Огранка при глубоком сверлении
Под огранкой при глубоком сверлении знают разновидность вибрационных следов на обработанной поверхности отверстий, талантливых поменять макроформу отверстий, превращая их из поверхностей круговых цилиндров в сложные поверхности с чередующимися впадинами и выступами — граненые поверхности. Время от времени эти следы практически не ощутимы и представляются как оптический обман.
Частенько на обработанной поверхности образуются прекрасно выступы и заметные впадины, причем как правило они расположены по винтовой линии. Исходя из этого данный вид огранки именуют время от времени винтовым.
В большинстве случаев, огранка появляется неспешно, нарастая к выходному торцу обрабатываемой заготовки. Винтовые поверхности как правило оказываются многозаходными. Причем, в случае если число заходов z нечетное, то в поперечном сечении просверленного (расточенного) отверстия образуется не окружность, а замкнутая фигура с нечетным числом выступов и впадин.
Исходя из этого при обмере отверстий звездкой в этом случае нереально выяснить перепады в размерах впадин и выступов, поскольку измерительные ножки звездки базируются в один момент на противоположный выступ и впадину. Это формирует чувство, что обмеряемое отверстие воображает не граненую поверхность, а верный круговой цилиндр. При четном числе заходов z легко найти вместо кругового цилиндра искаженную огранкой поверхность.
Время от времени вместо винтовой поверхности образуются впадины и выступы, направленные параллельно оси просверленного отверстия. Во многих случаях огранка получается такой выразительной, что на выходном торце заготовки образуется профиль отверстия, напоминающий профиль особой многошлицевой втулки либо нарезного канала стрелкового оружия.
При кольцевом сверлении также образуется огранка, причем не только на поверхности просверленного отверстия, но и на высверливаемом стержне. Обмеры стержней и огранок отверстий говорят о том, что впадины отверстий совпадают с выступами на спаренных стержнях. Винтовая огранка, появляющаяся на поверхности отверстия в конце прохода, у долгих подробностей имеет ход приблизительно постоянный по величине.
В случае если огранка образуется сначала прохода, то ход ее непостоянен.
")
Рис. 1. не сильный следы огранки на поверхности просверленного отверстия
Рис. 2. Отчетливые следы огранки, полученные при глубоком сверлении
Рис. 3. Огранка на высверленном стержне при сверлении с низкими скоростями резания
При сверлении с маленькими скоростями резанья было зафиксировано пара случаев, в то время, когда изменялся не только ход, но и направление винтовой линии огранки.
Появление при глубоком сверлении огранки на первый взгляд не воображает ничего страшного, поскольку она возможно выведена за счет припуска на последующую обработку. Но при растачивании, в особенности при чистовом растачивании плавающими пластинами, огранка копируется и исходя из этого для ее выведения приходится использовать пара проходов. Самый надежно, но не хватает производительно, огранка выводится хонингованием.
Механизм образования огранки. Огранка появляется не всегда. Увидено, что чаще всего огранка появляется при сверлении инструментами, не имеющими определенности базирования.
Механизм образования огранки особенно прекрасно выявляется при сопоставлении спаренных поверхностей просверленного кольцевым сверлом отверстия и высверленного стержня. Вправду, в случае если от одного резца кольцевого сверла в один момент получаются на поверхности отверстия выступ, а на стержне впадина либо напротив, то это возможно взять лишь при поперечных колебаниях инструмента довольно обрабатываемой заготовки.
Но не всякое поперечное колебание инструмента, а следовательно, и стебля, на котором он закреплен, может привести к образованию огранки. Огранка появляется в тех случаях, в то время, когда частота колебаний инструмента со стеблем будет приблизительно одного и того же порядка с частотой вращения заготовки. В случае если частота вращения инструмента со стеблем будет высокой, то вибрации, разумеется, не создадут огранки, а лишь снизят чистоту обработки.
Учитывая это, было обращено внимание на обнаружение влияния метода закрепления стебля во входной втулке маслоприемника и в передней направляющей стойке, в то время, когда сверло трудилось с наружным отводом стружки, на механизм образования огранки. Расчеты продемонстрировали, что методы закрепления стеблей, в особенности при работе с долгими стеблями, оказывают незначительное влияние на частоту их колебаний.
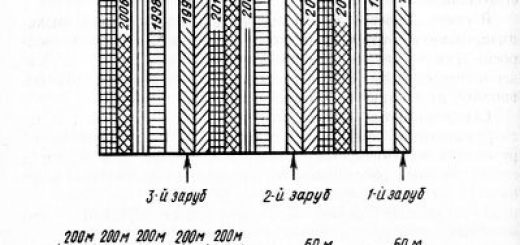
На рис. 4 приведены главные частоты колебаний стебля, предназначенного для сверла dc = 80 мм, в зависимости от метода его закрепления. Как видно из рисунка, частоты колебаний быстро снижаются при возрастании длины выдвижения стебля 1С, но, начиная с длины выдвижения стебля более двух метров, отличие в частотах колебаний при разных методах его закрепления делается малом.
Данный вывод прекрасно согласуется с опытом образования огранки с постоянным шагом винтовой линии в конце прохода при громадной длине выдвижения стебля.
Эти расчета подтверждаются и другими наблюдениями за огранкой. Так, к примеру, было обнаружено, что появление винтовой поверхности отмечается лишь тогда, в то время, когда отношение частоты
Рис. 4. Зависимость частот собственных изгибных колебаний стебля (dcm нар = = 70 мм, dcult вн =56,7 мм) от длины его способа и выдвижения закрепления
Высказанные наблюдения нашли подтверждение в работах А. А. Кустова, что занимался изучением обрабатываемости точением с применением «тока проводимости» для увеличения чистоты обработанных поверхностей. При обточке на низких скоростях резания с применением переменного либо пульсирующего тока на обработанной поверхности образовывался узор либо сетка, имеющая вид верно чередующихся блестящих винтовых линий.
Пара раньше А. А. Кустова подобной работой занимался Б. М. Аскинази, что кроме этого приобретал узоры самого разного характера, к примеру в виде художественной росписи под дерево. При применении постоянного тока (по направлению и величине) сетки либо узоров не было. Наблюдения на протяжении опытов за территорией резания посредством механического стробоскопа продемонстрировали, что режущая кромка резца, имея малую тепловую инерцию, нагревалась иногда с частотой, равной 100 периодам в секунду.
А. А. Кустов показывал, что обработанная поверхность подробности при происхождении сетки имела чередование блестящих и матовых участков, причем матовые участки были пара заниженными по отношению к блестящим участкам.
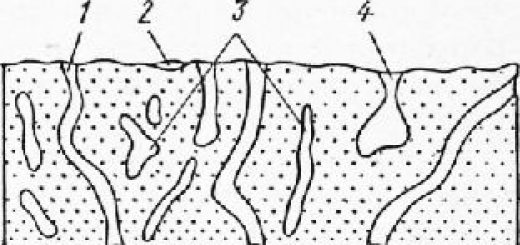
При сверлении, в то время, когда стебель приходит в колебательное перемещение, происходит явление, подобное образованию сетки. Углубления периферийных режущих кромок сверла с частотой собственных колебаний стебля создают условия для образования огранки. На рис. 4 возможно замечать чередование блестящих винтовых полос с чёрными винтовыми поверхностями. Из рисунка видно, что яркие полосы имеют чистоту обработки выше, чем чёрные поверхности, на которых во многих случаях заметны впадины.
Яркие полосы меньше углублены, чем чёрные.
При сверлении образование огранки происходит в более непростых условиях. Особенно это заметно при маленьких вылетах инструмента.
Из рис. 5 видно, что при трансформации длины стебля с 1 до двух метров частота колебаний изменяется от 30 до 5 гц, т.е. в шесть раз. Причем направляться иметь в виду, что изменение частоты происходит медлено (бесступенчато). Исходя из этого, в случае если создавать подсчет числа заходов винтовой линии по формуле, то величину z возможно приобретать не только дробной, но и целой.
Выше было указано, что при целом числе заходов впадины и выступы при огранке находятся на протяжении образующих обработанных поверхностей.
На рис. 5 продемонстрированы переходы от винтовых линий к параллельным линиям. Эти переходы смогут сопровождаться трансформацией наклона волн огранки в противоположную сторону.
По всей видимости, при происхождении узоров в виде художественной росписи под дерево процесс обточки происходил с плавным трансформацией величины г. Узоры огранки, образованные на поверхности высверленного стержня (рис. 5), вправду подобны росписи под дерево.
При сверлении явления поперечных колебаний стебля сложны еще и вследствие того что тут на колебания главного тона смогут накладываться колебания вторых частот. Механизм образования огранки во многом подобен зубофрезерованию способом огибания.
Обстоятельства происхождения огранки. В случае если механизм образования огранки представляется достаточно определенным, то обстоятельство поперечных колебаний стебля до тех пор пока узнана совсем не хватает. Прекрасно известен факт неравномерности подач (особенно медленных подач), используемых на металлорежущих станках.
По всей видимости, это положение должно быть принято во внимание и при установлении обстоятельства поперечных колебаний стеблей при сверлении (и растачивании) глубоких отверстий.
Сверление постоянно происходит с работой стеблей на сжатие, т.е. на продольный изгиб. Наряду с этим стебель испытывает неравномерную нагрузку, которая возможно позвана первоначально не только разными условиями сопротивления сил трения продвижению стеблевой бабки при осуществлении подачи, но и продольной разнообра-батываемостью материала заготовок. Увидено, что показавшаяся огранка весьма редко исчезает.
В большинстве случаев она имеет тенденцию к усилению и самый четко проявляется в конце сверления. Это возможно растолковано не только падением жесткости стебля, но и некоторым копированием следа огранки направляющими инструмента либо его калибрующими кромками.
Весьма интересно было бы совершить изучения огранки при глубоком растачивании с применением стеблей, трудящихся на сжатие и на растяжение. В последнем случае, по всей видимости, огранка обязана появляться реже и проявляться не так четко, как при продольных изгибах стеблей.
Поведение разных типов инструментов. Было увидено, что инструменты, используемые при глубоком сверлении, имеют неодинаковую склонность к образованию огранки. Сверление заготовок длиной до 1,5 м при скоростях резания до 250 м/мин сверлами, имеющими определенное базирование (одно-, двух- и трехкромочные сверла), ни при каких обстоятельствах не сопровождалось возникновением огранки. Огранка появилась при глубоком растачивании отверстий и при целом и кольцевом нескоростном сверлении.
Особенно довольно часто огранка оказалась при громадных длинах растачивания и сверления в конце проходов. Особенный интерес воображает склонность образовывать огранку инструментов, не имеющих определенности базирования. В то время, когда же применили сверла, трудящиеся способом деления подачи, то огранка стала нередким явлением и ею было нужно намерено заняться.
Сразу же было обращено внимание на то, что появление огранки зависит от типа инструмента. Анализ базирования инструмента при сверлении продемонстрировал, что сверла, трудящиеся способом деления подачи (употреблялись двух- и трехрезцовые сверла), базируются на режущем конусе сверла: они не прижаты поперечными силами к стенкам отверстий. Подобное базирование напоминает шаровую опору, которая, как мы знаем, неимеетвозможности оказывать заметного сопротивления поперечным колебаниям стебля.
Исходя из этого в начале работ по борьбе с огранкой представлялось, что в случае если сверло искусственно отключить от стебля так, дабы оно не совершало поперечных колебаний совместно со стеблем, то огранка оказаться не будет. Были изготовлены расточная головка и сверло, каковые имели шарнирные соединения со стеблем. Но опробование шарнирного расточных головок и соединения свёрл не дало ожидаемых результатов.
Помимо этого, конструктивно такие инструменты смотрелись существенно сложнее расточных головок и обычных свёрл.
По сравнению со сверлами, трудящимися способом деления подачи, инструменты, трудящиеся способом деления ширины резания, «сползают» с режущего конуса, прижимаясь все время к опорным направляющим. Причем, чем посильнее происходит прижим к направляющим, тем реже и меньше появляется огранка. Особенно убедительным был опыт растачивания глубоких отверстий расточными головками с подпружиненными направляющими.
Огранка оказалась любой раз в том случае, в то время, когда были ослаблены пружинные направляющие. Данный факт послужил основанием для упругих муфт, появлявшихся действенным средством для противодействия огранке .
Упругие муфты. Промежуточным звеном между сверлом (расточной головкой) и стеблем являются упругие муфты. Их можна разглядывать как упругие передние опоры стебля при сверлении отверстий.
Упругие муфты возможно изготовлять совместно со сверлом либо стеблем, но подобные конструкции были бы нетехнологичными.
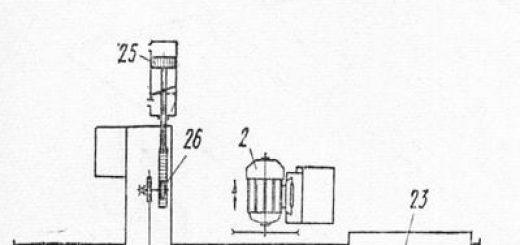
Упругая муфта складывается из корпуса, воображающего полую втулку с нарезанными финишами: левый финиш соединяется со сверлом, а правый со стеблем. В средней части корпуса муфты имеется пара пазов для размещения в них пружинных направляющих 2 армированных жёстким сплавом ВК8. Между корпусом и направляющими размещены пружины 3. Прекрасно зарекомендовали себя арочные пружины, каковые для увеличения долговечности вставляются в любой паз по 2-3 шт.
Пружинные направляющие стягиваются проволокой (0 2 мм). При шлифовании арочные пружины удаляются, а вместо них вставляются твёрдые прокладки определенных размеров.
Хвостовик под сверло имеет два центрирующих пояска, между которыми расположена одноходовая особая резьба прямоугольного сечения. У центрирующего пояска диаметра d расположен упорный бурт. Характерной изюминкой данного крепления есть наличие широкой узкого выступа и впадины резьбы.
Данный вид крепления возможно представить как особую многоходовую резьбу, у которой покинут лишь один движение. Может показаться, что такая резьба нетехнологична, поскольку требует большое количество времени на срезание лишних ходов. Но это не верно, в случае если учесть, что на таковой хвостовик, нарезанный лишь один раз, смогут навинчиваться большое количество сверл. Внутренняя резьба сверла очень технологична, поскольку требует прорезания лишь одной узкой винтовой канавки.
Корпус сверла при аналогичной резьбе делается более твёрдым. Такое крепление снабжает свинчивание свёрл и быстрое навинчивание. Помимо этого, тут отсутствует тенденция к заклиниванию.
Хвостовик под стебель у упругой муфты имеет ветхую конструкцию хвостовиков, используемых для сверл.
Как видно из описания конструкции, упругие муфты очень несложны и компактны, а опыт их эксплуатации продемонстрировал, что они являются надежной опорой для инструмента и стебля. Упругие муфты в какой-то степени создают беззазорные соединения (пружинный распор) сверла в просверленном отверстии, не допуская поперечных колебаний стебля со сверлом, отодвигая передний «шарнир» стебля на упругую муфту и тем самым ликвидируя огранку при сверлении.
Но было бы неправильным вычислять, что упругие муфты являются лишь средством борьбы против огранки. Они благотворно воздействуют на целый процесс сверления (либо растачивания), так как при применении их постоянно совершенствуются микро- и макроформы обработанных поверхностей и, по всей видимости, увеличивается стойкость режущих инструментов.