Пайка в вакууме и в восстановительной атмосфере
При нагреве металла до больших температур в простых условиях кислород воздуха окисляет его поверхность, образуя окалину. Наличие окислов затрудняет ведение процесса пайки. Для их удаления и очистки поверхности при пайке на воздухе приходится использовать особые флюсы.
Но пайка с флюсами, разрешая приобретать прочное соединение, не снабжает защиты всей поверхности подробности от окисления; исходя из этого по окончании пайки приходится подвергать подробности очистке от окалины и флюса. Дабы избежать этого, используют методы изоляции нагреваемого изделия от воздушной среды, разрешающие вести безокислительные процессы пайки. К ним относятся пайка в вакууме и пайка в восстановительной воздухе.
Пайка в вакууме. Как указывалось выше, одним из преимуществ высокочастотной пайки есть возможность паять в вакууме. Преимущество вакуумной пайки содержится в том, что при нагреве в среде, где отсутствует кислород, не происходит окисления металла, и для получения качественной пайки нет необходимости пользоваться флюсом.
При верном режиме нагрева в вакууме партии подробностей и строго определенной выдержке времени возможно быть уверенным, что уровень качества пайки будет у всех подробностей совсем однообразным.
Первое устройство для пайки в вакууме воображало собой круглый бронзовый стол с отшлифованной поверхностью, на что имела возможность устанавливаться подготовленная к пайке подробность. Подробность накрывалась стеклянным колпачком, хорошо прилегавшим собственными отшлифованными краями к поверхности стола. Для лучшего уплотнения поверхность стола смазывалась техническим вазелином. Через отверстие в столе из-под колпачка откачивался воздушное пространство.
При разряжении около Ю-3 мм рт. ст., которое достигалось через пара секунд, подробность готовьсяк пайке.
Расположенный над стеклянным колпачком индуктор при включении генератора передавал энергию высокой частоты в спаиваемую подробность так же интенсивно, как и при пайке на воздухе. На таком примитивном устройстве в лаборатории направляться. В. П. Вологдина производились первые испытания по пайке в вакууме подробностей и режущего инструмента серебряными припоями и медью.
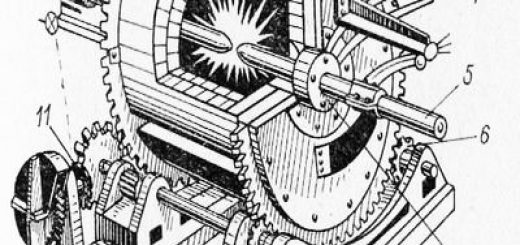
Пара позднее в том месте же был создан станок-автомат для пайки свечей зажигания двигателей внутреннего сгорания (рис. 1). В особых гнездах на массивном бронзовом поворотном столе, охлаждаемом водой, устанавливались спаиваемые подробности, каковые сверху закрывались стеклянными колпачками.
При повороте стола пространство, находящееся под снова установленным колпачком, соединялось при помощи особой совокупности каналов с вакуумным насосами, каковые и снабжали в том месте сначала предварительна а датем и глубочайший вакуум. Стол с подробностями при помощи особой приводной совокупности совершал вращательное перемещение, иногда, через определенные промежутки времени, поворачиваясь на некий угол.
В определенном положении колпачок накрывался кольцевым индуктором и в тот же момент включался генератор. Подробность мгновенно начинала греться. По окончании нагрева до расплавления припоя и необходимой температуры индуктор приподнимался, нагрев выключался и стол передвигался на следующую позицию, по окончании чего начинался нагрев следующей подробности. Так, подробности попеременно доходили к индуктору, где приобретали порцию энергии, нужную для получения пайки и расплавления припоя.
По окончании нагрева подробности охлаждались, передавая тепло в бронзовый стол, интенсивно охлаждаемый водой. По окончании пайки пространство под колпачком еще некое время не соединялось с окружающим воздухом, поскольку, в случае если снять колпачок раньше, чем подробность охладится до температуры 100—150 °С, поверхность ее окислится и потемнеет. Подробности же, охлажденные в вакууме, имеют блестящую поверхность, как словно бы они только что прошли полировку.
Уровень качества пайки подробностей в вакууме получается только высоким.
")
Рис. 1. Схема станка-автомата для пайки подробностей в вакууме: 1 — бронзовый стол; 2 — стеклянный колпачок; 3 — индуктор; 4 — канал для водяного охлаждения стола; 5 — канал для откачивания воздуха; в — спаиваемые подробности
Не обращая внимания на последовательность хороших сторон процесса высокочастотной пайки в вакууме, область его применения сейчас еще весьма ограничена.
К обстоятельствам, мешающим широкому применению его в индустрии, направляться отнести:
1) довольно низкую производительность процесса благодаря штучного длительного периода и нагрева деталей охлаждения их в вакууме;
2) ограниченную область применения. Процесс пригоден, по большей части, для пайки малогабаритных подробностей цилиндрической формы в массовом производстве;
3) сложность разработки станков-автоматов для эксплуатации и вакуумной пайки вакуумного оборудования.
Пайка в восстановительной среде. Широко известен процесс пайки медью в восстановительной среде, что проводится в намерено оборудованных электрических печах.
Значительными недочётами его, при наличии последовательности хороших сторон, являются большая его дефицитность и стоимость оборудования. Печи, в которых производится пайка, требуют долгого времени охлаждения и нагрева.
Ввиду того, что особые печи с восстановительной средой дефицитны, в отдельных случаях создают пайку подробностей в особых контейнерах, каковые загружают в простые термические печи, имеющие большую температуру.
Контейнеры являются ящиками , изготовленные из жаростойкой стали. Они имеют вваренные трубки, по которым на протяжении пайки поступают и удаляются восстановительные газы. Для изоляции находящихся в контейнере подробностей на протяжении пайки от кислорода воздуха контейнер имеет особый песчаный затвор либо замазывается глиной.
По окончании времени, за которое подробности прогреваются до нужной температуры, контейнеры извлекают из печи и охлаждают, не переставая подавать восстановительную среду , пока подробности не остынут.
Таковой метод пайки очень несовершенен, поскольку требует долгого времени и разрешает пропускать малое количество подробностей при громадном расходе энергии.
Более производительным процессом есть пайка в контейнерах с нагревом токами высокой частоты (рис. 2). Эта разновидность пайки только условно может именоваться высокочастотной, поскольку в отличие от того, что отмечается при всех других методах высокочастотного нагрева, тут токи практически не индуктируются в самой подробности, а нагревают контейнер, что уже, со своей стороны, сообщает тепло в подробность через теплопроводность восстановительной среды.
Наряду с этим теряется одно из преимуществ высокочастотного нагрева — возможность разогревать лишь нужную территорию подробности.
Цикл пайки подробностей в контейнере с высокочастотным нагревом возможно сокращен если сравнивать с циклом пайки в печах многократно. Это разрешает использовать в качестве припоев не только медь, но и латуни. При существовавших же методах пайки в восстановительной среде не было возможности использовать в качестве припоя бронзы, поскольку долгий нагрев отрицательно сказывался на их особенностях.
Рис. 2. Схема контейнера для высокочастотной пайки в восстановительной среде с косвенным нагревом подробностей: 1 — корпус контейнера; 2 – слой теплоизоляции; 3 — индуктор; 4— крышка контейнера; 5 — трубка для отвода и подачи восстановительной среды; 6 — гнездо для термопар; 7 — спаиваемая подробность; 8 — подставка
Контейнер с высокочастотным подогревом изготовляется методом сварки из жаропрочной листовой стали в виде бочонка, что устанавливается на теплоизолирующее основание. Контейнер помещается в многовитковый индуктор. Между контейнером и индуктором прокладывается теплоизолирующий слой для уменьшения утрат энергии на излучение. Дно контейнера делают с несколь-ними гофрами для предохранения его от разрушения из-за термических напряжений на протяжении многократных охлаждений и нагревов.
Через верхнюю массивную крышку вводят и удаляют восстановительные газы, в качестве которых оптимальнееприменять диссоциированный аммиак.
На протяжении нагрева под пайку и охлаждения контейнера в него обязан непрерывно поступать газ. Для исключения возможности взрыва в помещении благодаря образования взрывоопасной смеси водорода с кислородом воздуха, на выходе из контейнера, по окончании вытеснения воздуха, газ поджигают; наряду с этим он горит желтоватым пламенем.
В верхнюю крышку, не считая трубок для подачи газа, направляться вварить чехлы для термопар, благодаря которым производится контроль температуры нагрева подробностей; на дно контейнера кладется особая подставка для размещения подробностей. Нагрев стенок контейнера все время контролируется термопарой, которая при необходимости может руководить выключением и включением установки. Нагрев эргономичнее всего вести выключением генератора и периодическим включением.
Уровень качества подробностей, приобретаемых при высокочастотной пайке в контейнерах, нисколько не уступает качеству пайки подробностей, изготовленных в особых печах с восстановительной воздухом.
Не считая пайки в контейнерах, в лабораторных условийх легко и просто применять высокочастотную пайку в восстановительной среде, применяя яркий нагрев в один момент одной либо нескольких однотипных подробностей в электромагнитном поле индуктора. Наряду с этим индуктор с паяемыми подробностями помещается в особый сосуд — кожух из цветного металла, через что на протяжении пайки пропускается водород. Сосуд, при необходимости, изготовляется с водяным охлаждением.
В месте ввода индуктора в сосуд делается изоляционное уплотнение, защищающее внутренюю полость сосуда от проникновения воздуха, а индуктор от замыкания выводов. Подробности в индуктор загружаются через отверстие, которое перед пропусканием газа герметически закрывается крышкой со смотровым окном (рис. 3).
Заполнение сосуда газом и обращение с ним производится равно как и при применении для пайки контейнеров с восстановительной средой. Нагрев подробностей при пайке направляться создавать на отработанном режиме с определенной выдержкой времени, взятой экспериментальным методом. Подача газа заканчивается по окончании охлаждения подробностей до температуры ниже 100—120 °С, по окончании чего они смогут быть заменены следующими.
Наряду с этим ходе возможно применен водород, приобретаемый в условиях лаборатории в аппарате Киппа действием кислот на цинк с отнятием влаги и последующей очисткой. Расход газа и его давление в сосуде смогут быть малыми, но они должны быть достаточными чтобы непрерывно поддерживать горение газа на выходе. На выходную трубку направляться надеть стеклянный наконечник, наполнений бронзовой стружкой.
Его назначение — воспрепятствовать вспышке водорода в сосуде и тем обеспечить надёжные условия работы. Значительным недочётом водорода в качестве восстановительной среды есть его свойство образовывать с кислородом воздуха взрывчатые смеси, что требует при работе точного соблюдения и большого внимания руководств по обращению с водородом.
Не обращая внимания на собственную ограниченные возможности и малую производительность, пайка с ярким нагревом подробностей есть намного более идеальным процессом, чем пайка с нагревом подробностей в контейнерах.
Рис. 3. Схема устройства для высокочасточной пайки в восстановительной среде с ярким нагревом подробностей: 1 — сосуд; 2 — изоляционное уплотнение; 3 – индуктор со спаиваемой подробностью; 4 — трубка для подачи газа; 5 – крышка сосуда; 6 — предохранительный наконечник; 7 — бронзовая стружка; 8 — трубка для отвода газа; 9 — охлаждающая трубка
К сожалению до этого времени высокочастотная пайка подробностей в восстановительной среде и вакууме не отыскала себе широкого применения, не смотря на то, что эти процессы являются прогрессивными технологическими процессами, заслуживающими громадного внимания.
В устройствах подобного рода возможно кроме этого создавать пайку в среде нейтрального газа, к примеру аргона. Аргон защищает подробности на протяжении нагрева от окисления, формирует более благоприятные условия для смачивания припоем главного металла и затекания его в зазоры. Нужно использовать аргон, содержащий предельное число примесей, в особенности кислорода.
Пайка в аргоне лучше пайки на воздухе, но хуже пайки в водороде, поскольку требует некоего количества флюсов и дает менее прекрасные соединения. Аргон плотнее воздуха, сам не горит и горения не поддерживает, исходя из этого с ним комфортно обращаться при пайке. Возможно кроме этого просто сделать пайку в аргоне небольших подробностей под стеклянными колпачками, подобно тому, как это создают при пайки в вакууме (рис. 4).
Таковой процесс целесообразно применить тогда, в то время, когда подробности имеют внутренние полости, требующие защиты от окисления при пайке. В этом случае подача газа может осуществляться особым распределительным устройством, расположенным в поворотном столе, через отверстие под паяемой подробностью, с последующим вытеканием газа через носок в верхней части стеклянного колпачка.
Рис. 4. Схема устройства для пайки подробностей в среде аргона: 1 — бронзовый стол; 2 — стеклянный колпачок; 3 — индуктор; 4 — носок колпачка с отверстием для выхода газа; 5 — спаиваемые подробности; 6 — трубка для продувки газа
Для тех же целей при пайке некоего рода подробностей на воздухе возможно продувать аргон через внутренние полости подробностей, к примеру, при высокочастотной пайке важных топливных трубок большого давления. В случае если разрешают условия работы и конструкция подробности, при соответствующих мерах предосторожности, вместо аргона возможно применить водород, что снабжает более надежную защиту от окисления внутренней поверхности подробности.