Основные виды работ по гравированию
Одним из распространенных видов гравирования являются обронные работы — те, в которых производится углубление фона, а изображение получается выпуклым.
Разнообразные печати и клише из других материалов и латуни под золототиснение и печатание краской, простые и сложные клейма из стали для клеймения всевозможных изделий, подробностей, узлов автомобилей и механизмов, буквенные и цифровые пуансоны, зеки и многие другие инструменты возможно было бы привести как пример применения обронных работ в технике.
")
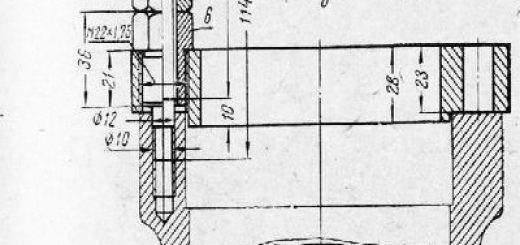
Рис. 1. Штамп, выгравированный в зеркальном изображении
Обронные работы на латуни. Для уяснения приёмов гравирования и технологического процесса на латуни приведем пара примеров обронных работ.
При изготовлении печати для тиснения краской слова КРОНШТАДТ с высотой букв 5 мм и глубиной гравирования 1 мм последовательность технологического процесса такова. Ножовкой отрезают кусок листовой бронзе (марки ЛС59) с припуском на слесарную обработку, т. е. опиловку неотёсанным, личным и бархатным напильниками до нужного размера, в этом случае 40X15X3 мм.
Взятую заготовку закрепляют на древесной колодке при помощи сургуча либо в шаровых тисках и совсем доводят рабочую поверхность крокусной бумагой с необходимой проверкой плоскостности рабочей части поверхности линейкой на просвет. После этого штангенциркулем в средней части прямоугольной заготовки размечают главную ширину строчка — 5 мм (в соответствии с заданному размеру букв). Последующую разметку создают шпицштихелем.
Сосчитав число букв в слове КРОНШТАДТ, разметку начинают с пятой, средней, буквы Ш, которую гравируют на вертикальной линии, дробящей заготовку пополам, что снабжает симметричное размещение данного слова. Остальные буквы размечают в зеркальном изображении, в правую и левую стороны от буквы Ш, по окончании чего размеченное слово КРОНШТАДТ гравируют так, как продемонстрировано на рис. 1.
Размечая верхнюю и нижнюю линии, ограничивающие высоту строчка, нужно учесть высоту большой буквы К, оставляя для нее соответствующий припуск в верхней части строки, а для буквы Д — в нижней части. Заправив необходимые штихели, приступают к про-резанию строчка в поперечнике шириной, соответствующей ширине промежутков между буквами. При гравировании букв учитывают сближение между буквами Т и А, прорезая промежуток между ними не прямо, как у всех остальных букв, а под определенным углом. Данный прием употребляется для сохранения однообразных расстояний между всеми подобными случаями сопряжения таких букв, как РА, АУ, ГА и т. п.
В зависимости от формы буквы используют соответствующие штихели. Для выборки внутреннего контура букв О, В используют больштихель, для П, Н — фляхштихель, для И, А — шпицштихель. В то время, когда гравирование слова закончено, его контролируют оттиском краски на бумаге, по окончании чего создают чистовую обработку, исправляя все увиденные недочёты.
Убедившись, что гравирование выполнено как следует, фляхштихелем удаляют оставшийся материал с фона и грунтуют последний маточником. Этим и заканчивается изготовление данной печати.
В ходе гравирования необходимо пристально смотреть за сохранением обработанных граней букв, других обозначений и рамок, дабы при предстоящей обработке не замять их. Для предотвращения этого умелые граверы применяют в качестве опоры металл, находящийся под гранью штихеля, либо те места фона гравируемого штампа, материал с которых подлежит обязательному удалению при предстоящем гравировании. При чистовой обработке клейма либо штампа используют бумажный, картонный либо пластмассовый суппорт, надежно сохраняющий гравированную поверхность.
Приведем еще один пример обронной работы на латуни. Требуется изготовить штамп для тиснения изображения на мыле. Форма штампа круглая, высота шрифта 5 мм, глубина гравирования 2 мм. Штамп таковой формы изготовляют с рамкой, буквы гравируют в зеркальном изображении; наряду с этим текст штампа располагают в две-три строки. Верхнюю строке размечают в большинстве случаев дугообразной, среднюю — прямой, а нижнюю кроме этого дугообразной, но с обратной кривизной по отношению к верхней строке.
На куске бронзы марки ЛС59 толщиной 5 мм по заданной малой и громадной осям эллипса создают построения и разметку и по взятому контуру опиливают наружный профиль. Штангенциркулем размечают дугообразные строки в верхней и нижней части овала, применяя в качестве базы кривизну самого эллипса. Строке размечают при помощи масштабной линейки и по окончании разметки всего текста приступают к гравированию штампа.
Значительным отличием процесса гравирования для того чтобы штампа есть то, что он по форме существенно сложнее, чем печать в прошлом примере, глубина гравирования больше (2 мм) и, наконец, гравирование граней букв и других знаков производится практически без конуса. Целый другой процесс гравирования такой же, как и в прошлом примере, с применением тех же инструментов.
В то время, когда гравирование подойдет к концу и останется удалить материал с фона, то в этом случае очень действенно применить фрезерный станок с пантографом, благодаря которому работа возможно ускорена многократно. По окончании окончания гравирования к штампу для удобства его применения прикрепляется древесная ручка. С целью этого на обратной относительно букв стороне штампа высверливают маленькое углубление, в которое запаивают головку шурупа и приворачивают к нему древесную ручку.
Обронные работы на стали. В отличие от обронных работ на латуни при работе на стали нужны большие упрочнения гравера, поскольку сталь жёстче любых сплавов и цветных металлов. Примерами обронных работ на стали смогут быть гравирование клейма с одним-двумя символами в круглой либо треугольной рамке, клейма прямоугольной формы с несколькими символами, гравирование всевозможных сложных клейм для тиснения при помощи пресса либо удара молотка.
Стены рамки, цифр, букв и других знаков на штампах и стальных клеймах должны иметь конусность от 45 до 60° для увеличения их механической прочности. Ширина штриха букв, рамок и цифр металлических клейм и штампов в большинстве случаев образовывает 0,1—0,3 мм в зависимости от назначения штампа либо размера и клейма самих знаков; приёмы и методы гравирования такие же, как и при любой обронной работе.
На металлических заготовках удаление материала с фона громадного размера рационально создавать на фрезерно-копировальном либо на простом фрезерном станках. К запасным приемам, облегчающим труд гравера, относятся слесарная обработка опиливание по наружному контуру (при изготовлении клейм под удар), сверление на сверлильном станке разных углублений для выборки лишнего металла, вырубка фона зубильцами и т. п.
Условия эксплуатации всех штампов, других изделий и клейм, изготовленных из стали, требуют их прочности и повышенной стойкости, что должно быть обеспечено качественной термической обработкой (закалкой с последующим отпуском).
Для металлических заготовок используют инструментальную сталь марок У8 и У12. Рабочая поверхность металлической заготовки для клейма либо штампа шепетильно выверяется под угольник, и на просвет при помощи лекальной линейки. Края заготовки для клейма не должны иметь завалов, поскольку только идеально ровная поверхность клейма способна дать ясный и отчетливый оттиск.
Глубина гравирования букв, цифр и других знаков на штампах и клеймах из стали, предназначенных для тиснения по металлу, должна быть в пределах 0,3—0,6 мм. Это крайне важно для увеличения износоустойчивости клейма и механической прочности либо штампа.
Гравирование под золототиснение. Изготовление клише для тиснения золотом, серебром либо краской есть, по сути, обронной работой на латуни, но требования, предъявляемые к ним, существенно выше, чем требования к обычным клеймам либо штампам.
Гравирование под золототиснение производится подобно вышеописанным обронным работам, но в случае если при обронных работах символы смогут быть пара расширены к основанию (а для металлических клейм это есть необходимым условием), то в работе под золототиснение конусность штриха недопустима. Клише, изготовляемое под золототиснение, требует чистой и тщательной обработки. Все буквы текста должны смотреться так, словно бы они изготовлены раздельно и закреплены на пластинке клише.
Глубина гравирования должна быть не меньше 2—3 мм, поскольку как правило тиснение золотом создают на картонных переплетах книг, альбомов и на вторых эластичных материалах, на которых при малой глубине гравирования, и при наличии конусности в буквах клише не может быть взят чистый и четкий оттиск. При несоблюдении этих требований на протяжении тиснения золото закроет те места, где поле должно быть чистым, и изделие будет сломано. Такие же результаты окажутся и при применении этого клише для печатания краской на бумаге; краска дает оттиск в ненужных местах, в следствии чего появляется брак.
На протяжении изготовления клише под золототиснение смогут появиться затрудения при выборке металла в букв О, В, Р, Ф и т. д. Такую выборку нереально скоро произвести штихелями, тем более что требуются отсутствие конуса и большая глубина. Очень действенным приемом при изготовлении клише под золототиснение есть сверление сверлами диаметров, соответствующих внутренним очертаниям гравируемых букв.
Время от времени чтобы получить намётку нужного контура в букв применяют зеки разных профилей. Прекрасные результаты дает изготовление клише на фрезерно-копировальном станке с пантографом. В этом случае производительность труда возрастает в десятки раз, поскольку заточка резца и механическая обработка фрезы без конуса снабжают чистоту гравирования, отсутствие конусности у букв и фактически любую глубину выборки металла.
При изготовлении клише, предназначенных для золототиснения, особенное внимание нужно обращать на подготовку рабочей поверхности. Она должна быть идеально ровной, отполированной и без закруглений по краям. При отсутствии плоскошлифовального станка нужная чистота достигается припиловкой заготовки бархатными напильниками с последующей полировкой наждачной крокусной бумагой.
Затем клише обрабатывают матиком для придания товарного вида.
Гравирование для вида. Распространенным видом граверных работ есть гравирование разных надписей на автомобилях, станках, устройствах, и рисунков и дарственных надписей на портсигарах, часах и т. п. Все эти работы имеют неспециализированное наименование — гравирование для вида. В случае если в обронных работах удаляют металл с фона и выпуклым остается текст либо рисунок, то в гравировании для вида работы заключаются в удалении металла из линий букв текста либо рисунка и в полировании фона для получения блестящей поверхности.
Эта гравировка возможно выполнена с особым блеском прорезанных линий (под глянец) либо с зачернением их.
Главным в гравировании под глянец и чернение есть придание гравируемому изделию прекрасного внешнего вида. В таких работах требуется не особенная точность, а прекрасное размещение рисунков и надписей, подлежащих гравированию.
Гравирование под чернение. Гравирование разных надписей с последующим заполнением углублений тёмным сургучом либо каким-ни-будь вторым веществом именуют гравированием под чернение. Граверные работы под чернение производятся на разных металлах, сплавах и на некоторых пластмассах; особенно пригодна для этих работ латунь марки ЛС59. В подавляющем большинстве гравирование под чернение используют при изготовлении всевозможных нагрудных знаков (к примеру для носильщиков, сторожей, кондукторов), фирменных табличек на станках, надверных табличек и т. д.
Заготовка должна иметь верную геометрическую форму, ровную поверхность. Ее грани контролируют под угольник, а поверхность при помощи лекальной линейки — на просвет. Опиливают фацет со всех четырех сторон, сверлят отверстия под винты и полируют рабочую поверхность.
После этого ее покрывают белой акварельной краской и по окончании того, как краска высохнет, рисуют заданный текст либо рисунок. К примеру, на надверной доске громадным шрифтом выделяют фамилию, а отчество и имя гравируют шрифтом меньшего размера: на доске с наименованием учреждения выделяется наименование учреждения, наименование главка, министерства, а другой текст гравируют шрифтом меньшего размера.
Перед тем как приступить к гравированию, нужно закрепить рисунок, наметив его шпицштихелем либо покрыв поверхность бесцветным лаком. Без этих мер предосторожности на протяжении гравирования может стереться еще не отгравированная часть рисунка, на восстановление которой уйдет лишнее рабочее время. Для удобства работы заготовку закрепляют на древесном бруске, форма которого соответствует форме заготовки.
Ее или приворачивают шурупами через заблаговременно высверленные отверстия (либо прибивают гвоздями со всех четырех сторон, шляпками к фацету), или приклеивают к бруску, покрытому слоем сургуча, методом нагрева заготовки. По окончании закрепления заготовки приступают к гравированию.
При гравировании под чернение используют все профили штихелей в зависимости от рисунка либо толщины и вида шрифта гравируемых линий. К примеру, утолщенные линии прописного шрифта в местах нажима пера на прямой гравируют фляхштихелем либо больштихелем, закругления этих линий — лишь боль-штихелем, а узкие линии и соединительные линии для украшения — шпицштихелем. По окончании черновой граверной работы заготовку нужно подвергнуть чистовой обработке, при которой в большей либо меньшей мере употребляются штихели всех профилей, но значительно чаще — шпицштихель.
При гравировании знаков громадных размеров для выборки металла в широких линиях текста либо рисунка используют зубильца. Зубильце, как и штихель, поворачивают и направляют по размеченному контуру текста. Для удобства работы с зубильцем гравируемую заготовку нужно прочно закрепить на ровной железной плите с упорами, дабы она не перемещалась от ударов молотка по зубильцу.
Такое крепление нужно еще и вследствие того что на протяжении гравирования руки заняты инструментами (в одной руке— зубильце, в второй — молоток), и поддерживать и направлять заготовку рукой, как при гравировании штихелем, нереально.
При гравировании букв с широкими линиями их сперва рисуют, после этого по нарисованному размечают шпицштихелем и им же создают оконтуривание букв. По взятым контурам реализовывают выборку металла фляхштихелем, номер которого соответствует ширине штриха букв. По окончании гравирования поверхность заготовки зачищают небольшим шлифным напильником и крокусной бумагой, по окончании чего создают окончательную чистовую обработку — подрезание углов, закруглений и выравнивание линий.
В то время, когда гравирование закончено, углубление заполняют («запускают») тёмным лаком либо тёмным сургучом. Делают это следующим образом. Изделие нагревают , пока положенный на него тёмный сургуч не начнет плавиться, заполняя углубления. В то время, когда все углубления заполнены, берут железную линейку и снимают с поверхности заготовки излишки сургуча.
По окончании остывания заготовки ее нужно второй раз зачистить и отшлифовать; наряду с этим сургуч, оставшийся в углублениях, теряет собственный блеск и черноту, по причине того, что при шлифовании на нем образуется налет латунного цвета. Дабы вернуть цвет сургуча и взять требуемую контрастность, заготовку направляться легко нагреть: размягченный сургуч снова примет собственный начальный вид, поскольку небольшие частицы бронзы при нагревании оседают.
Гравирование под глянец. При таком гравировании гравируемым линиям стараются придать особый блеск, в то время как при гравировании под чернение не только допускается, но и считается нужным, в случае если выбрка линий шероховата, по причине того, что в таких углублениях значительно лучше держатся краска и сургуч.
В случае если в работах под чернение другие глубин недостатки и разность гравирования прячутся под покрытием, то при гравировании под глянец все недостатки остаются на виду. Исходя из этого аккуратность выполнения и чистота линий штриха в этом случае являются первостепенными требованиями. Наряду с этим гравировании значительно чаще используется рукописный шрифт.
Заготовку изготовляют из бронзы или других материалов, доводят до нужной чистоты ее поверхность, покрывают акварельной краской и рисуют текст либо орнамент, по окончании чего покрывают бесцветным лаком. Главным инструментом в этом виде граверных работ есть шпицштихель громаднейшего номера (15—16), а для штриховых картинок — шатирштихель с плотностью насечки и различной шириной (рифления). Обводка по контуру рисунка производится в большинстве случаев шпицштихелем 1—2-го номера.
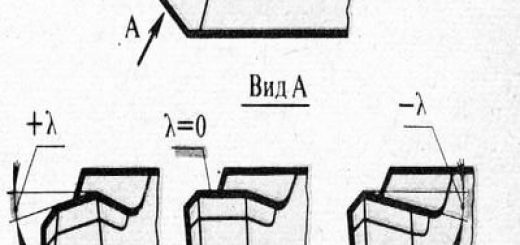
На протяжении работы шпицштихелем узкие линии гравируют, держа его прямо, а при необходимости утолщения делают соответствующий наклон вправо либо влево в зависимости от того, в какую сторону нужно взять утолщение, причем величина утолщения зависит от угла наклона шпицштихеля.
Линии при гравировании под глянец направляться наносить без отрыва инструмента от рисунка, поскольку на стыках линий смогут появиться нежелательные угловатости и заусенцы у плавных закруглений. При гравировании закруглений заготовку направляют навстречу штихелю. Умелый гравер, прекрасно обладающий шпицштихелем, не только получает плавных переходов в линиях, но и корректирует в ходе гравирования недочеты размеченного рисунка.
Гравирование под глянец довольно часто создают на заготовках с матовой поверхностью, что еще более подчеркивает красоту выполненной гравировки. В случае если на протяжении гравирования появляется необходимость выделить какие-то участки на матовой поверхности заготовки, сделав их блестящими, то для этого используют особые полировальники. Данный инструмент изготовляют из металлической проволоки диаметром до 5 мм и длиной 100—120 мм.
Рабочий финиш полировальника закругляют и по окончании термической обработки полируют пастой ГОИ. Перемещением этого инструмента по нужным местам заготовки приобретают отполированную блестящую поверхность.
Рельефное гравирование. Одним из самых непростых видов граверных работ являются рельефные работы. Отличительная изюминка их содержится в том, что удаление металла создают «в нутро», т. е. углубленно, довольно часто в зеркальном изображении. Глубина гравирования при изготовлении одного и того же изделия возможно очень разной и зависит от оригинала.
В остальном же при рельефных работах употребляются те же инструменты и предъявляются такие же требования к граверу (тщательность, аккуратность, правильность исполнения рисунка), что и при вторых видах гравирования.
Рельефное гравирование употребляется при изготовлении пресс-форм для игрушек, фигурного печенья, шоколада, изделий мыловаренной индустрии и т. п.
Особенности рельефных работ возможно изучить методом разбора процесса изготовления штампа. Оригиналом для того чтобы может служить готовая подробность либо чертеж со всеми нужными размерами будущего изделия. Допустим, что нужен выпуклый орнамент на металлическом корпусе карманного фонаря. Для этого требуется изготовить штамп (матрицу и пуансон).
Пуансон гравируют с приближенным рельефом, причем учитывают толщину материала изделия. Матрица же придает орнаменту правильность форм, исходя из этого и гравируют е€ в правильном соответствии с оригиналом, н0 в обратном изображении. Матрицу изготовляют следующим образом. Прямоугольную заготовку нужного размера из стали марки У8А подвергают нормализации и шлифуют рабочую поверхность. По окончании покрытия заготовки бронзовым купоросом на ней рисуют и размечают контур рисунка.
Металл удаляют при помощи зубильцев и штихелей.
При изготовлении рельефа гравер довольно часто обязан контролировать собственную работу «на воск», отпечатывая выгравированные места на пластилине либо пчелином воске (пчелиный воск смешивают с сажей, благодаря чего он получает черный цвет, на котором существенно лучше видны все недочеты гравирования). Дабы воск не приставал к металлу, последний предварительно смачивают.
Убедившись, что работа выполнена верно, приступают к полированию и доводке рисунка. Намерено заправленными палочками, изготовленными из жёсткой породы дерева (дуб, груша), растирают разведенную на керосине пасту ГОИ по поверхности изделия до рисок и полного исчезновения царапин, т. е. до зеркального блеска. По окончании полирования матрицу подвергают термообработке (закалка, отпуск).
В случае если по окончании термической обработки матрица потемнеет, создают вторичное легкое полирование, при котором глянцевитость скоро восстанавливается.
Пуансон довольно часто отштамповывают под прессом с матрицы. По окончании снятия с него слоя металла, соответствующего толщине материала изготовляемого изделия, пуансон закаливают.
При рельефных работах по стали отличных показателей приобретают при разных вариантах применения маточников, т. е. металлических пуансонов с определенным рисунком (лепесток, орнамент). Эти инструменты взяли так широкое распространение, что изготовление рисунка не отдельными элементами, а полностью стало простым явлением. Инструмент для оттиска рельефа в заготовке матрицы с полным рельефным (верховым) изображением орнамента именуется мастером-пуансоном.
Не обращая внимания на то, что его изготовление есть кроме этого непростой художественной работой, эффективность и применение этого инструмента очевидны, в особенности в серийном производстве. Изготовить мастер-пуансон существенно легче, чем гравировать «в нутро» конкретно какую-либо матрицу либо форму. Это разъясняется тем, что рельефная работа «в нутро» производится в зеркальном изображении, связана с нередкой проверкой «на воск» и применением особых инструментов.
Правила пользования мастером-пуансоном весьма несложны. Его закрепляют в подвижной части пресса, на подушке которого устанавливается заблаговременно изготовленная шлифованная и полированная заготовка будущей матрицы либо формы. После этого заготовку матрицы центрируют довольно установленного мастер-пуансона, совсем закрепляют и прессуют. Мастер-пуансон оставляет оттиск на заготовке.
Глубина оттиска наряду с этим обязана соответствовать глубине рельефа оригинала плюс 5—6 мм на наплыв металла на протяжении тиснения, каковые по окончании проверки качества оттиска удаляются с матрицы фрезерованием с последующей шлифовкой с учетом указанной глубины матрицы либо формы. В то время, когда матрица готова, ее подвергают термообработке и после этого легко полируют, поскольку по окончании термической обработки рельеф рабочей поверхности темнеет. Для предохранения от коррозии и окисления рабочие поверхности форм, изготовленных из цветных металлов и из сталей любых марок, хромируют, а мастер-пуансон по окончании потребления смазывают тавотом.
Прекрасно изготовленный и верно термически обработанный мастер-пуансон возможно использован для того чтобы изготовить большое число матриц либо форм, наряду с этим форма довольно часто не требует гравёрной обработки и дополнительного полирования, поскольку при как следует отполированной поверхности заготовки мастер-пуансон по окончании оттиска сохраняет чистоту поверхности рельефа. На не хорошо отполированной поверхности, имеющей риски либо царапины, по окончании тиснения масте-ром-пуансоном они не исчезают, а остаются практически в том же виде, и удалить их с готовой формы непросто.
Время от времени формы изготовляют без орнамента, лишь с текстом. В этом случае применяют те же инструменты, добавляется только обработка рифлевками. Перед началом гравирования все поле в формы доводят рифлевками до нужного профиля кривизны, и лишь затем по ровному фону формы рисуют буквы, обводят их шпицштихелем. После этого приступают конкретно к процессу гравирования.
Буквы гравируют изогнутыми штихелями и зубильцами; в некоторых случаях используют набивку буквенными пуансонами.
Конгревное гравирование. Гравирование штампов, предназначенных для печатания красками и тиснения рельефа, именуют конгревной работой (по имени изобретателя многокрасочного печатания Конгрева). При данной работе гравер обязан функционировать с большой тщательностью.
Конгревные работы бывают как верховые, так и «в нутро» и выполняются по латуни и стали. Время от времени изготовляют штамп для печатания красками с вырубкой изделия и одновременным тиснением. Конгревные работы используются в переплетном деле и для изготовления разных этикеток, реклам и многих вторых изделий. Печатание производится на прессах либо особых автомобилях.
В случае если штамп изготовляется для одновременного печатания и вырубки (к примеру, по контуру этикетки), то его делают из стали, поскольку для изготовления вырубающих элементов штампа, т. е. ножей, латунь через чур мягка.
Предварительную слесарную обработку заготовки для конгревной работы нужно создавать весьма шепетильно. Толщина заготовки должна быть однообразной, а рабочая поверхность под гравирование — полностью ровной (ее контролируют на просвет при помощи лекальной линейки). На не хорошо обработанной заготовке нереально как следует выгравировать текст либо рисунок, и все недостатки выявляются в оттиске на бумаге.
Конгревные работы делают в большинстве случаев посредством тех же приемов, что и обронные и рельефные работы: заготовка покрывается белой акварельной краской, на нее переводят либо воспроизводят заданный рисунок, причем в случае если при печатании требуется одновременная вырубка, то для данной цели размечают кроме этого и контур ножей.
Конгревные работы смогут включать обронные, рельефные и многокрасочные работы, каковые выполняются последовательно. Последними изготовляют ножи. Их гравируют как простую рамку в обронных работах.
Высота рамки должна быть такой же, как и высота всего текста. С обеих сторон рамки производится выборка поля фляхштихелем (либо зубильцем). С внутренней стороны выборка поля (фона) делается под прямым углом, а наружная сторона спиливается на конус с последующей подправкой фляхштихелем, благодаря чему верхняя часть ножа получается острой и при печатании обрубает рисунок по намеченным линиям. Высота ножей и элементов рисунка должна быть в одной плоскости.
Чтобы при печатании в один момент производилась вырубка, штамп устанавливают в машину и делают против ножей на плоскости прижима особые бумажные подкладки, снабжающие больший нажим на ножи и содействующие вырубанию.
Исправление брака. В случае если металл низкого качества, то в ходе граверных работ часть металла с выгравированным на нем рисунком либо текстом выкрашивается. Существуют такие недостатки заготовки, как пористость, наличие раковин. Исходя из этого нужен тщательный подбор металла для той либо второй граверной работы.
направляться иметь в виду, что эти недостатки значительно чаще видятся в сплавах.
Не обращая внимания на принятые меры безопастности по подбору качественной заготовки время от времени все же раковины обнаруживаются тогда, в то время, когда работа подходит к концу и выгравирована большинство рисунка либо шрифта. Нужно принять меры по своевременному устранению этих недостатков, поскольку недопустимо выбрасывать всю работу из-за порчи одной либо двух букв. Вероятны недостатки и по неточности гравера — снятие штихелем большего количества металла, чем это требовалось, соскакивание штихеля (из-за поломки его режущей кромки), в следствии чего штамп либо клеймо будут сломаны глубокими царапинами, и т. д.
Независимо от его возникновения характера и причин брака в практике гравирования выработались приёмы и способы его устранения. В местах брака при помощи больштихеля либо керна подготовляют углубление под сверление и высверливают отверстие глубиной 4—5 мм. Сверло наряду с этим подбирают так, дабы его диаметр охватывал площадь забракованного места.
После этого изготовляют штифт из однородного с гравируемым металла и запрессовывают его ударами молотка с таким расчетом, дабы запрессованный штифт имел припуск под опиливание. Как запрессовку, так и опиливание направляться делать с опаской, дабы не сломать ранее произведенную гравировку.
В случае если прекрасно запрессованный штифт припилить заподлицо с плоскостью штампа и шепетильно зачистить крокусной бумагой, то он делается практически незаметным. В то время, когда металл на забракованном месте восстановлен, на взятой ровной поверхности опять гравируется потерянный в следствии выкрашивания либо неточности рисунок.
Бывают случаи, в то время, когда бракуется большинство поверхности гравируемой заготовки и запрессовкой штифта нереально охватить недостаток для того чтобы размера. В этом случае возможно поступить следующим образом.
Забракованное место углубляют мало ниже оснований гравированных знаков и после этого из однородного с гравируемым металла изготовляют пластинку, по форме соответствующую выбранному дефектному месту, а по толщине равную глубине углубления на заготовке плюс 0,2—0,3 мм для припили-вания под неспециализированную плоскость. По окончании предварительной подгонки пластинки по месту ее впаивают с последующим припиливанием к неспециализированной плоскости заготовки и всецело восстанавливают сломанный текст. Время от времени для устранения небольших недостатков на штампах либо клише (из цветных металлов), предназначенных для печатания под краску, создают так называемый подъем металла фляхштихелем, к примеру в местах завалов на краях букв либо цифр.