Шабрение поверхности
Шабрение используется в инструментальном производстве, как окончательный процесс обработки незакаленных поверхностей. Этому виду обработки подвергаются весьма многие поверхности измерительного инструмента, станочных приспособлений и приборов. Широкое использование шабрения разъясняется особенными качествами взятой по окончании него поверхности. Эти качества пребывают в следующем:
1. Шаброванная поверхность в отличие от шлифованной либо взятой притиркой абразивами, более износостойка, вследствие того что не имеет шаржированных в ее поры остатков абразивных зерен, ускоряющих процесс износа.
2. Шаброванная поверхность лучше смачивается и продолжительнее сохраняет смазывающие вещества, благодаря наличию так называемой «разбивки» данной поверхности, что кроме этого повышает ее износостойкость и снижает величину коэффициента трения обработанной поверхности.
3. Темперамент шаброванной поверхности разрешает применять самый простой и самый доступный способ оценки ее качества — по числу пятен на единицу поверхности.
Верную плоскость при шабрении возможно взять тремя разными методами:
а) способом пришабривания к контрольной плите;
б) способом совмещения граней;
в) способом трех плит.
Наименее правильным есть первый способ. Но он несложен и пригоден для получения шаброванных поверхностей 2 и 3 классов точности. Способ пребывает в окрашивании обрабатываемой поверхности посредством контрольной плиты, а ‘после этого в удалении окрашенных мест шабером до для того чтобы состояния, в то время, когда при соприкосновении с контрольной плитой поверхность будет окрашиваться равномерно.
Второй способ используют при шабрении рабочих граней подробностей прямоугольно-призматической формы.
В соответствии с этому способу требуется, дабы боковые, нерабочие грани подробности были предварительно обработаны. Пришабривание начинается с обоюдной пригонки двух рабочих граней. После этого шаброванные грани совмещаются между собой.
Такое совмещение разрешает в один момент проверить обе шаброванные поверхности одной и той же контрольной плитой. По окончании данного цикла переходов процесс повторяется опять.
Шабрение по способу совмещения граней дает более правильные плоскости и гарантирует их перпендикулярность боковым сторонам подробности. В случае если же требуется пришабрить грани подробности! параллельно одной из ее сторон, возможно применить данный же способ но при совмещении уже воспользоваться не боковыми, а параллельными плоскостями. Совмещение граней осуществляется установкой подробностей на второй контрольной плите, и процесс обработки, так, ведется между двумя контрольными плитами.
")
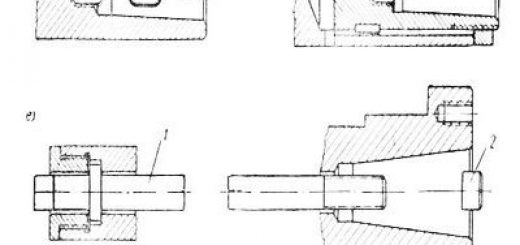
Рис. 1. Способ совмещения граней при шабрении.
Рис. 2. Способ трех плит.
Третий способ — способ трех плит — есть самым правильным методом шабрения, дающим возможность взять верные плоскости независимо от точности имеющегося в наличии поверочного инструмента. Он пребывает в следующем. Каждой из трех обрабатываемых плит присваивается порядковый номер. В случае если пришабрить плиту с номером и плиту с номером друг к другу, снимая для данной цели металл с поверхностей обеих плит, то шаброванные поверхности могут быть и не плоскими.
Вероятнее одна из них будет выпуклой, а вторая — вогнутой, не обращая внимания на то, что равномерное распределение пятен по этим поверхностям скроет от нас данный недостаток. Дабы найти, а после этого и исправить подобные отклонения от верной плоскости, поверхность плиты пришабривают, пользуясь для проверки на краску плитой. Тогда поверхность плиты возьмёт такую же форму, что и поверхность плиты со всеми теми же отклонениями от совершенной плоскости.
Потому, что в следствии этого получается две совсем однообразные поверхности плит, их возможно приложить друг к другу и тогда все отклонения станут явными. Снимая по возможности равномернее металл с выступающих частей обеих плит и та^Им образом, пришабривая их приятель к
vry мы еще более приблизимся к образованию верных плоскостей. Сейчас возможно применять одну из плит, к примеру плиту в качестве контрольной и пришабрить по ее поверхности на плиту, а после этого и плиту. Так опять окажутся у плит две однообразные поверхности, но уже более правильные, чем в первом случае.
Накладывая их снова друг на друга, возможно таким же образом найти отклонения этих поверхностей от совершенной плоскости. Повторяя таковой цикл обработки и дальше, мы все больше будем приближаться к геометрически верной плоскости на всех трех плитах.
Необходимо подчернуть, что сейчас применяется новая разработка шабрения, хорошая от рассмотренной нами ранее. Эта разработка шабрения совмещает процесс шабрения с процессом доводки. По окончании предварительного шабрения на обрабатываемую поверхность наносят слой разведенной керосином пасты ГОИ и притирают поверхность чугунной плитой до потемнения пасты, повторяя процесс 3—4 раза. После этого создают разбивку поверхности и снова притирают.
Для успешного ведения процесса обработки направляться использовать притирочные плиты из более мягкого материала, чем материал подробности.
Эта разработка используется для получения высших классов точности поверхностей и оказывается в 1,5—2 раза производительнее простого шабрения правильных поверхностей.
—-
Слесарную пригонку делают в целях обеспечения требуемого качества сопряженных поверхностей подробностей. Пригонка ликвидирует погрешности станочной обработки, а в некоторых случаях заменяет ее как более рациональная по техническим и экономическим показателям. Пригонка основана на применении таких способов слесарной размерной обработки, как притирка и шабрение.
Своеобразным видом пригонки есть припасовка.
Шабрением именуют способ окончательной слесарной размерной обработки незакаленных поверхностей заготовок особым режущим инструментом — шабером. Главное назначение шабрения — получение малой шероховатости и расположения точности поверхностей и высокой формы (в пределах 0,01 — 0,005 мм). Шабрением снабжают герметичность неподвижных и весьма правильное и плотное сопряжение подвижных соединений.
Площадь фактической несущей поверхности по окончании шабрения достигает 70% номинальной, что существенно превышает подобный показатель при обработке вторыми способами. Равномерно расположенные по всей шабреной поверхности небольшие впадины (карманы) прекрасно и равномерно удерживают смазку в стыках подвижных соединений. В отличие от поверхностей, обработанных абразивным инструментом, шабреная поверхность не насыщена частицами абразива и исходя из этого более износостойка.
Шабрением возможно придать поверхности декоративный вид (навести «холод»).
Шабрением обрабатывают подшипники скольжения, направляющие металлорежущих станков, рабочие поверхности поверочных плит, угольников, штангенрейсма-сов, незакаленные поверхности измерительных инструментов и т. п.
Рис. 3. Схема шабрения «от себя» (а) и «на себя» (б): 1— траектории режущей кромки, 2 — шабер, 3 — обработанная поверхность
Различают два вида шабрения: размерное и декоративное. Декоративное шабрение не повышает точность обрабатываемой поверхности, а лишь усиливает ее внешний вид.
Для шабрения свойственны две особенности:
1) с поверхности заготовки срезаются (соскабливаются) небольшие стружки;
2) материал срезается целенаправленно, т. е. лишь с участков, выступающих над поверхностью заготовки.
Перемещения шабера, нужные для резания, реализовывают вручную. Шабрение делают по двум схемам: «от себя» и «на себя». При шабрении «от себя» режущая кромка шабера в начальный момент воздействует на основание выступа.
К шаберу прикладывают силу и информируют ему перемещение по дуге. Он срезает микровыступ, на месте которого образуется впадина. Так, на обрабатываемой поверхности вместо одного микровыступа образуются два новых. Но они меньше и их вершины лежат ниже вершины срезанного выступа.
При обратном перемещении шабер разгружают, дабы не повредить обработанную поверхность и не затупить инструмент.
При шабрении «на себя» (его выполняют в большинстве случаев по окончании шабрения «от себя»), легко нажимая на шабер, ему информируют перемещение по дуге, наряду с этим снимается стружка лишь с самых высоких точек профиля обрабатываемой поверхности.
Рис. 4. Типы шаберов
Шаберсостоит из режущей части, ручки и стержня. Плоский шабер используют для обработки плоских поверхностей, а полукруглый и трехгранный — для обработки выпуклых и вогнутых поверхностей. Шаберами с изогнутым финишем обрабатывают плоскости, расположенные под углом.
Плоские шаберы делают односторонними и двусторонними. Трехгранные и полукруглые шаберы имеют соответственно три и две режущие кромки.
Цельные шаберы изготовляют из инструментальной углеродистой стали У10А и У12А; их рабочую часть закаливают до твердости 64—66 HRC3. Используют кроме этого шаберы со вставной режущей пластиной, которую изготовляют из быстрорежущей стали, стали ШХ15 либо из жёсткого сплава.
Плоские шаберы имеют режущую кромку длиной 5— 25 мм. Для предварительного шабрения применяют инструмент с долгими кромками, а для окончательной — с маленькими кромками, разрешающими снимать материал лишь в местах, покрытых краской. По той же причине шаберы с криволинейной режущей кромкой большей кривизны применяют для окончательной обработки, а меньшей кривизны — для предварительной обработки.
Шабер, как каждый режущий инструмент, имеет рабочую часть в виде клина. Его углы (передний, задний и резания) зависят от углов заострения, взятых при заточке шабера, и от его положения довольно обрабатываемой поверхности. Весьма мелкую стружку возможно взять лишь тогда, в то время, когда угол резания больше 90°, а передний угол — отрицательный.
В другом случае режущее лезвие будет глубоко врезаться в материал заготовки, что недопустимо при шабрении. В начале обработки шабер устанавливают так, дабы уменьшить угол резания (для снятия большего слоя материала), а в конце обработки так, дабы угол резания расширить (для снятия небольших стружек).
Приспособления, используемые при шабрении. Ввиду малых сил резания заготовку при шабрении закрепляют только для удобства ее обработки либо по большому счету не закрепляют. Маленькие по размерам заготовки устанавливают в тисках с нагубни-ками так, дабы они не деформировались.
Незакрепля-емую заготовку устанавливают на древесные подложки.
В качестве красителя при шабрении используют берлинскую лазурь либо голландскую сажу. Для растирки сухого красителя применяют железный брусок либо валик. Для разведения красителя нужно машинное масло. Обрабатываемую поверхность окрашивают кубиком либо тампоном.
При протирке используют салфетки и керосин.
Контрольные инструменты, используемые при шабрении. Контроль отклонений от прямолинейности и плоскостности (главной вид контроля при шабрении) реализовывают посредством поверочных линеек и плит. Контроль обоюдного размещения соосных отверстий (в корпусных подробностях) делают посредством валиков.
Контролируемые поверхности окрашивают и уровень качества шабрения оценивают числом k пятен на участке размерами 25 X 25 мм. Для неответственных либо громадных по площади поверхностей k10; для более правильных поверхностей (к примеру, направляющих важных механизмов) k10 ч- 18; для поверхностей поверочных линеек и плит k18 4- 25; для очень важных поверхностей (к примеру, контрольных высококлассных линеек ) k ^ 30. Наряду с этим пятна должны размешаться равномерно по всей контролируемой поверхности.
Последовательность работ при шабрении. Громадное влияние на качество и производительность шабрения оказывает подготовка обрабатываемой поверхности. Шабрению в обязательном порядке предшествует чистовая обработка заготовки (чистовое строгание, фрезерование, растачивание, шлифование либо опиливание по краске).
Так как шабрение есть ручной и трудоемкой операцией, то припуск на обработку должен быть минимально нужным для получения требуемого качества. Припуск под шабрение плоскостей шириной до 500 и длиной до 1000 мм (чаще всего видящихся в практике) образовывает 0,1—0,25 мм (припуск возрастает с повышением размеров обрабатываемой плоскости).
Припуск под шабрение отверстий длиной до 300 мм образовывает 0,05—0,12 мм (при диаметре отверстия до 80 мм); 0,1—0,25 мм (при диаметре отверстия 80— 180 мм); 0,15—0,35 мм (при диаметре отверстия 180— 360 мм). Больший припуск соответствует большей длине отверстия.
Для высокопроизводительного и качественного шабрения нужно не только верно выбрать .тип шабера, но и шепетильно его заточить и довести. Доводку режущих кромок шабера выполняют по окончании его заточки на мелкозернистом абразивном бруске. Для доводки и облегчения заточки боковые грани плоского шабера делают вогнутыми, а у трехгранных — на боковых гранях делают канавки (желобки).
В ходе работы шабер иногда правят.
Различают предварительное, окончательное и декоративное шабрение. Предварительным шабрением удаляют следы предшествующей обработки: шабрение ведут долгими рабочими ходами (10—15 мм) под углом 45° к следам предшествующей обработки (до исчезновения последних); шабрят способом «от себя»; по окончании каждого контроля на плите изменяют направление последующего шабрения, т. е. ведут его перекрестным методом.
Окончательное шабрение создают по серым пятнам, способом «на себя»; режущую кромку шабера устанавливают на серые пятна и, легко нажимая на шабер левой рукой, выполняют им по обрабатываемому месту, снимая таким методом самые высокие точки.
Декоративное шабрение реализовывают перекрестными штрихами; шабрят изогнутым шабером (так как он неглубоко врезается в обрабатываемую поверхность) примерно на глубину 3 мкм.
Шабрение изогнутых и выпуклых поверхностей требует широкого опыта. Не считая криволинейного толчкового перемещения шабера вперед ему информируют одновременно и круговое перемещение. Обработку цилиндрических поверхностей возможно проводить лишь круговыми перемещениями шабера. Но в любом случае эти перемещения должны быть правильными, дабы обеспечить верный угол резания.
В противном случае шабер будет врезаться в обрабатываемую поверхность и портить ее.
При шабрении направляться смотреть за тем, дабы на поверхности не было заусенцев и задиров, обстоятельствами происхождения которых являются нехорошая заправка режущей кромки шабера, малые углы резания либо сильный прижим шабера к обрабатываемой поверхности при его обратном ходе и в конце рабочего хода.
Для механизации шабрения используют пневматические и электрические шаберы. Приемы работы ими слабо отличается от простых. Но механическое шабрение используют лишь в качестве предварительного.
Более перспективным методом уменьшения доли трудоемкого шабрения есть окончательная обработка поверхностей чистовым фрезерованием, шлифованием, виброобкатыванием и другими способами станочной обработки.
—
Шабрение поверхности (к примеру плоскости чугунной плитки) создают следующим образом. Сперва шепетильно насухо протирают тряпками либо финишами рабочую поверхность проверочной плиты, после этого наносят на нее узкий и ровный слой краски. Затем поверхность плитки, подлежащей шабрению, шепетильно насухо вытирают чистой тряпкой, накладывают плитку на поверхность проверочной плиты и передвигают ее вкруговую два-три раза с легким нажимом.
Окрашенную так плитку зажимают в тисках и шабером соскабливают окрашенные места.
Шабрение плоских поверхностей производится плоскими шаберами с криволинейными режущими кромками; края этих поверхностей обрабатывают шабером с прямыми режущими кромками. Таковой шабер возможно выводить мало (не больше lU его ширины) за края шабруемой поверхности, не опасаясь, что он соскочит с подробности и завалит ее край.
Шабер при работе держат в правой руке, ладонь левой руки накладывают на инструмент посредине, поджав книзу четыре пальца. Шабер устанавливают на обрабатываемую поверхность под углом 30—40°. Шабрить нужно не сгибаясь, при свободном положении корпуса.
При шабрении двигают шабер вперед и назад. При рабочем движении (вперед) шабер снимает слой металла толщиной 0,01 — 0,02 мм, обратное его перемещение есть холостым, т. е. не сопровождается снятием металла. Шабер двигают вперед любой раз на 12—15 мм в разных направлениях, перекрещивая штрих под углом приблизительно 45—60°.
Площадки, образуемые штрихами, должны иметь вид квадратиков либо ромбиков.
Шабрение делают за три перехода. За первый (черновой) переход создают неотёсанную обработку шаберами шириной от 20 до 30 мм при длине рабочего хода 10—г 15 мм. Это предварительное шабрение заканчивают, в то время, когда вся шабруемая поверхность при нанесении на нее краски покроется большими пятнами краски— до 4 пятен на площади 25 X 25 мм2.
За второй (первый чистовой) переход поверхность обрабатывают шаберами шириной не более 12—15 мм при длине рабочего хода от 5 до 10 мм. Затем перехода число пятен на шабруемой поверхности должно быть от 8 до 16 на площади 25 X 25 мм2. Третий переход используется при обработке весьма правильных плоскостей, каковые шабруются шаберами шириной от 5 до 12 мм при мелком штрихе. По окончании третьего перехода шабруемая поверхность должна иметь на квадрате 25 X 25 мм2 от 20 до 25 пятен.
При окончательном (чистовом) шабрении отделяют шабер в конце рабочего хода от обрабатываемой поверхности, так что его холостой движение совершается по воздуху. Таковой прием содействует получению более чистой поверхности.
На протяжении шабрения (любой раз по окончании удаления шабером покрытых краской мест) поверхность плитки очищают щеткой и шепетильно вытирают сухой тряпкой. Плитку опять накладывают на окрашенную проверочную плиту, снимают ее и появившиеся пятна снова шабрят. Так продолжают , пока количество пятен на плитке при проверке ее краской не достигнет установленной нормы.