Соединение под углом (вязка)
Соединения под углом делают впритык, внакладку, на шипах под прямым углом и «на ус» (под углом 45°).
Шиповая вязка складывается из гнезда и шипа либо проушины.
Гнездо либо проушина должны иметь такие размеры, дабы шип хорошо входил в них. Элементы шипа продемонстрированы на рис. 2.
Шип не должен быть весьма утолщенным, в противном случае при вгонке его в гнездо либо проушину брусок может расколоться.
От прочности соединения подробностей зависит прочность изделия. Прочность соединения, со своей стороны, зависит от точности обработки подробностей, в особенности элементов соединения, и их верных размеров. Исходя из этого громадное значение имеет верная разметка.
 (соединение, угол)")
Рис. 1. Наращивание:
а — впритык с потайным шипом, б — впритык со сквозным шилом
Рис. 2. Элементы шипа
Разметочный инструмент должен быть в исправности и прекрасно подготовлен к работе. При разметке рекомендуется пользоваться заостренным карандашом. Размечать остроганные подробности необходимо под линейку, под угольник и в размер (под рейсмус).
Рис. 3. гнезда и Разметка шипа:
1 — отметка линейной высоты шипа, 2 — расчерчивание угольником, 4 — разметка линейкой толщины шипа, 5 — проведение рейсмусом рисок, 7 и 8 — расчерчивание угольником ширины шипа
Все риски на одной либо двух противоположных сторонах подробности направляться проводить рейсмусом, прикладывая его колодку с лицевой стороны. Однообразные подробности рекомендуется размечать дружно. Для этого их укладывают в ряд, сглаживают торцы и зажимают в верстаке либо при помощи струбцинки с применением в местах сжатия прокладок, предохраняющих размечаемые подробности от смятия.
При проведении рейсмусом всех рисок с лицевой стороны подробности толщина и ширина гнёзд шипов у всех однообразных подробностей будут размечены по одному размеру и на одном расстоянии от ребра подробности. Для разметки противоположной стороны подробности ее переворачивают через торец.
Размечая вязку брусков, на внутренних кромках которых будет отобрана фаска либо калевка, нужно предусмотреть меньшую ширину шипа и меньшую его длину со стороны отборки. Проушину размечают соответственно размерам шипа. При разметке вязки брусков, на кромке которых должен быть выбран паз, ширину шипа и длину проушины либо гнезда делают меньше на глубину паза.
При выборке паза с обеих сторон бруска протяженность гнезда должна быть меньше на двойную глубину паза.
Соединение шипами делается прочным лишь по окончании склеивания. Чем больше площадь склеивания, тем прочнее получается соединение. Отлично пользоваться для вязки двойным шипом; не нужно без крайней необходимости использовать шип со щечками, срезанными «на ус».
Прочность соединения таким шипом если сравнивать с соединением шипом, имеющим прямоугольные щечки, однообразного с ним размера, будет в два раза меньше, поскольку поверхность склеивания получается вдвое меньшей.
Для получения прочных соединений, при которых одна подробность хорошо входила бы в другую (к примеру, в шиповых соединениях) либо вольно перемещалась бы с зазором между соприкасающимися поверхностями, нужно изготовить эти подробности с заданной точностью в пределах определенного допуска.
Такая совокупность посадок и допусков предусмотрена ГОСТ 6449—53 и есть необходимой для производства строительных мебели и деталей.
Показываемый на чертеже размер именуется номинальным. Сделать подробность совершенно верно по номинальному размеру тяжело и дорого, да и не всегда необходимо, исходя из этого стандартом предусматриваются допуски, т. е. допускаемые отклонения от номинальных размеров при изготовлении подробностей. Имеются сопряжения, для которых требуется громадная точность, а имеется и такие, для которых возможно допущена меньшая точность.
Точность изготовления подробности либо ее части зависит кроме этого от заданной посадки, т- е. от того, с каким зазором либо натягом сопрягаются подробности одна с другой. При наличии зазора одна подробность вольно входит в другую, к примеру вал в отверстие. При наличии натяга °Дна подробность (к примеру, шип) пара толще, чем сопрягаемая подробность (к примеру, проушина).
В зависимости от системы посадки и класса точности для каждого номинального размера даются отклонения в громадную и меньшую сторону. Чем выше класс точности, тем меньше дается величина отклонения, т. е. допуска. Так, для 1-го класса точности даются мельчайшие допуски.
посадки точности и Класс обработки необходимо выбирать с таким расчетом, дабы не взять изделия низкого качества и вместе с тем не предъявлять чрезмерно громадных требований при изготовлении, что может поднять цена обработки.
1-й класс точности используется очень редко и по большей части для таких изделий, как футляры для правильной аппаратуры, кассеты для фотоаппаратуры.
2-й класс точности — для сопряжений мебели, радиоящиков, древесных подробностей пассажирских вагонов.
По 3-му классу точности изготовляются двери, оконные переплеты, паркет, доски для полов, потолков, строганая обшивка для стенку, товарных вагонов, кузовов автомашин.
В зависимости от сопряжения выбирают посадку. Прессовая посадка (с натягом) употребляется в основном в безклее-вых соединениях.
Тугая посадка (с малым натягом) и в отдельных случаях с малым зазором используется для сопряжений средних брусков дверных полотен с брусками обвязки, и для сопряжений горбыльков с брусками обвязки оконных переплетов и др.
Напряженная посадка (с малым натягом либо зазором) употребляется для концевых соединений рамск одинарными шипами.
Плотная посадка (с мельчайшим натягом либо зазором) используется для шпунтовых соединений досок полов и вагонной обшивки, для концевых соединений рамок разных конструкций при двойных шипах.
Скользящая посадка (с малым зазором) употребляется для соединения дверных филенок с брусками обвязки либо для соединения в шпунт фанерного дна со стенками выдвижного коробки.
Ходовая посадка (с зазором) используется в соединениях сидений стульев. Легкоходовая посадка (с громадным зазором) рекомендуется для соединений входных дверей с дверными коробками, оконных переплетов с оконными коробками, выдвижных коробок.
На чертеже посадку показывают следующим образом. К примеру, тугую посадку шипа, имеющего номинальный размер 12 мм, обозначают 12 дТ, что соответствует отклонениям мельчайшему + 0,1 и наибольшому +0,4 мм. Обозначение посадки возможно представлено цифрами: 12 +0,4 . Это значит, что шип должен быть выполнен размером в пределах от 12,1 мм до 12,4 мм.
Соответствие размеров подробностей номинальному размеру определяют при помощи предельных калибров, имеющих две рабочих стороны: проходную и непроходную.
Угловые концевые соединения открытым сквозным шипом продемонстрированы на рис. 4.
Диаметр шкантов d и толщина одинарных шипов Si должны быть равны 0,4 толщины подробности S0. Для двойных шипов vjj = S3 = 0,2 S0, для тройных Si = S3 = 0,14 So. Округление расчетной толщины шипа Si либо диаметра шканта d в мм производится до ближайшего большего номинального размера: 6, 8, 10, 12, 16, 20 и 25 мм.
S2 (толщина щечки гнезда) рекомендуется принимать из расчета симметричного размещения шипов.
Рис. 4. Угловые концевые соединения открытым сквозным шипом:
а — одинарным, б — двойным, в — тройным
Дно заплечиков и проушины образуется под углом а = 90° либо под другим углом в соответствии с чертежу.
Угловые соединения (вязки), в которых нельзя допускать открытого шипа, делают шипом впотемок и вполупотемок. Для для того чтобы шипа направляться выбрать не проушину, как в открытом шипе, а гнездо. Шип впотемок делают не на всю ширину бруска, а мало подрезают так, дабы появились заплечики (потемки), перекрывающие гнездо. Шип вполупотемок делают в верхней части во всю ширину бруска, а в нижней части его подрезают на половину и больше.
Шип впотемок возможно сквозным, проходящим через целый брусок, и глухим, скрытым в бруске. Вязка шипом впотемок и вполупотемок менее прочная, чем вязка открытым шипом. Полупотемочные шипы используют при вязке ножек стола либо табурета с царгами.
Для большей прочности соединения используют двойной либо тройной шип, к примеру в оконных переплётах и дверных полотнах. При необходимости всецело скрыть соединение используют соединения в полный потай и соединение врезным гребнем.
Рис. 5. Угловые концевые соединения на шип с полупотемком: а — несквозной, б — сквозной
Рис. 6. Угловые концевые соединения на шип с потомком:
а — несквозной, б — сквозной
Рис. 7. Угловые концевые соединения:
а — на шип круглый, б — «на ус» со вставным открытым и несквозным
Рис. 8. Угловые серединные соединения:
Угловое серединное (тавровое) соединение брусков вторых видов продемонстрировано на рис. 9. Очень прочное соединение дает сквозной шип с расклиниванием.
Тавровая вязка щитов представляет собой серединное Т-образное поперечное соединение. При тавровой вязке щитов кромка одного щита соединяется с серединой другого. Примыкаемой кромкой в большинстве случаев есть торец щита и производится он в основном в гребень и паз.
Рис. 9. Тавровая вязка брусков под прямым углом (серединные соединения)
Вязка ящичным шипом разделяется на сквозную, полупотайную и потайную; шип делают прямым типа «ласточкин хвост» либо косым.
Вязку ящичным шипом используют при изготовлении других изделий и ящиков. Наряду с этим методе делают на торце одной заготовки шипы, а на другой заготовке — проушины, в каковые хорошо входят шипы.
Перед соединением в шип доски либо щиты должны быть чисто выстроганы и опилены до нужного размера. Торец необходимо шепетильно отторцевать под прямым углом к стенкам.
При вязке в прямой шип на финише заготовки, на расстоянии, равном толщине присоединяемой доски, от торцовой кромки наносят линию и переводят ее рейсмусом на другие плоскости (стороны) заготовки. Ширину шипа в большинстве случаев берут равной половине толщины доски, границы шипов намечают угольником и циркулем на обеих сторонах доски и на торце. Затем пилой делают пропилы и вырубают стамеской ненужную древесину.
Вырубку ведут в два приема: сперва с одной стороны доски до половины ее толщины, после этого иначе.
Рис. 10. Угловые ящичные соединения:
а — на шип прямой открытый, б — на шип «ласточкин хвост» открытый, в — на шип «ласточкин хвост» вполупотай
В то время, когда шипы сделаны, устанавливают доску с шипами на финише плоскости второй доски. и карандашом либо острым шилом очерчивают торцы шипов. По взятой разметке пропиливают и вырубают на другой доске проушины и после этого соединяют обе доски.
Рис. 11. Разметка углового яшичиого соединения на прямой шип
В некоторых случаях требуется, дабы с одной стороны соединения не было видно шипов. Для этого доски вяжут в полу-потемочный либо полупотайной шип. Доску, на которой не прорезаются сквозные шипы, делают на толще доски со сквозными проушинами.
Рис. 12. Вязка в полупотайной шип
Рис. 13. Косой открытый шип
Вязка косым открытым шипом продемонстрирована на рис. 13. Она слабо отличается от соединения прямым открытым шипом и никаких преимуществ перед ним не имеет.
Громадной прочностью это соединение не владеет, поскольку при большом уклоне шипы смогут откалываться и выкрашиваться. Это соединение используется в основном при изготовлении небольших столярных коробок, шкатулок и т. п.
Запиливание шипов на заготовках толще 15 мм значительно чаще создают по одной. Заготовку закрепляют торцом вверх, внутренней стороной к себе. Пилу устанавливают с отступом от левой кромки на ширину шипа и соответствующим разворотом пилы влево делают первый пропил. Расстояние or этого пропила до кромки, которая будет правой стороной крайнего шипа, дробят пополам и изменяют его в обязательном порядке по переднему лицевому ребру (в другом случае шипы «собьются» в бок).
Второй такой же пропил делают совершенно верно в этом месте с тем же разворотом пилы влево. Каждую половину опять дробят пополам, и в этих местах делают новые пропилы с тем же разворотом пилы влево. Так продолжают до тех пор, пока не возьмут расстояние между пропилами, равное ширине проушины и шипа. После этого делают разворот пи
лы вправо и, начиная с крайнего правого шипа, делают пропилы, как продемонстрировано на рис. 265, г.
Запилив все шипы стамеской, вырубают между ними проушины. Подсекают проушины с двух сторон так же, как при сквозном долблении. Дабы эргономичнее было вырубать и зачищать
Рис. 15. Соединения для коробок:
а — в паз на вставную рейку с открытым торцом, б — в гребень и паз, в — на вставных шипах плоских и круглых
косые основания гнезд, сперва подсекают их с узкой, а позже с широкой стороны. Торцовые поверхности проушин должны пребывать в одной плоскости, а боковые поверхности шипов — быть совершенно верно запилены.
Заготовки уже 15 мм возможно запиливать по нескольку штук сходу, пачками.
Рис. 16. Запиливание шипов у одной заготовки
Для создания коробок, коробок используются кроме этого соединения в паз на вставную рейку с открытым торцом, в гребень и паз и на вставных шипах плоских и круглых.
При соединении впотай на виду нигде не остается торцов; соединение получается весьма прекрасным. Но оно требует особенно тщательного исполнения и не владеет большой прочностью, исходя из этого используется для изготовления небольших художественных изделий из древесины — шкатулок, ларцов и т. п.
Рис. 17. Выборка фальца
Все соединения на шипах делают клеевыми.
Рис. 18. Соединения «на ус», используемые при формировании коробок: а — впотай, б — в паз на вставную рейку, в — на гребень, г — с подклеенной бобышкой
Рис. 19. Соединения по кромкам:
а — на рейку, б —в четверть, а —в гребень и прямоугольный шпунт, г — гребень и трапецеидальный шпунт
Соединения в гребень и шпунт продемонстрированы на рис. 269, в. Они смогут быть прямоугольными и трапецеидальными. При соединении в гребень и прямоугольный шпунт учитывается следующая зависимость (данные в мм):
Наряду с этим U должно быть более I на 1—2 мм. При соединении в гребень и трапецеидальный шпунт учитывается следующая зависимость между размерами (данные в мм) :
Угловое серединное (тавровое) соединение щитов возможно в широкий паз, в узкий паз с одним заплечико, в узкий паз с двумя заплечиками, в призов с одним заплечиком; с двумя заплечиками , в призов с плоскими шипами и в призов вставными круглыми шипами. Тавровую вязку щитов в призов создают лишь из массива. Тавровые соединения щитов при вязке их шипами и при примыкании кромок требуют тщательной подгонки.
Громаднейшая жесткость конструкции достигается при вязке щитов в призов с двумя заплечиками. Для предупреждения растрескивания щитов вязку в призов в большинстве случаев делают без клея.
Соединение в проушину с подрезкой (с подсечкой) заплечиков «на ус» используют в обвязках дверных полотен, в оконных рамах.
В обвязках оконных дверных полотен и переплётов заплечики края и шипов проушин при фигурной обработке кромок соединяемых брусков делают кроме этого профильными
по рисунку кромок, вподрезку вручную либо вподсечку на станке. Рамы дверей делают на круглых вставных шипах-шкантах. Круглые шипы изготовляют на токарном либо на круглопалочном станках.
В стоемных брусках рамы двери, в местах примыкания продольных брусков, вместо проушин высверливают два либо три круглых отверстия диаметром 19 мм и длиной 100 мм. Такие же отверстия высверливают и в торцах продольных брусков вместо зарезки шипов. После этого на клею вставляют круглые шипы и на них соединяют раму.
Рис. 20. Тавровая вязка досок под прямым )глом (серединные соединения)
Рис. 21. Угловые соединения брусков
Рис. 22. Угловые соединения брусков с креплениями:
а — нагелем, б — накладкой
Рис. 23 Профильная шиповая вязка:
а — угловая с подсечкой (угол обвязки дверного полотна) б — угловая с подрезкой, в — тавровая с подсечкой (оконный переплет), г — тавровая с подрезкой
Рис. 24. Угловая вязка щитов
Рис. 25. Вгонка шипов в гнезда
Рис. 26. Соединения:
а — разъемное на шипах с клином, б — внакладку «ласточкиным хвостом»
Круглые шипы делают пара меньше просверленных для них отверстий и сажают на собственный место на клею. Прочность рамы не уступает прочности на обычных шипах. Использование
круглых шипов разрешает сократить расход пиломатериала на изготовление дверей на 10—12% за счет уменьшения длины заготовок поперечных брусков рамы.
Угловая вязка щитов в гребень и врезным гребнем продемонстрирована на рис. 274. В то время, когда нужно всецело скрыть соединение, делают вязку врезным гребнем.
Дабы не портить подробности ударами молотка либо киянки, при вгонке шипов в гнезда используют подкладки.
Разъемное соединение на шипах с клином и соединение внакладку ласточкиным хвостом продемонстрированы на рис. 26.
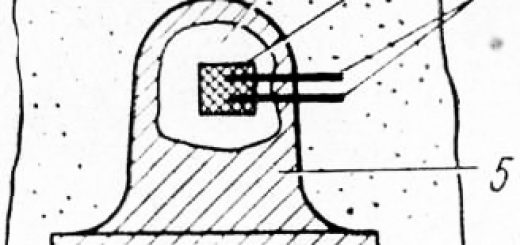
Рис. 27. Приспособление для того чтобы:
1 — мок, 2 — верстак, 3 — приемное отверстие, 4 — держатель, 5 — упор для ножа, 6 — ящик для заготовок
Для изготовления столярных клиньев столяр Н. Алексеев на деревообделочном заводе г. Горького сконструировал приспособление.
Приспособление представляет собой металлическую плиту, закрепленную на крышке верстака, на которой установлен держатель для заготовок клиньев и посредством винта шарнирно подсоединен нож. Для приема готовых изделий на крышке верстака имеется отверстие. При изготовлении клиньев древесный брусок закладывают в держатель и поворотом ножа разрезают по диагонали.
Обратным перемещением ножа готовый клин выталкивается в приемное отверстие.
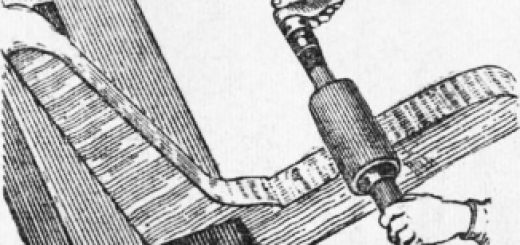
Вязка «на ус» изображена на рис. 278. Такая вязка используется для рамок стульев, картин, крышек, столов.
Рис. 28. Вязка «на ус»
Для прирезки раскладок — галтелей, поясков, наличников, плинтусов — «на ус» под углом 45° применяют усорезный станок. Станок складывается из железной опорной рамы, внизу которой на железном странице находится электродвигатель, приводящий во вращение диск круглой пилы посредством ременной передачи, защищенной кожухом. Верхняя железная крышка с прорезью посередине и направляющими под углом 45° опускается и поднимается в боковых ползунках и стопорится с двух сторон ручкой и гайками.
Станок для зарезки горбыльков складывается из трех главных частей: станины со электродвигателем и шпинделем, шаблона и рабочей головки.
Чугунную станину усиливают на рабочем столе; на консольной части станины имеется втулка, в которой проходит стержень-шпиндель. К нижнему финишу шпинделя крепится рабочая головка. Перемещается шпиндель рычагом; ось вращения рычага укреплена на верхней части станины. Маленькое плечо рычага снабжено противовесом.
На верхнем финише шпинделя имеется маленькая площадка, на которой установлен электродвигатель, приводящий в воздействие (при помощи ременной передачи) дисковые пилы.
Рис. 29. Усорезный станок
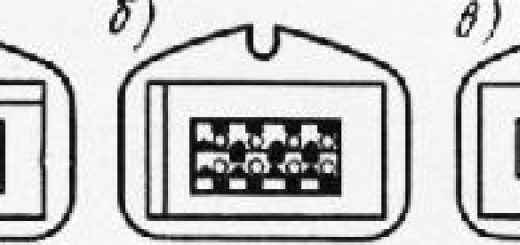
Рис. 30. Станок для зарезки горбыльков:
а — вид спереди и сбоку: 1 — чугунная станина, 2 — противовес, 3 — шпиндель, 4 — электродвигатель, 5 — площадка для электродвигателя, 6 — рычаг, 7 — ремень, 8 — втулка, 9 — рабочая головка, 10 — шаблон: б — рабочая головка: 1 — дисковая выпивала, 2 — стамески, 3 — ограждающий кожух
Рис. 31. Станок фрезер-усорез конструкции Б. К Нечунаева с железной станиной:
1 — направляющие бруски, 2 — струбцины-ограничители, 3 — рычажный прижим, 4 — каретка, 5 — плиты, 6 — рабочие валы для шипорезных крючьев, 7 — кронштейн, 8 — штоки, 9 — регулировочные винты, 10 — монтажная стойка станка, 11 — наклонный швеллер, 12— электродвигатель, 13 — рабочий вал для дисковых выпивал, 14 — крышка, /5 —станина, 16 — монтажная стойка станка
Рабочая головка станка складывается из двух дисковых выпивал диаметром 120 мм, предназначенных для образования прорези в горбыльках, и шести стамесок, расположенных под углом, соответствующим профилю зарезки горбыльков. Для уменьшения упрочнения срезания лезвия четырех боковых стамесок скошены. Верхняя часть рабочей головки, в которой размещены дисковые пилы, прикрыта ограждающим кожухом.
Шаблон помогает для установки горбыльков на рабочем столе. Станочник зажимает горбылек в шаблоне станка, после этого включает электродвигатель, приводящий в перемещение дисковые пилы, и, медлено опуская рычаг, в один момент запиливает горбылек на глубину до 30 мм и зарезает его стамесками. Производительность станка 120 сопряжений в час.
Б. К. Нечунаев сконструировал станок фрезер-усорез, на котором в один момент зарезают «на ус» и вполдерева, т. е. приобретают полную заготовку встречных сопряжений горбыльков.
На станке усовую углубление в горбыльке с каждой его стороны зарезают тремя крючьями, собранными на особом стакане в виде комплекта. Зарезка вполдерева производится комплектом из трех дисковых выпивал диаметром 180 мм, кроме этого собранных на стакане.
косая и Высокая скорость резания заточка режущих кромок шипорезных крючьев при поперечном фрезеровании горбыльков не дает скалывания волокон древесины, что в большинстве случаев не редкость при изготовлении усорезных углублений ручным методом.
На этом станке горбыльки обрабатывают по ограничителям без предварительной разметки. Сперва горбылек укладывают на два направляющих бруска каретки и упирают плечом шипа, имеющимся на торце горбылька, в струбцину каретки. После этого рычагом горбылек прижимают к направляющим брускам каретки, которая подвигается вперед до упора в ограничитель ее хода.
При перемещении каретки сначала горбылек зарезается «на ус», а после этого вполдерева, по окончании чего каретка возвращается в исходное положение.
Горбылек переворачивают на каретке, упирают в ограничитель плечом шипа, находящегося на втором торце, и опять за« жимают. На протяжении повторного перемещения каретки зарезается второе встречное сопряжение. В случае если требуется зарезать на одном горбыльке более двух встречных сопряжений, то на направляющем бруске, прикрепленном к крышке станины, устанавливают вторую струбцину-ограничитель.
Фрезер-усорез, отличаясь простотой обслуживания, увеличивает производительность если сравнивать с ручными станками, применяемыми для зарезки горбыльков «на ус», втрое.