя в воде, или неустойчивая эмульсия, которая скоро разделяется на два слоя, образуя так именуемые двухфазные очищающие растворы.
Независимо от устойчивости эмульсии, образующейся в следствии разбавления, при одностадийном способе главная масса загрязнений удаляется при погружении подробностей в разведённый препарат либо в ходе распыления эмульсии.
При очистке погружением в двухфазные растворы в органической фазе происходит частичное растворение масляных загрязнений с одновременной адсорбцией ПАВ на очищаемой поверхности; а в водной — удаление неорганических загрязнений и эмульгирование остатков масла. Органический растворитель в зависимости от плотности может быть над либо под водной фазой.
Громадный интерес воображают растворы, в которых органический растворитель (хлорированный углеводород) находится под слоем воды. В этом случае уровень качества очистки увеличивается при поочередном контакте загрязнений с двумя фазами раствора; помимо этого, верхний водный раствор содействует уменьшению испарения летучего растворителя.
Двухфазные действенные очищающие растворы целесообразно использовать для очистки поверхности от тяжело удаляемых загрязнений, таких, как нагары, лакокрасочные покрытия и др. Но если сравнивать с устойчивыми эмульсиями двухфазные растворы менее экономичны, поскольку как правило при их применении требуется частая корректировка и нагрев ванны.
Концентрат, предназначенный для двухфазной очистки19,20, имеет следующий состав (в г): керосин — 89; олеат натрия — 7,2; триэтаноламин — 3,8; трикрезол — 1.
При разбавлении концентрата водой в соотношении 1:10 очистка длится от 30 сек до 3 мин в зависимости от вида загрязнения.
Двухстадийный способ. Очистка этим способом осуществляется погружением подробностей на пара мин. в концентрированный препарат с последующей промывкой изделий водой. При погружении подробностей в концентрат загрязнения не переходят в моющую ванну, но на загрязнениях и на поверхности металла адсорбируются компоненты моющего состава.
В последующем ходе промывки водой происходит стремительное, как правило удаление и самопроизвольное эмульгирование загрязнений их с поверхности металла.
Так, при двухстадийном способе очистки не происходит загрязнения моющего состава, а концентрат расходуется за счет уноса и адсорбции его с подробностями. Исходя из этого срок работы концентрата без его полной замены может составлять пара лет при условии пополнения рабочей ванны свежими порциями концентрата по мере его уноса.
Эмульсионные препараты, приведенные в особой литературе83’88-93, отличаются друг от друга эмульгаторами, растворителями, методами повышения растворимости ПАВ, и стабильностью.
Подробности промывают в этом препарате при обычной температуре. Длительность очистки зависит от степени и вида загрязнения и находится в пределах от 30 сек до 10 мин. Недочёт препарата — его летучесть; вследствие этого нужна хорошая вентиляция. Раствор вредно действует на кожу рук, исходя из этого трудиться следует в защитных перчатках.
Потому, что раствор содержит воду, опасность воспламенения его мала, но в помещении, где находится ванна, не рекомендуется проводить работы с открытым огнем.
В качестве эмульгаторов для того чтобы использованы смеси поверхностно-активных веществ ионогенного и неионогенного типов. Введение смеси ПАВ в состав эмульсии содействовало повышению моющей свойстве данной композиции. Процесс очистки этим составом проводится как при нагреве до 60 С, так и при комнатной температуре.
Определение чистоты поверхности
Способы определения количества загрязнений на поверхности металлов обобщены в ряде работ. Но большая часть из них дают лишь качественные представления о степени обезжиренности поверхности, лишь в редких случаях возможно взять количественные информацию о ходе очистки.
При оценке чистоты поверхности употребляются следующие способы: весовой, ферроцианидный, протирка, смачивание поверхности водой, распыление воды с пигментом либо фуксином, флуоресцентный, контактного осаждения металла, и способ остаточных радиоактивных примесей.
Весовой способ — несложной и эргономичный метод определения степени очистки небольших подробностей. В этом случае с поверхности металла действенным растворителем (типа хлорированных углеводородов) смывают масло, после этого по окончании испарения растворителя взвешивают сухой остаток. Возможно кроме этого взвешивать исследуемую подробность до и по окончании промывки растворителем.
Ферроцианидный способ — помогает для определения степени меди поверхности и очистки стали. Бумагу, насыщенную раствором, содержащим NaCl — 50 г/л, KgFe(CN)e — 10 г/л и НС1 — 1 г/л, оставляют на пара мин. во мокром состоянии в контакте с исследуемым примером. Чистая поверхность соответствует окрашенной части бумаги, зажиренная поверхность — белым пятнам на бумаге.
Способ протирки — помогает для определения чистоты всей поверхности подробностей и отдельных ее участков. Для протирки возможно применять фильтровальную бумагу, бумажные салфетки и белую ткань. Определение чистоты протиркой особенно удобно для обнаружения загрязнений, складывающихся из небольших частиц, каковые тяжело найти вторыми способами.
Способ смачивания поверхности водой — самый стремительный способ, значительно чаще используемый на практике, в особенности в индустрии. При смачивании на участках, свободных от жировых загрязнений, остается постоянная пленка воды, а на неполностью обезжиренных участках отмечается ее разрыв.
Способ распыления воды с пигментом либо фуксиновый — на исследуемую поверхность разбрызгивают раствор фуксина, приготовленный растворением в 200 г дистиллированной воды при нагревании 2 г фуксина, 10 мг фенола и 100 мгг глицерина. Через 5 мин по окончании разбрызгивания раствора исследуемую поверхность шепетильно промывают водой. Следы жиров и масел оставляют красные пятна.
Способ флуоресценции — основан на флуоресценции в темноте минеральных масел при действии на них ультрафиолетового света; наряду с этим интенсивность флуоресценции прямо пропорциональна содержанию масла на поверхности металла. Степень чисто ы этим способом определяют посредством ультрахнмископа УИ-Н.‘либо аппарата для флуоресцентного анализа (модель 833).
Способ контактного осаждения металла — показателем обезжиривания помогает обоюдное замещение— металлов в последовательности напряжения, т. е. осаждение более электроположительного металла на обезжиренной поверхности менее драгоценного металла.
Для определения степени очистки поверхности металла образцы погружают на 1—2 сек в следующие составы: 3%-ный раствор ZnS04 (сталь, алюминий, сплавы алюминия), 1%-ный раствор CnS04 (сталь, алюминий, цинк и сплавы алюминия), 3%-ный раствор Hg(N03)o (латунь и медь).
Способ остаточных радиоактивных приме-сей— используется редко; основан на определении по окончании очистки интенсивности излучения посредством счетчика Гейгера—Мюллера следов ранее нанесенного вещества, в состав которого входят меченые атомы.
Ни один из перечисленных способов не есть идеальным.
Выбор способа для оценки качества обезжиривания зависит от требований, предъявляемых к обрабатываемой поверхности, т. е. от количества загрязнений, допустимых для технологической обработки.
К примеру, в случае если по окончании обезжиривания в щелочном растворе направляться электролитическое обезжиривание, достаточен внешний осмотр поверхности, которым устанавливается наличие на поверхности громадного скопления загрязнений. По окончании электролитической -очистки эффективность обезжиривания проверяется более шепетильно способом смачивания водой.
При лабораторной проверке и в исследовательской работе прекрасно зарекомендовали себя способ флуоресценции, контактного осаждения металла и способ остаточных радиоактивных примесей.