Плавка и разливка стали
В литейных цехах, создающих фасонные металлические отливки, плавку стали реализовывают в основном в электрических дуговых, мартеновских и индукционных печах.
1. Методы получения жидкой стали для фасонных отливок
В зависимости от требований, предъявляемых к стали, и качества шихтовых материалов используют печи с главной и кислой футеровкой, определяющей темперамент плавки.
В печах с главной футеровкой плавка ведется с применением главного шлака, содержащего большой процент окиси кальция. Таковой шлак разрешает удалять из жидкой стали солидную часть вредных примесей (фосфор и серу), каковые соединяются с окисью кальция в прочные соединения.
При плавке в печах с кислой футеровкой образующиеся шлаки состоят в основном из окиси кремния (Si02) и фактически не связывают фосфор и серу, исходя из этого нужно использовать шихту с низким содержанием этих элементов.
2. основные характеристики и Конструкция плавильных печей
В сталефасоннолитейных цехах употребляются мартеновские печи с главной футеровкой емкостью от 20 до 50 т, электродуговые с главной и кислой футеровкой емкостью от 1,5 до 40 т и более, индукционные емкостью до 10 т и индукционные вакуумные.
Мартеновские печи. Такая печь, обогреваемая газообразным горючим, имеет рабочее пространство, ограниченно боковыми и торцовыми стенками, сводом и подом с откосами.
Принцип регенерации содержится в том, что насадка одно пары регенераторов нагревается до температуры 1250—1300 °С отходящими из печи газами с температурой около 1600 °С. Так длится 10—15 мин, по окончании чего клапаны машинально переводятся в новое положение, меняя направление перемещения воздуха и газов. Так, любая пара генераторов попеременно нагревается и отдает собственный тепло на топлива и нагрев воздуха.
")
Рис. 1. Схема мартеновской печи.
Для загрузки шихтовых материалов, шлака пробы и взятия металла, и для удаления последнего в передней стенке расположены окна, каковые закрываются заслонками со смотровыми отверстиями. Готовую плавку производят через лётку, расположенную в задней стенке на нижнем уровне подины.
Электродуговые печи взяли самоё широкое использование в литейном производстве.
Печь имеет сварной металлической кожух, футерованный огнеупорным кирпичом. Набивной под и футерованные боковые стены образуют рабочее пространство. Верхняя часть печи перекрыта съемным сводом.
скачивание шлака и Загрузка шихты производятся через окно. В современных печах для загрузки шихты имеется отворачивающийся свод.
От особого печного трансформатора к трем электродо-держателям подводится электрический ток. При прохождении его по электродам между ними и металлом появляются замечательные электрические дуги с высокой температурой (4000—5000 °С). Выделяющееся наряду с этим тепло употребляется для перегрева и расплавления сплава.
Посредством механизма электрододержатели вместе с электродами перемещаются по вертикали, снабжая возможность регулировки величины дуги. Механизм наклона разрешает создавать плавный наклон печи в сторону загрузочного окна и сливного жёлоба для скачивания шлака и загрузки шихты.
Рис. 2. Электрическая дуговая печь.
Громаднейшее распространение взяла выплавка стали в печах с кислой футеровкой ввиду меньшей длительности плавки, меньшего стойкости расхода и большей футеровки электричества.
Индукционные печи. В этих печах выплавляют отличные нержавеющие, жаропрочные и другие легированные стали.
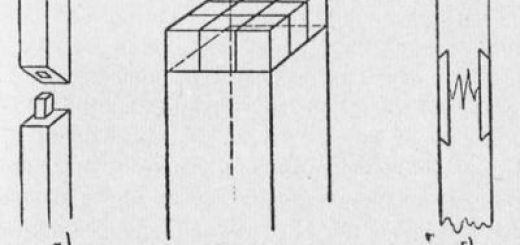
Футеровка тиглей индукционных печей при плавке стали возможно кислой либо главной. Кислая футеровка тигля набивается из смеси кварцевого песка с 2—3% сухой борной кислоты. Главная футеровка выполняется из металлургического магнезита, хромомагнезита, электрокорунда с добавкой 15—20% прокаленного глинозема.
В качестве связующих используют буру, жидкое стекло. Такими смесями заполняют зазор между листовым асбестом, защищающим индуктор печи, и шаблоном из мягкой стали, что образует внутреннюю поверхность тигля. Смесь в зазоре шепетильно уплотняют и после этого спекают, пропуская через индуктор электриче^-ский ток и неспешно повышая температуру спекания до рабочей температуры тигля.
Вакуумные индукционные печи. Фасонные отливки из сплавов и высоколегированных сталей, предназначенные для подробностей летательных аппаратов, газовых турбин и других изделий, выплавляют в вакуумных индукционных печах. Это связано с тем, что сплавы и указанные стали содержат легкоокисляющиеся элементы (алюминий, титан и др.), склонные к образованию большого количества окисных плен, быстро снижающих физико-механические особенности сплавов.
В вакууме сплавы освобождаются от газов и вредных примесей, каковые на протяжении плавки удаляются.
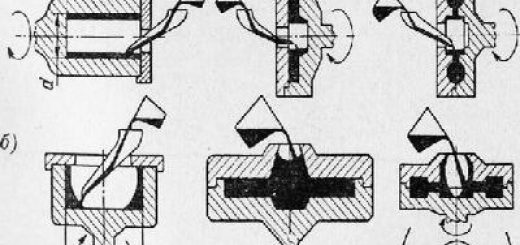
Рис. 3. Схема индукционной вакуумной печи: продольный (а) и поперечный (б) разрезы.
В данной печи вакуумная камера представляет собой горизонтальный цилиндп перемещаемый по рельсам на колесах. Одна из торцевых стенок камеры неподвижна. К ней крепится кронштейн для установки индуктора с площадкой и плавильным тиглем для установки литейной формы. На данной же стенке вне камеры установлен электродвигатель с редуктором, служащим для поворота тигля вместе с формой на 90°.
ввод и Токоподводящий шланг для поворота печи через герметизированные окна кроме этого проложены в торцевой неподвижной стенке.
Водяная рубаха помогает для охлаждения вакуумной камеры. Снаружи на камере расположены дозатор, смотровые глазкй, ардометр для замера температуры сплава в клапан и тигль для напуска воздуха. Печь обслуживается с площадки.
Рядом с печью размещается пульт управления, оснащенный устройствами для контроля расходуемой мощности при плавке, глубины вакуума, других параметров и температуры сплава.
Печь таковой конструкции характеризуется периодическим действием: вакуум в плавильной камере сохраняется для заливки и плавки металла одной формы, по окончании чего он нарушается.
3. Материалы, используемые при плавке
При выплавке стали применяют следующие материалы: чушковый чугун, металлический лом, оборотный металл, ферросплавы, огнеупоры и окислители.
Чушковый чугун. При плавке в мартеновской печи с главной футеровкой используют 35—40 а в электрических печах до 10% передельного чушкового чугуна марок Ml, М2 и МЗ по ГОСТ 805—69.
Металлический лом. Покупной лом складывается из пришедших в негодность подробностей автомобилей и брикетированной стружки, постав-лямых по ГОСТ 2787—75. Оборотный металл складывается из отходов сталеплавильного, кузнечного, прессового и прокатного производств в виде обрезков, брака, скрапа, литниковых совокупностей.
Ферросплавы. При выплавке простых сталей используют ферросилиций и ферромарганец, а легированных — феррохром, никель, ферротитан, феррованадий, ферромолибден и др. Ферросплавы, применяемые для легирования и раскисления, должны быть сухими (нужно, прокаленными).
В качестве флюсов в большинстве случаев используют известняк (ГОСТ 10726—74), плавиковый шпат (ГОСТ 7618—70), шамотный бой. Самый распространен известняк либо приобретаемая по окончании его обжига известь. Плавиковый шпат применяют для разжижения густых известковых шлаков, что усиливает условия обессеривания жидкого металла.
Для данной же цели используют и шамотный битвы.
В качестве окислителей употребляются металлическая и марганцевая руды разных месторождений, и окалина из цехов тёплой обработки (кузницы, прокатки).
Огнеупорные материалы. При главном ходе печи футеруются магнезитовым кирпичом либо магнезитовой и доломитовой набивкой, а при кислом ходе — динасовым кирпичом. Магнезитовый порошок приобретают методом размола магнезита, обожженного при температуре 1650 °С.
4. Разработка плавки стали
Плавка в главной мартеновской печи. В фасонносталелитейных цехах машиностроительных фирм плавка в мартеновских печах ведется на жёстких исходных материалах.
По окончании выпуска стали в ковш создают очистку пода печи от шлака и остатков металла, а после этого ее заправку — исправление поверхности поврежденных участков магнезитовым порошком. Шихту собирают в мульды (коробки) и посредством особых автомобилей либо кранов загружают в печь, причем нагрев ее сейчас не заканчивается.
В плавления шихты и периоды нагрева в печь вводят предельное число воздуха и топлива с целью сокращения длительности плавки. Избыток подаваемого с воздухом кислорода формирует в печи окислительную воздух, в которой происходит окисление составляющих: кремний окисляется полностью, “зРганец — на 60—80%, фосфор —на 30—40% и хром — на 50— « от начального содержания. Окиси этих элементов переходят в шлак, что по окончании расплавления удаляют и вводят свежие материалы для образования нового шлака.
За плавления шихты и время нагрева окисляется до 50% углерода, что в виде окиси углерода удаляется в воздух печи.
По окончании полного расплавления шихты происходят следующие процессы: кипение ванны жидкой стали с загрузкой на шлак металлической руды (рудное кипение); кипение ванны без руды (чистое кипение); раскисление стали. В один момент из стали удаляется часть фосфора, а в конце плавки — часть серы. Для удаления фосфора шлак обязан содержать такое количество окиси кальция (СаО) и закиси железа (FeO), которое при сотрудничестве с фосфором окисляет его и переводит в шлак.
Содержащий соединения фосфора шлак иногда удаляют из печи и заменяют новым.
Кипение ванны позвано тем, что окисленный углерод (СО) выделяется из стали в виде пузырьков, увлекая за собой водород, неметаллические включения и азот. Кипение происходит лишь в том случае, если жидкая сталь содержит закиси железа и достаточное количество углерода и нагрета до большой температуры. Для этих условий в шихту вводят 40—45% чушкового чугуна, содержащего 4—4,5% углерода, а закись железа вносится с рудой.’
В следствии ввода в сталь громадного количества закиси железа, являющейся вредной примесью, уровень качества ее ухудшается, исходя из этого на протяжении кипения присадка руды значительно уменьшается, а после этого и всецело заканчивается. Ванна кипит за счет имеющейся в ней закиси железа (чистое кипение).
Для удаления из стали серы шлак обязан содержать много окиси кальция и уменьшенные концентрации FeO и МпО, что достигается скачиванием железистого шлака и наводкой нового, известкового. Но по окончании проведения этих операций в стали остается большое количество закиси железа. Для удаления ее производится раскисление стали методом ввода в печь ферромарганца и низкокремнистого ферросилиция, а при выпуске плавки — алюминия и высококремнистого ферросилиция на желоб либо в ковш.
доведение содержания и Окончательное раскисление стали в ней кремния до заданного создают на желобе 45- либо 75-процентным ферросилицием, а в ковш вводят алюминий.
Для ускорения плавки в мартеновской печи вдуваемый воздушное пространство обогащают кислородом либо продувают его через ванну жидкой стали.
Плавка в электродуговых печах. В этих печах выплавляют углеродистые и легированные стали для сложных отливок самого важного назначения.
Плавку ведут с окислением либо без него. Плавку с окислением, намного более сложную, чем без окисления, реализовывают при применении «засоренного» примесями других элементов и фосфора металлического лома. Для плавки без окисления используют качественную шихту, и фактически она сводится к несложному переплаву металла и последующей его доводке.
При плавке с окислением применяют шихту, складывающуюся из 90% металлического лома и около 10% передельного чугуна, дабы по окончании расплавления содержание углерода в металле было на 0,4—0,6% больше, чем в готовой стали. Как уже указывалось, это нужно для обеспечения интенсивного кипения ванны жидкой стали. Шихту загружают в печь в определенной последовательности: сперва на под подают дроблёную стружку и мелкую шихту, после этого ближе к центру под электроды — большие куски, ближе к откосам и на большие куски кладут средние куски и сверху насыпают оставшуюся мелочь и чистую дробленую стружку.
Разработка плавки стали в главных электродуговых Печах во многом сходна с разработкой плавки в мартеновских с главной футеровкой. В громаднейшей степени различаются процессы раскисления, обессеривания и легирования стали.
Технологический процесс складывается из следующих периодов: заправка печи, загрузка шихты (при поднятых электродах), плавление, окисление (кипение ванны) и восстановление (доводка и раскисление стали по составу).
По окончании загрузки печи электроды опускают к поверхности шихты и для облегчения зажигания дуг подкладывают под них 2—3 больших куска кокса, после этого включают ток.
Окислительный период характеризуется удалением фосфора в шлак, некоторым окислением марганца и серы и энергичным окислением углерода. Условиями для удаления фосфора в шлак являются достаточное содержание в нем СаО (40—50%) и большая концентрация FeO (до 20%). Удаление фосфора начинается сразу после расплавления шихты. Через определенное время первичный шлак частично удаляют и вводят новый, известковый, иногда додавая известь и руду.
По окончании частичного удаления шлака выполняют окисление углерода методом периодической присадки кусковой прокаленной руды, что вызывает и поддерживает энергичное кипение ванны.
В восстановительный период, самый ответственный, сталь раскисляют и доводят до требуемого температуры и химического состава при выпуске. Раскисление выполняют по окончании удаления наведения и окислительного шлака белого шлака из плавикового шпата и извести. Раскислительная смесь, которую вводят в шлак, складывается из извести, молотого ферросилиция и молотого кокса (либо электродного боя). Под этим шлаком ванна выдерживается, после этого в нее вводят ферромарганец и ферросилиций.
Для дополнительного раскисления стали при выпуске ее в струю вводят алюминий из расчета 0,5—1,5 кг на 1 т металла.
При выплавке легированных сталей нужные элементы вводят в такой последовательности: вольфрам и никель — с шихтой; хром — в начале восстановительного периода; титан — за 2—3 мин до выпуска стали из печи либо конкретно в ковш; алюминий— конкретно в ковш.
Плавка в индукционных печах. Перед началом плавки шепетильно контролируют исправность футеровки печи и создают небольшой ремонт (заделку небольших трещин) материалом, из которого изготовлен тигель. Это нужно вследствие того что в индукционных печах с целью сокращения времени экономии и плавки электричества толщину стенок тигля делают вероятно уже.
Плавку в индукционных печах возможно вести с окислением и без него. В большинстве случаев, используют безокислительный процесс (переплав), характеризующийся маленький низким угаром и продолжительностью. К шихтовым материалам предъявляются более высокие требования. Они должны быть шепетильно подобраны по составу и прекрасно очищены от других загрязнений и окалины.
Габаритные размеры шихты должны снабжать возможность плотной ее укладки в тигель.
Порядок загрузки шихты следующий: на дно тигля укладывают небольшую стружку и после этого ферросплавы; большие куски размещают вертикально на протяжении стенок тигля, где индуцируемая сила тока самый громадна, а легкоплавкой частью (мелочью) заполняют середину тигля.