Шлифование твердых сплавов
Развитие конструкций твердосплавного режущего инструмента идет по пути применения многогранных пластин с механическим закреплением их в корпусе инструмента.
Отказ от пайки жёсткого сплава повышает надежность работы твердосплавного инструмента, разрешает применить износостойкие и одновременно с этим более хрупкие марки сплавов, внедрение которых всегда было затруднено в связи с происхождением трещин в процессах заточки и пайки.
Использование инструмента с взаимозаменяемыми многогранными пластинами разрешает решить задачу централизованной переточки и заточки инструмента со большой экономией. Возрастает производительность труда станочников в следствии уменьшения утрат времени на замену затупившегося инструмента и подна-ладку его положения на станке по окончании замены. Многогранные пластины разрешают заменять либо поворачивать следующей гранью лишь пластины, не снимая державку инструмента со станка.
Для замены либо поворота многогранной пластины в державке резца нужно не более 30 сек. Использование инструмента со стандартными пластинами сокращает оборотный фонд инструмента, поскольку корпуса и державки инструмента в 30—40 раз долговечнее. Одинаковые пластины применяют для оснащения разных инструментов, трудящихся на разных станках, что существенно упрощает инструментальное хозяйство.
Сейчас приобретают все большее распространение резцы с многогранными пластинами, закрепляемыми в державках. Любая грань пластины есть режущим лезвием. По окончании затупления одного лезвия пластину поворачивают и применяют следующее лезвие.
Так на одном торце пластины маленькой толщины поочередно употребляется пара режущих лезвий.
Резцы с механическим креплением многогранных пластин если сравнивать с простыми напайными резцами имеют последовательность значительных преимуществ:
— удешевляется изготовление державок; предотвращаются внутренние напряжения в жёстком сплаве и ухудшение его особенностей, которое возможно позвано напайкой;
— возрастает производительность труда в следствии уменьшения утрат времени на замену резцов и настройку на размер;
— появляется возможность заточки пластин раздельно от корпуса резца;
— облегчается организация централизованной принудительной заточки пластин и значительно уменьшается количество резцов.
Резцы с механическим креплением дают громаднейший эффект, в случае если пластины прошлифованы по всем граням, тогда точность установки по окончании поворачивания пластины по мере затупления граней выдерживается в нужных пределах (0,025 мм).
Станокдля химико-механического шлифования жёстких сплавов. На данный момент используется пара моделей станков для химико-механического шлифования жёстких сплавов. Главные узлы, определяющие специфику процесса, у всех станков однообразны.
Отличаются станки друг от друга диаметром шлифовальника и соответственно габаритами всего станка, числом ванн, и некоторыми конструктивными изюминками, относящимися в основном к механизму передачи перемещений от электродвигателя к шлифовальнику.
Наиболее совершенным есть станок-полуавтомат, в котором суспензия электролита с абразивом подается центробежным насосом. Подача суспензии насосом разрешила применить стационарную ванну из винипласта и расширить скорость вращения шлифовальника. В данной конструкции исключены лопатки для взмучивания суспензии и именно поэтому улучшены условия работы станка.
Станок складывается из трех главных узлов: головки радиального перемещения, привода шлифовальника и электронасоса. Электродвигатель, установленный в станины станка, приводит во вращение шлифовальник.
Электронасос — вертикальный, модели 22Х-14-1, модернизированный специально для подачи химически активной суспензии, помещен в станины станка вместе с винипластовым баком емкостью 30 л. Из бака суспензия подается по полиэтиленовому прозрачному шлангу и сбрасывается обратно по второму шлангу, соединяющему ванну станка с насосом. Управление работой насоса кнопочное, находится на панели рядом с кнопками остановки и пуска шлифовальника.
")
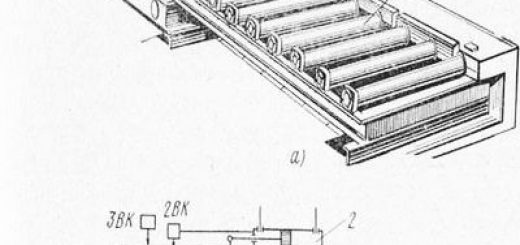
Рис. 1. Полуавтомат для химико-механического шлифования жёстких сплавов.
Рис. 2. Кинематическая схема полуавтомата для химико механического шлифования жёстких сплавов.
Станок оснащен комплектом и запасными баками дисков для наклеивания твердосплавных пластин, и приспособлениями для шлифования плоскопараллельных поверхностей, шлифования под многоместной головкой и углом для заточки резца.
В некоторых конструкциях станков вводят изменение скорости вращения верхнего диска довольно нижнего, т. е. вместо свободного вращения верхнего диска придают ему принудительное вращение от отдельного электродвигателя либо передачи. В данном варианте достигается громадная производительность, поскольку относительные скорости верхнего диска и шлифовальника возрастают, но наряду с этим усложняется конструкция станка.
Несложнее во многих случаях при заданной мощности электродвигателя повысить скорость вращения шлифовальника, покинув вольно вращающимся верхний диск, и тем самым достигнуть нужной производительности. направляться иметь в виду, что принудительное вращение не повышает точности шлифуемых пластин.
При свободном вращении верхнего диска оптимальнееудается приблизиться к равенству относительных скоростей в разных территориях шлифовальника, что помогает равномерности его износа и исключает присасывание трущихся поверхностей. Для обеспечения получения и равномерного износа шлифуемой поверхности без завалов (закруглений) на краях верхний диск и шлифовальник должны иметь равные диаметры.
доводка и Шлифование на станке для химико-механического шлифования. При осуществлении доводки и операций шлифования принципиально важно верно настроить станок. Главная цель настройки — сохранить точность шлифования в течение долгого времени.
Настройка станка пребывает в следующем. Верхний диск с наклеенными пластинами, предназначенными для шлифования, помещают на шлифовальник, а в опорную лунку диска опускают шпиндель головки радиального перемещения. Колпачок шпинделя установлен на шариковых подшипниках, исходя из этого верхнему диску обеспечивается свободное вращение. Включая электродвигатель на пара секунд без подачи суспензии, находят крайнее положение верхнего диска.
Головку радиального перемещения устанавливают в такое положение, дабы верхний диск со шлифуемыми пластинами выступал на 1—2 мм за край шлифовальника. Настройка станка на этом не заканчивается.
По окончании настройки станка последовательно открывают кран сжатого воздуха (до установки давления по манометру 1,2—2 кг/см2), включают вращение шлифовальника и после этого подачу суспензии.
В ходе шлифования верхний диск со шлифуемыми пластинами совершает возвратно-поступательное перемещение и в один момент вращается около собственной оси. Абразивная суспензия сейчас непрерывно циркулирует из бака на шлифовальник и обратно. На протяжении шлифования никакого наблюдения за работой станка не нужно.
По окончании установленного времени станок машинально (посредством реле) останавливается, наряду с этим выключается и подача суспензии.
Шлифованные поверхности пластин контролируют линейкой на плоскостность в нескольких местах. Убедившись в правильности плоскости, подготовляют станок для удаления с пластин слоя меди. С целью этого включают насос, опять включают станок и продолжают шлифование. На протяжении шлифования, не останавливая станок, пара раз смазывают шлифовальник смесью абразива с водой
По окончании процесса смывают водой остатки абразива и снимают пластины с диска при помощи легких ударов древесным молотком по обратной стороне диска. Для полного удаления клеящего сплава пластины промывают в керосине и обезжиривают в растворе кальцинированной соды (100 г/л). Время шлифования зависит от величины коробления либо припуска.
Съем жёсткого сплава в среднем образовывает 0,2— 0,4 мм в час с блока пластин диаметром 250 мм. В среднем за смену один станок обрабатывает 400—500 пластин при шлифовании одной плоскости, что образовывает 300 см2 поверхности. Для постоянной работы нужно иметь 3—4 резервных наклеечных диска на любой станок.
Станок не требует присмотра на протяжении шлифования. Один рабочий обслуживает в большинстве случаев пара станков, причем в его обязанности входят наклеивание пластин, съём и установка дисков с наклеенными пластинами, их контроль и промывка пластин.
Опыт долгой эксплуатации станков продемонстрировал, что шлифовальники их изнашиваются незначительно. При постоянной односменной работе бронзовый шлифовальник изнашивается фактически в течение месяца на 0,75—1,0 мм. Как указывалось, при применении химико-механического метода не требуются дорогостоящие абразивы высокой твердости.
В качестве абразива удачно используют корундовые порошки.
При химико-механическом шлифовании не отмечается увеличения температуры, исходя из этого исключается возможность растрескивания жёстких сплавов. На приобретаемой поверхности пластин без рисок и штрихов легко обнаруживать недостатки (трещины, структурные неоднородности, пористость и др.).
Приготовление суспензии. Абразивную суспензию приготовляют следующим образом. В вини-пластовый бак принятых размеров заливают 4 л электролита, складывающегося из 25%-ного водного раствора сернокислой меди, и загружают 4 кг шлифовального порошка из электрокорунда зернистостью 25.
Дабы избежать нередких взвешиваний, абразив набирают при помощи мерной кружки. В случаях, в то время, когда шероховатость поверхности не удовлетворяет техническим требованиям пользуются шлифующей смесью, содержащей более узкий порошок абразива.
Диагностику истощаемости электролита в цеховых условиях направляться создавать несложным приемом — погружением полосы низкоуглеродистой стали, зачищенной абразивной бумагой. В случае если на полосе при погружении обнаружится контактно выделенная медь, то раствор пригоден для предстоящего пользования.
Расход материалов, потребных для того чтобы, незначителен. На 1000 пластин в среднем расходуется 2,5 кг шлифовального порошка и 0,6 кг бронзового купороса. кобальт и Карбид вольфрама, переходящие в шлам при шлифовании, смогут быть собраны и при необходимости регенерированы.
Сплавы для наклеивания пластин. Пластины жёсткого сплава наклеивают на латунные диски легкоплавкими сплавами. Очень прочное крепление пластин возможно осуществить сплавом следующего состава: 80 г канифоли, 40 г церезина и 10 г петролатума.
Наклеивание твердосплавных пластин на латунные диски. Латунные диски, на каковые наклеивают пластины, изготовляют толщиной 15—20 мм с доведенной отверстием и плоскостью в центре диска. Доводку плоскости просто сделать на стеклянном полировальнике пастой ГОИ 40 мк.
Наклеивание пластин создают следующим образом:
1. Пластины размещают на поверочной плите в вероятно большем количестве по концентрическим окружностям шлифуемыми поверхностями вниз в пределах контрольной окружности.
2. Разогревают сплав для наклеивания пластин до 70 °С.
3. Подогревают легко диск на электрической плитке.
4. Погружают плоскость диска в сплав для наклеивания так, дабы на ней появился узкий слой. Нет необходимости наносить много сплава. Слой толщиной 0,5—1,0 мм совсем достаточен для надежного крепления шлифуемых пластин.
5. Прижимают хорошо диск к уложенным пластинам, вытесняя избыток расплавленного сплава. После этого диску с наклеенными пластинами дают нормально остыть до полного затвердевания сплава. Для ускорения возможно охлаждать диск в воде.
Пластины, приклеенные так, находятся в одной плоскости.
Правка шлифовальника. Рабочую поверхность шлифовальника для сохранения прямолинейности иногда (приблизительно раз в неделю) правят. Правку создают на токарном либо шлифовальном станке в зависимости от степени износа.
Контроль плоскости реализовывают поверочной лекальной линейкой либо эталонным диском. В некоторых случаях для ускорения выравнивания поверхности шлифовальника целесообразно осуществлять подрезку той его части, которая при эксплуатации станка через чур медлительно изнашивается. С целью этого прорезают спиральные канавки вручную резцом, не снимая шлифовальника со станка.
Приспособления к станку. Пластины, предназначенные для изготовления многолезвийного режущего инструмента либо твердосплавных штампов, нужно шлифовать с двух сторон. Процесс химико-механического шлифования двух плоскостей, по существу, ничем не отличается от шлифования одной плоскости, изменяется только приспособление.
Рис. 3. Диск с наклеенными пластинами.
Приспособление является обоймойс профрезерованными гнездами. На рис. 4 продемонстрирована обойма для шлифования четырех пластин для твердосплавных штампов размерами 100 X 8 мм. При малых размерах пластин гнезда фрезеруются по окружности. Пластины укладывают в гнезда обоймы и заливают низкотемпературным клеящим составом.
По окончании зачистки и остывания подтеков обойму надевают на диск и устанавливают на шлифовальном станке. После этого по окончании шлифования одной плоскости пластины переворачивают и шлифуют вторую плоскость. Двустороннее шлифование снабжает плоскопараллельность с точностью до ± 0,02 мм.
При химико-механическом шлифовании торцов пластины размещают в гнездах особых латунных ди-сков-обойм и закрепляют винтами, изготовленными из кислотостойкой стали марки Х18Н9Т.
Изготовляя инструменты с механическим креплением пластин, последние нужно шлифовать кроме этого по задним поверхностям (под нужными углами). Установку пластин на требуемый угол создают по шаблону. Перед шлифованием многочисленные партии пластин по окончании установки по шаблону склеивают в блоки. Блоки размещают на поверочной плите и приклеивают к диску клеящим сплавом.
Так возможно осуществить в один момент шлифование 80—120 пластин.
При необходимости шлифования наклонных плоскостей долгих пластин (к примеру, для твердосплавных штампов) используется приспособление, сконструированное И. М. Гдалевичем. Приспособление, квадратный корпус которого изготовлен из текстолита, разрешает закрепить пластины под нужным углом наклона и шлифовать по 4 пластины размерами 100 X 8 мм в один момент. Пластины устанавливают в пазы по сторонам квадрата текстолитового корпуса и закрепляют винтами.
Основания пазов профрезерованы под нужным углом.
Рис. 4. Приспособление для двустороннего шлифования твердосплавных пластин.
Рис. 5. Приспособление для шлифования наклонных плоскостей.
На одном из фабрик г. Воронежа создан и изготовлен многопозиционный полуавтомат, оснащенный приспособлениями кассетного типа для механического закрепления пластин.
Полуавтомат складывается из сварной станины, к которой прикреплена плита, а к плите — опорный диск А, на котором лежат ведущий притирочный диск и диск. Диски соединены между собой пальцами. Ведущий и притирочный диски, и центральный вал 6 приобретают рабочее перемещение от электродвигателя через редуктор и клиноременную передачу, смонтированный в коробке.
Вращение от электродвигателя через червячное колесо и червячный винт передается валу, а после этого через шестеренки валу. Валы совершают однообразное число оборотов. Вращательное перемещение этих валов через пальцы и эксцентриковые диски преобразуется в осциллирующее (колебательное) перемещение дисков.
Рис. 6. Станок для химико-механического шлифования пластин жёсткого сплава (конструкция одного из фирм г. Воронежа).
Блок-шестерня передает вращение на блок-шестерню, вольно сидящую на валу.
Центральный вал приобретает вращение от блок-шестерни через зубчатое колесо. На резьбовой части центрального вала сидит втулка с кронштейнами. К кронштейнам прикреплены рычагов с поводками, при помощи которых приобретают вращательное перемещение кассетные приспособления.
Приспособления с закрепленными в них подробностями либо режущими пластинами прижимаются грузами к притирочному диску, шаржированному абразивным порошком, либо к диску ванны-шлифовальника при химико-механической заточке.
Рис. 7. Приспособление для механического закрепления пластин (конструкция одного из фирм г. Воронежа).
Кожух предохраняет трущиеся поверхности дисков А и 3 от попадания абразива при доводке и заточке режущих пластин. Выступая над поверхностью притирочного диска на 5—8 мм, он кроме этого предохраняет от разбрызгивания абразивной суспензии.
Многопозиционный полуавтомат разрешает устанавливать 8 кассетных приспособлений. Для химико-доводки и механической заточки режущих пластин полуавтомат оборудован съемной ванной-шлифовальником.
На рис. 7 продемонстрировано приспособление для механического закрепления пластин.
Время на шлифование пластин возможно существенно сократить, в случае если перед шлифованием выровнять их в приспособлении. Для этого собранные в нем режущие пластины слабо закрепляют винтами, а приспособление переворачивают и устанавливают на плите на подкладках. Пластины раскрепляют и при легком постукивании опирают затачиваемой поверхностью на плиту.
Затем пластины закрепляют совсем.
Подготовка жёстких сплавов для контроля качества
Химико-механический метод может служить эффективным средством подготовки образцов для контроля качества жёстких сплавов. Для контроля твердости, обнаружения трещин, пористости, контроля макро- и микроструктуры поверхность жёсткого сплава должна быть шепетильно отшлифована без царапин и рисок. включения и Поры графита должны быть четко видны.
В следствии химико-механического шлифования получается равномерно матовая поверхность без рисок. Исходя из этого такие недостатки, как трещины, чрезмерная пористость, неоднородность макроструктуры, легко обнаруживаются невооруженным глазом.
Поверхность, подготовленную химико-механическим методом, достаточно подвергнуть непродолжительной доводке алмазной пастой либо алмазным микропорошком, как она выясняется зеркальной, прекрасно отражающей, пригодной для контроля микроструктуры. Просмотр для того чтобы шлифа под микроскопом при повышении в 100 раз не обнаруживает каких-либо царапин. Шлифы пригодны для определения величины титана карбидов и зерна вольфрама, и наличия включения свободного углерода (графита).
Вероятно обнаружение включения II-фазы (двойной карбид кобальта и вольфрама W3C03C), быстро снижающей прочность сплава, определение других параметров и степени пористости микроструктуры.
При подготовке образцов для измерения твердости требуется, по техническим условиям, сошлифовать слой не меньше 0,2 мм. Испытываемая и опорная плоскости примера должны быть параллельными. Шлифование не должно вызывать растрескивания и нагрева сплава.
В этом случае химико-механическое шлифование более надежно, чем шлифование абразивными кругами.
Химико-механический метод возможно применен для контроля не только на фабриках централизованного производства деталей и твердосплавного инструмента. Широкое распространение он обязан взять в связи с развитием производства твердосплавных изделий из пластифицированных заготовок.
Способ изготовления фасонного твердосплавного инструмента с применением пластифицированных заготовок, созданный Всесоюзным НИИ жёстких сплавов (ВНИИТС), есть очень перспективным. Из года в год все больше изготовляют пластифицированного инструмента в порядке ‘кооперирования инструментальных цехов разных фирм с мастерскими и заводами по производству твердосплавных заготовок. Эту работу реализовывают сейчас в такой последовательности.
Пластифицированные заготовки создают и поставляют мастерские и заводы, располагающие оборудованием для спекания и средствами для контроля спеченных изделий. Обрабатывают заготовки инструментальные цехи фабрик-потребителей и возвращают, их для спекания на фабрики жёстких сплавов. Спеченные изделия снова передают инструментальным цехам для доводки и шлифования.
Число фабрик либо центральных мастерских для обслуживания отрасли либо района пластифицированными инструментами без сомнений будет расти и, следовательно, возрастет потребность в контроле качества продукции.