Пробивка отверстий с использованием штампов
Для получения отверстий диаметром 0,25 мм и более в материале толщиной не меньше 0,03 мм применяют штампы. Пробивка отверстий в изделиях меньшей толщины затруднена из-за малой изгибной прочности материала. Помимо этого, при пробивке отверстий в заготовках из углеродистых сталей 10, 15, 08кп, 20, 25, 30, 35, 40, 45, нержавеющих сталей аустенитного класса, алюминия, латуни, латуни толщиной 0,1—0,25 мм зазор между пуансоном и матрицей 0,005—0,02 мм.
Изготовление дыропробивных штампов с этими зазорами есть непростой технологической задачей. Получение же отверстий сложной формы в заготовках из листа и фольги толщиной менее 0,05—0,08 мм в большинстве случаев создают способом химического травления, что есть экономически более удачным.
Процесс пробивки отверстий в материале толщиной 0,1 мм и выше, диаметр (либо мельчайший размер сечения) которых многократно больше толщины материала, подобен процессу пробивки и вырубки в заготовках обычной толщины. Но по мере приближения отношения cLIб к единице темперамент процесса значительно меняется. Разглядим изюминке оснастки и технологии чтобы получить отверстия в изделиях толщиной не более 1,0 мм.
При отношении dlб 1 процесс пробивки отверстий цилиндрическим пуансоном протекает следующим образом. Пуансон, внедряясь в заготовку, выдавливает часть материала вверх, часть раздвигает в стороны, а главная часть вытесняется в отверстие матрицы.
По мере внедрения пуансона происходит сначала упругий, после этого пластический изгиб с растяжением. При определенной глубине внедрения пуансона появляются трещины скалывания. Момент их происхождения зависит от зазора между пуансоном и матрицей, состояния их режущих кромок, величины отношения и пластических свойств материала d б. В момент соединения трещин скалывания происходит отделение отхода от заготовки.
В случае если встреча трещин не происходит, пуансон, продолжая собственный погружение в заготовку, разрывает перемычку между трещинами. Происходит это, в большинстве случаев, при недостаточном зазоре. Стены отверстий в таких случаях получаются с внутренними трещинами.
")
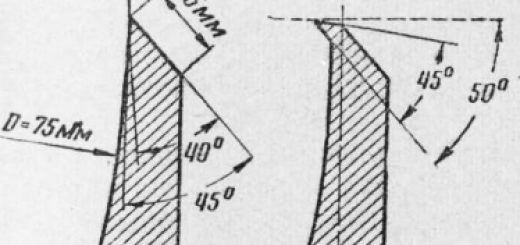
Рис. 1. Форма прибитого отверстия и типы пуансонов
При обычном зазоре отверстие имеет цилиндрический участок с ровными стенками, высота которого образовывает (0,3— 0,6) б. В нижней части отверстий цилиндрический участок переходит в конусный с шероховатыми стенками.
В ходе пробивки отверстий отмечается упрочнение материала. Наряду с этим громаднейшее упрочнение имеет место в зоне блестящего пояска, со стороны входа пуансона в заготовку. К примеру, твердость стенок отверстий в заготовках из пластичных материалов возрастает в 1,5—1,8 раза.
Это событие в значительной степени отражается на упрочнении съема заготовки с пуансона.
Своеобразной изюминкой пробитых отверстий (при d/8 — = 0,6 — 0,7) есть ровная цилиндрическая поверхность стенок практически по всей высоте. Шероховатость отмечается лишь у кромки отверстия со стороны матрицы.
Шероховатость поверхности пробитого отверстия зависит от формы и конструкции пуансона, степени его износа, и от материала заготовки.
Особенности работы штампов и устойчивость пуансонов.
Форма пробиваемых отверстий возможно достаточно сложной. В большинстве случаев для пробивки отверстий сложной конфигурации отношение мельчайшего размера отверстия к толщине материала должно быть не меньше 0,6—0,8. При пробивке отверстий довольно несложной формы (круглой, круглой, квадратной, прямоугольной) это отношение может быть около значений, родных к предельным.
Это требование обусловливается необходимостью сохранения устойчивости пуансона, что в ходе работы подвергается продольному изгибу. Вследствие этого очень ответственным при пробивке отверстий есть нахождение оптимальных
геометрических параметров пробивных штампов: конструктивной длины пуансона, диаметра, формы и длины его рабочей части.
Одной из обстоятельств выхода из строя пуансонов есть утрата ими продольной устойчивости, благодаря чего создается опасность утраты их прямолинейной формы. Пуансон возможно разглядывать как стержень, имеющий закрепленный финиш и подвергающийся осевому сжатию. Как мы знаем, такое напряженное состояние воображает продольный изгиб. При определенном значении приложенной силы пуансон получает состояние неустойчивого равновесия. Эта сила есть критической и обозначается Ркр.
В случае если сжимающая сила больше критической, то пуансон изгибается и приобретает необратимую деформацию в самоё опасном сечении. На практике при ориентации пуансона на поверхности изделия имеет место его перекос, к тому же сжимающая сила действует, в большинстве случаев, не строго по оси. Благодаря этого пуансон может иметь некое начальное продольное искривление оси.
Так, в конечном итоге пуансон будет в сложном напряженном состоянии, подвергаясь в один момент изгибу и сжатию.
Пуансоны с этими параметрами направляться использовать в штампах с подпружиненным съемником. Наряду с этим нужно снабжать правильное сопряжение посадочных поверхностей съемника и пуансона.
Конструкция пуансонов. Конструкция пуансонов дыропробивных штампов сильно зависит от отношения d8. самая вероятной обстоятельством поломок пуансонов есть отрыв и защемление финиша пуансона при съеме, в случае если отверстие в съемнике выполнено сквозным. Края отверстия в заготовке под действием сил трения между стенками отверстия и пуансоном отгибаются вверх и сжимают финиш пуансона. В некоторых случаях для устранения этого явления отверстие делают ступенчатым.
Но наряду с этим тяжело обеспечить правильное сопряжение посадочной части пуансона со съемником.
Рабочая поверхность пуансона в большинстве случаев имеет цилиндрическую форму с плоским финишем. Как продемонстрировали изучения, острая кромка достаточно скоро тупится. В случае если приобретаемое отверстие должно иметь ровные стены по всей высоте, финишу пуансона придают форму, изображенную на рис. 10, г. Наряду с этим d2 меньше диаметра матрицы на величину зазора обычного для данной толщины и марки материала. Диаметр d делают с зазором 0,01 мм.
Таковой пуансон снабжает получение и стенок некоторое упрочнение отверстия более качественной поверхности.
Материалом для изготовления пуансонов помогают легированные стали марок ХВГ, ЭХА, Р9, Х12Ф1 и др. По окончании механической обработки они подвергаются термообработке до твердости HRC 58—62.
При пробивке отверстий, близко расположенных друг от друга, упрочнение съема возрастает. Это упрочнение возможно выяснить по приведенной формуле, введя поправочный коэффициент зависящий от расстояния х между пуансонами и от числа в один момент трудящихся пуансонов.
Упрочнение съема в ходе работы штампа не остается постоянным, поскольку по мере износа пуансона к его стенкам прилипают
либо привариваются микрочастицы материала заготовки, затрудняющие извлечение пуансона из отверстия. Величина упрочнения наряду с этим может увеличиться в два и более раз, что может привести к нарушению обычной работы штампа и к отрыву пуансонов. Последнее возможно не допустить, создавая своевременную смазку пуансона машинным маслом, уменьшающим упрочнение съема на 20—25%, а при добавке дисульфида молибдена — на 30%.
В случае если рабочий профиль пуансона имеет некруглую форму, то посадочной поверхности для соединения пуансона со съемником рекомендуется придавать цилиндрическую форму и создавать сопряжение со съемником при помощи цилиндрических закаленных втулок, а к нижней плоскости съемника прикреплять металлическую пластину с отверстием по профилю рабочей части.
Крепление пуансонов в пуансонодержателе создают запрессовкой, расклепыванием, фиксацией штифтами. В пробивных штампах с громадным числом близко расположенных пуансонов целесообразно использовать свободное крепление. Наряду с этим посадочная поверхность пуансона входит в отверстие пуансоно-держателя с зазором.
Но таковой метод требует правильной пригонки посадочного диаметра направляться к съемнику с зазором, не превышающим 25% зазора между пуансоном и матрицей.
Величина зазора между пуансоном и матрицей при d : б
При значениях (0,5-0,6)d : 6
Штампы для пробивки круглых отверстий. В зависимости от конструкции и условий работы направляющих элементов штампы для пробивки отверстий возможно подразделить на два типа— с частичным направлением пуансонов и с направлением по всей высоте пуансона.
В штампах с частичным направлением пуансонов в качестве направляющих элементов используют вставки, каковые пара уменьшают длину свободных участков пуансонов.
Но использование направляющих вставок не формирует достаточной устойчивости, поскольку вставки снабжают направление на маленьком участке пуансона. Исходя из этого штампы с направляющими вставками используют по большей части для пробивки отверстий в малопрочных материалах.
Для обеспечения устойчивости работы пуансонов используют штампы, в которых протяженность участка направления достигает половины длины пуансона. Наряду с этим рабочая часть пуансона имеет сопряжение со съемником до его нижней плоскости, т. е. до поверхности заготовки. На рис. 3 продемонстрирована схема штампа таковой конструкции.
Штамп имеет верхнюю подвижную плиту и пуансонодержатель, несущим пуансоны, и нижнюю неподвижную плиту с закрепленной на ней матрицей. В верхней части штампа расположен съемник S, и предварительный прижим, складывающийся из толкателей с пружинами и пальцев, служащих для фиксации пробиваемого материала.
Рис. 2. Штамп с частичным направлением пуансона
Рис. 3. Штамп с направлением пуансона до половины сечения
Особенность конструкции штампа пребывает в том, что пуансо-нодержатель имеет в средней части прямоугольный выступ, боковые плоскости которого совпадают с осями пуансонов. На съемнике имеется такая же по ширине впадина, которая при всецело закрытом штампе образует с выступом пуансонодер-жателя цилиндрическое отверстие, охватывающее пуансон по всей наружной поверхности.
Для обеспечения лучших условий работы пуансонов и сохранения их устойчивости используют штампы с направлением по всей высоте. Направление производится втулками, штифтами, шайбами.
Фрагмент штампа с направляющими втулками продемонстрирован на рис. 4, а. В пуансонодержателе укреплена цилиндрическая втулка, в которой находится пуансон. В съемник запрессована втулка с отверстием для пуансона.
Обе втулки имеют на участках, выступающих из пуансонодержателя и съемника, два паза, расположенных так, что в пазы втулки входит выступающая часть втулки. Преимуществом данной конструкции есть то, что пуансон имеет громадной участок направления и в меньшей степени подвергается продольному изгибу в ходе работы. Как продемонстрировали изучения, величина зазора между пуансоном и втулками возможно 0,05—0,1 мм.
Недочётом штампов для того чтобы типа есть технологическая трудность обработки малых отверстий во втулках. Во многих случаях для большего удобства обработки отверстий во втулках, их делают разрезными. Штампы с пуансонами обрисованной конструкции используют для пробивки круглых и профильных отверстий в прочных материалах с отношением d: 6 = 0,5-0,6.
Создана конструкция штампа (рис. 4, б), в котором втулки имеют маленькую длину и разнесены относительно друг друга. Расстояние между ними равняется рабочему ходу пуансона 3 плюс некий припуск на его переточку.
Верхняя втулка 1 закреплена в пуансонодержателе 2, а нижняя 7 — в съемнике.
Направление пуансона по всей высоте обеспечивается штифтами, из которых первые запрессованы в верхнюю втулку, а вторые — в нижнюю. Свободные финиши их входят по скользящей посадке в отверстия, расположенные соответственно в противоположных втулках. Штифты окружают пуансон по его периметру и предохраняют его от продольного изгиба.
Прижим материала к матрице производится простым методом.
Рассмотренная конструкция штампа более технологична в изготовлении, но надежность ее меньше, поскольку сопряжение пуансона с направляющими штифтами происходит по образующим линиям. Исходя из этого подобные штампы рекомендуется использовать для пробивки отверстий в довольно мягких материалах.
Неспециализированным недочётом обрисованных конструкций штампов есть ограничение минимального расстояния между пробиваемыми наружными и отверстиями диаметрами втулок, каковые должны быть не меньше 5—6 диаметров пуансона. Для устранения этого недочёта в конструкциях штампов применяют принцип направления по нескольким поверхностям, между которыми в начальный момент пробивки образуются зазоры, родные по величине к диаметру пуансона. Эти зазоры уменьшаются практически до нуля к концу пробивки.
Так, свободные участки пуансона не подвергаются продольному изгибу. На рис. 5 продемонстрирована схема штампа с направляющими шайбами. Цилиндрический пуансон, имеющий постоянное сечение на всей протяженности, закреплен во втулке, расположенной в пуансонодержателе штампа.
Нижний финиш пуансона входит в отверстие стакана, запрессованного в подпружиненный съемник. Направляющие шайбы сопрягаются с пуансоном и с внутренней поверхностью стакана по скользящей посадке. Между “шайбами помещены попарно сложенные тарельчатые пружины.
Верхний финиш пуансона опирается на закаленную прокладку, расположенную под верхней плитой штампа. В открытом штампе съемник находится в нижнем положении и пуансон не выступает над нижней плоскостью стакана.
Рис. 4. Штампы с направляющими штифтами и втулками
Рис. 5. Штампы с направляющими шайбами
В таком положении шайбы раздвинуты тарельчатыми пружинами, так что расстояние между ними приблизительно равняется диаметру пуансона. При рабочем ходе пресса съемник со стаканом доходит до заготовки и останавливается, а пуансонодержатель с втулкой и пуансоном опускается . Наряду с этим шайбы сближаются, а пуансон опускается ниже поверхности стакана и пробивает отверстие в заготовке.
При снятии нагрузки все подвижные элементы возвращаются в исходное положение.
Созданы разные конструкции штампов, в которых применены пуансоны минимально вероятной длины. Так, для уменьшения длины пуансонов и сокращения высоты штампа в нижней части съемника предусматривают паз, в который подается приспособление с заготовкой. На рис.
15 продемонстрирована схема для того чтобы штампа, предназначенного для одновременной пробивки нескольких десятков отверстий диаметром 1 мм в латунной заготовке толщиной 0,8 мм.
К верхней плите прикреплен пуансонодержатель, в котором предусмотрена круговая проточка для фиксации и ввода пуансонов. В нижней части съемник имеет паз, в который вставляют до упора выдвижной лоток, имеющий гнездо по размерам и форме заготовки. Штамп не связан с ползуном пресса. Ползун, с закрепленным в нем плоским бойком ударяет по хвостовику либо конкретно по верхней плите штампа и создаёт пробивку отверстий.
Наряду с этим тарельчатые пружины сжимаются, а при обратном ходе ползуна пружины поднимают верхнюю плиту штампа и создают съем заготовки с пуансонов. Винты ограничивают подъем верхней плиты и снабжают постоянное направление пуансонов в съемнике.
Рис. 6. Штамп с уменьшенной длиной пуансонов для пробивки громадного количества отверстий
Штампы для пробивки профильных отверстий. Штампы для пробивки узких продолговатых отверстий подобны обрисованным выше. Они отличаются только методом направления пуансона. Для взаимоотношений мельчайшего размера пробиваемого отверстия к толщине материала в пределах до 0,5—0,6 используют конструкцию штампов с составной направляющей втулкой.
Для меньших взаимоотношений рекомендуется конструкция с направляющими шайбами либо штифтами, каковые в этом случае должны иметь прямоугольное сечение.
Учитывая малую стойкость пуансонов при пробивке отверстий с предельным значением отношения минимального размера отверстия к толщине заготовки, пуансоны делают легкозаменяемыми. Материалом для пуансонов помогает холоднокатаная калиброванная лента соответствующего профиля. По окончании пробивки 150—200 отверстий пуансон заменяют новым.