Продольно-фрезерные (строгальные) инструменты деревообрабатывающих предприятий
Практика продемонстрировала, что фрезерные и фуговальные станки являются самый травмоопасными. Средняя длительность в днях временной нетрудоспособности рабочих, которая связана с травмами на фрезерных станках, превышает на 64% неспециализированную среднюю длительность временной нетрудоспособности рабочих, взявших травмы на деревообрабатывающих станках, а на фуговальных станках — на 57%.
Главной конструкцией продольно-фрезерного (строгального) дереворежущего инструмента являются головки и ножевые валы, оснащенные ножами. Данный инструмент используется на бессчётных строгальных деревообрабатывающих станках: фуговальных, рейсмусовых, калевочных, четырехсторонних, фрезерных, шипорезных и некоторых типах специальных станков.
Конструкции рабочих ножевых валов и головок, их размеры и форма зависят от назначения станков и условий обработки. Крепление валов и головок на станках определяется их конструкцией.
Ножи на валах и головках, в большинстве случаев, являются сменную часть и закрепляются на рабочих органах разными методами. Одним из серьёзных условий безопасности рабо; ты на строгальных станках, в особенности при ручной подаче, являются форма ножевых валов, головок и метод закрепления ножей.
На данный момент используют головки и ножевые валы круглой и призматической формы. Использовать ножевые валы призматической формы на фуговальных станках с ручной подачей не разрещаеться ввиду опасности получения рабочими тяжелых травм. Их возможно использовать на станках с механической подачей при надежных методах закрепления ножей.
Методы, закрепления ножей в ножевых валах и головках имеют громадное значение для безопасности труда рабочих. У ветхих конструкций станков метод закрепления ножей на ножевых валах и головках не исключал возможности их вылета из вращающихся с громадной скоростью валов либо головок, при ослаблении болтов, крепящих ножи и их прижимные сегментные накладки. Такие методы крепления на данный момент правилами техники безопасности запрещены.
 инструменты деревообрабатывающих предприятий (продольный, строгальный)")
Рис. 1. Нож с закрытой прорезью
По той же причине правилами техники безопасности запрещается придавать круглую форму головкам и призматическим валам методом прикрепления к ним сегментных накладок, Эти накладки, имея вес и значительные размеры, при ослаблении крепления к валу смогут под действием центробежной силы отделиться от вращающегося с громадной скоростью вала, вызвать аварию и нанести травмы рабочим.
Помимо этого, недочётом ножевых валов и головок призматической формы можно считать да и то, что на них используют толстые ножи (толщиной 8—10 мм ГОСТ 6567—61).
На круглых ножевых валах и головках используют более узкие ножи (до 3 мм). Размеры, вес и форма ножей, устанавливаемых на вал либо головку, должны быть однообразными и соответствовать ГОСТ 6567 — 61. Дисбаланс ножей не должен быть больше размеров, указанных вп.
18 ГОСТ 6567 — 61.
В толстых ножах, предназначенных для их закрепления на долгих ножевых валах призматической формы, нужно иметь много прорезей. Размеры, расположение и число прорезей в толстых ножах указаны в стандарте ГОСТ 6567-— 61.
Более надежное крепление болтами ножей на призматических валах и головках возможно достигнуть в том случае, если прорези в ножах будут закрытые, что предусмотрено требованиями техники безопасности.
Для предотвращения вылета ножей с открытыми прорезями из вращающихся с большой окружной скоростью валов и смещения и головок ножей при ослаблении крепящих болтов делают рифление соприкасающихся между собой поверхностей ножа, вала либо головки.
Метод крепления ножей с рифлением соприкасающихся поверхностей создан в НИИДревмаш для четырехсторонних строгальных станков. Не считая надежности крепления, данный метод разрешает скоро устанавливать и снимать ножи благодаря открытым прорезям для крепящих болтов.
Рис. 2. Нож:
а — с рифлёной поверхностью и открытой прорезью, соприкасающейся с корпусом вала либо головки; б — угловые и линейные размеры рифления поверхностей ножа
Для удобства крепления рифленых ножей на призматических головках рекомендуется ножи крепить на головке болтами посредством гаек и шайб. Причем нож рифленой частью собственной поверхности соприкасается с рифленой поверхностью крепящей шайбы. Ножи с прямой и профильной режущей кромкой возможно закреплять на головке таким методом с нужной точностью размещения их режущих кромок в соответствии с заданной окружности резания. Это достигается
благодаря наличию зазора между отверстием в шайбе под болт и его стержнем. Величина зазора находится в пределах одного шага рифления на поверхностях ножа и шайбы.
Но направляться подчернуть, что для более надёжной и менее шумной работы нужно использовать на всех деревообрабатывающих станках головки и ножевые валы лишь круглой формы. Это в значительной мере снижает тяжесть травм рабочих при случайном соприкосновении с режущим инструментом на протяжении работы на станке либо ухода за инструментом. Помимо этого, при работе с круглыми головками и ножевыми валами, не имеющими пазов и прорезей, понижается производственный шум, утомляющий рабочих.
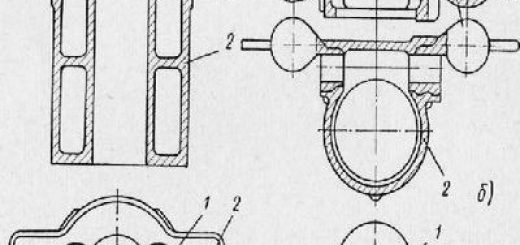
Рис. 3. Ножевая призматическая головка, оснащенная ножами с открытой прорезью, имеющими рифление поверхности, соприкасающейся с рифленой поверхностью крепящей шайбы:
1 — головка; 2 — ножи; 3 — болты; 4 — рифленая шайба; 5 — гайка
Рис. 4. Круглый ножевой вал с клиновым методом крепления ножей в открытых прорезях:
1 — вал; 2 — прижимные клинья; 3 — крепящие болты; — ножи; 5 — упорные планки; 6 — регулировочные болты
На данный момент на фуговальных станках используют ножевые валы лишь круглой формы. Для предотвращения вылета ножи на этих валах закрепляют в продольных прорезях ножевого вала прижимными клиньями при помощи болтов.
Таковой метод закрепления ножей именуется центробежно-клиновым и есть очень надежным, поскольку с повышением скорости вращения и числа оборотов ножевого вала сила прижима к его корпусу ножа прижимным клином возрастает прямо пропорционально возрастающей центробежной силе.
Для снятия ножей и точной установки в прорезях ножевого вала помогают регулировочные болты 6 с упорной планкой. Но, как уже отмечалось, наличие пазов и прорезей для установки ножей, прижимных клиньев и крепящих болтов в круглых ножевых валах и головках повышает тяжесть травм рабочих и усиливает шум при вращении валов.
Рис. 5. Ножевой вал с закрытыми прорезями:
а — поперечный разрез вала; б — прижимная планка с ключом и клиньями для стремительного закрепления ножей в закрытых прорезях ножевого вала
Размеры этих пазов (прорезей) в зависимости от длины и диаметра ножевых валов бывают разные. К примеру, у фуговальных станков СФ-4, СФ-6, СФ-8 их ширина образовывает 13—17 мм, а глубина —23—27 мм. Помимо этого, при закрепле-дни и снятии ножей посредством клиньев нужно завинчивать и отвинчивать большое количество крепящих болтов, на что затрачивается большое количество времени.
Исходя из этого созданы новые конструкции ножевых валов- и головок круглой формы со вставными ножами, каковые скоро закрепляются в закрытых прорезях вала прижимной планкой при помощи одного винта. В НИИДревмаш создана и принята для станкостроения нормаль конструкции для того чтобы ножевого вала.
На рис. 5 продемонстрирован прижимная планка и поперечный разрез ножевого вала с закрытой прорезью, в которой нож закреплен одним винтом при помощи торцового ключа. Любой из вставных ножей закрепляют особым клиновым устройством посредством одного винта,для которого в ножевом валу имеется два тангенциально расположенных резьбовых полукруглых отверстия диаметром 16 мм.
Именно поэтому ножевой вал имеет обтекаемую форму.
Рис. 6. Поперечные разрезы ножевых валов:
а — с гидравлическим закреплением ножей жидкостью: 1 — корпус вала; 2 — нож; 3— клин; 4— планка стружколоматель; 5 — резиновые трубки для жидкости; б — с гидравлическим закреплением ножей гидропластом: 1 — нож; 2 — планка-стружколоматель; 3 — трубки; 4 — полая труба; 5 — поршни-штифты
В соответствии с «Неспециализированным техническим требованиям безопасности к режущим инструментам деревообрабатывающих станков» все снова проектируемые и изготовляемые головки и ножевые валы станков с ручной подачей должны быть закругленной формы и не иметь открытых пазов и прорезей для вставных ножей, прижимных клиньев, болтов и планок.
Ножевой вал с быстродействующим закреплением ножей снабжает более надёжную работу, в особенности при ручной подаче, ввиду отсутствия в нем открытых прорезей.
Не считая данной конструкции, существуют ножевые валы с гидравлическим быстродействующим закреплением ножа. Внутренняя полость ножевого вала и трубки заполняется жидкостью. При создании в трубках и полости нужного давления (50—100 ати) ножи надежно укрепляются за счет перемещения клиньев от расширения эластичных трубок.
В Лесотехнической академии им. С. М. Кирова создан новый вариант гидравлического зажима ножей. Резиновые трубки в данной конструкции заменены полой железной трубкой с совокупностью поршней-штифтов, упирающихся при увеличении давления в клиновидный вкладыш и планку.
Чтобы не было утечки жидкость в данной конструкции заменена гидропластом (пластичной жидкой массой).
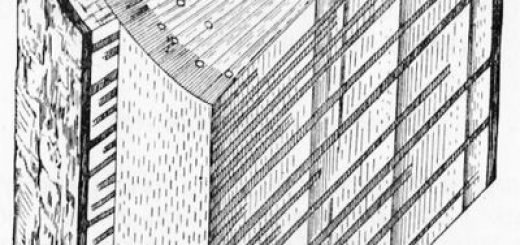
Одним из новых видов являются ножевые валы, оснащенные ножами, расположенными винтообразно, каковые неспешно (по спирали) врезаются в древесину. Это снабжает безопасность рабочих, чистоту обработки и сокращает шум. Такие ножевые валы удачно используют в деревообрабатывающих цехах ленинградского завода «Электросила».
Тут освоено изготовление этих валов, заточных устройств и винтовых ножей для них.
Рис. 7. Ножевой вал с винтообразно расположенными t ножами
При эксплуатации ножевых валов и головок нужно выполнять следующие требования:
— ширина В вставных ножей обязана соответствовать диаметру D ножевых валов и головок; рекомендуется: для двух- и четырехножевых валов — В 0,3 D, для шестиножевых — В;
— вставные ножи в ходе работы не должны стачиваться по ширине более чем на половину высоты прижимного клина чтобы не было ослабления крепления в прорезях и пазах валов и головок;
— на станках с ручной подачей режущие кромки ножей должны поддерживатьгубки либо прижимные клинья валов и головок не более чем на 2,0 мм.