Сварные соединения из миниатюрных элементов
Исполнение сварных соединений из элементов, толщина либо диаметр которых измеряется размерами от нескольких микрон до нескольких десятков либо сотен микрон требует особых оборудования и приёмов. Кроме трудностей, которые связаны с малыми размерами, в большинстве случаев, соединяемые элементы отличаются собственными теплофизическими и термодинамическими особенностями.
Для соединения узких, миниатюрных изделий и микропроводов используют контактную и дуговую сварки, и их разные разновидности. В основном сварку реализовывают в защитной среде. Соединению подвергаются как железные элементы, так и пары металл—стекло, металл—полупроводник и т. д. Соединение неметаллов и металлов создают методом предварительной металлизации поверхностей последних.
При подготовке изделий к сварке нужно учитывать нюансы технологичности. Так, принимая к сведенью высокую степень деформации, равномерность которой снабжает надёжность и качество соединения, нужно получать равномерности и равенства толщины свариваемых микроэлементов. Желательным есть уменьшение (приблизительно на 10—30%) деформации микроэлементов, что разъясняется рвением не допускать образования в контакте заметного уменьшения и дефектов сечения соединяемых микроэлементов.
Большие деформации приводят к утонению толщин и, как следствие, резкому понижению механических особенностей соединения. Значительной предпосылкой получения хорошего качества сварного соединения есть чистая с однообразными особенностями поверхность контактируемых изделий.
Сущность контактной сварки содержится в том, что посредством электродов, нагретых до нужной температуры, свариваемые микроэлементы прижимают друг к другу. Наряду с этим соединяемые поверхности подвергаются термическому воздействию и пластическим деформациям. В следствии происходит соединение материалов и взаимная диффузия.
Величина давления на сварочные электроды разна и зависит от материала и сечения свариваемых изделий, площади контакта, величины тока и может составлять от нескольких граммов до нескольких килограммов. Ее обширно используют для сварки микропроводов с фольгой толщиной до нескольких микрон, контактов реле и электронных ламп, проводников к тонкопленочным схемам и печатным платам, миниатюрных изделий из металла и стекла, приварки железных выводов к полупроводниковым кристаллам.
Процессы сварки узких, миниатюрных изделий и микропроводов являются своеобразными и в значительной мере отличаются от процессов сварки громадных изделий. Ввиду точечного площади контакта и ограниченности сварки свариваемых изделий сварку микроэлементов можно считать точечной.
К своеобразным изюминкам сварки миниатюрных изделий относятся: кратковременность сварочного цикла, высокая скорость нагрева локальных участков свариваемых изделий, высокая плотность тока, и необходимость осуществления интенсивного теплоотвода.
")
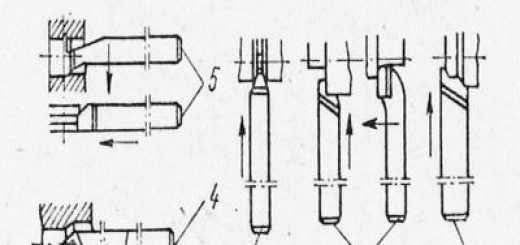
Рис. 1. Типы соединений микропроводов
Контактную сварку используют в производстве радиоламп, электроннолучевых трубок, электронных устройств. К какое количество соединениям предъявляют высокие требования. Они должны иметь большую механическую прочность, снабжать хороший электрический контакт, иметь малые размеры и не содержать недостатков в виде пережогов и пор.
Это тем более актуально, в случае если учесть, что радиолампа имеет от 20 до 100 соединений, от качества исполнения которых зависит как ее надежность, так и надежность всего комплекса, куда она входит.
Контактную сварку используют для приварки изделий, имеющих точечный контакт, к примеру микропроводов однообразного либо разных диаметров (рис. 1, а), одной либо нескольких лент (рис. 1, б) фольги с микропроводом.
Сварку перечисленных микроэлементов создают в точках контакта.
Процесс сварки носит импульсный темперамент, имеющий последовательность краткосрочных стадий и характеризуется наличием переходных процессов.
Очень ответственным причиной, оказывающим большое влияние на качество и характер процесса приобретаемых соединений, есть форма, стабильность импульсов и частота следований сварочного тока.
Импульсы сварочного тока, в течение действия которых осуществляется сварка и подогрев изделий, смогут быть одиночными и комбинированными. Для увеличения качества сварки формируются комбинированные импульсы, складывающиеся из двух и более следующих приятель за втором частей. В начальный момент на свариваемые изделия подают первую часть импульса, которая их подогревает.
Благодаря непрерывности данной части импульса изделия не охлаждаются и доводятся до пластического состояния, что формирует возможность стабилизации контактного сопротивления свариваемых изделий. В один момент за счет прикладываемого давления создают осаживание нагретого материала и на изделие подают вторую часть импульса, которая есть постоянным продолжением первой. В следствии происходит расплавление главной массы материала и образование литого ядра.
В зависимости от толщины изделий и их теплофизических параметров каждую часть импульса возможно регулировать по амплитуде и длительности. В качестве регулирующего параметра при автоматическом регулировании процесса сварки употребляется электрическое сопротивление на участке электрод—изделие. Наряду с этим отключение сварочного тока осуществляется при минимальном значении этого сопротивления.
Для изделий с полупроводящими и непроводящими пленочными покрытиями формируется импульс сварочного напряжения, складывающийся из нескольких однополярных сварочных импульсов с заданным характером трансформации формы, приобретаемых за счет энергии одной четверти периода питающего напряжения. Наряду с этим первый импульс снабжает электрический пробой покрытия, а последующие — сварку изделий.
Главными параметрами, определяющими режим сварки, являются величина сварочного тока /, упрочнение сжатия Р, прикладываемое к электродам, и время сварки tCB.
Режимы сварки изделий из толщин и различных материалов разны. В табл. 23 приведены как пример режимы сварки некоторых пар металлов.
Электроды. Громадное значение на размеры сварного пятна, возможность и производительность осуществления процесса контактной сварки оказывает форма, размеры контактной поверхности и материал электродов. Особое значение это имеет при прецизионной сварке узких микроэлементов.
Электроды автомобилей для сварки должны иметь хорошую электро- и теплопроводность, владеть большой механической прочностью и износостойкостью.
Благодаря эрозии и динамичности процесса имеет место изменение и расклепывание контактных поверхностей электродов. Рабочие финиши электродов покупают конусную либо круглую формы, что ведет к произвольному повышению геометрических размеров контактных поверхностей, трансформации степени прижатия микроэлементов, соосности и потери параллельности. Для устранения этих недочётов используют электроды с цилиндрической либо прямоугольно-параллелепипедной формой рабочего финиша.
Для увеличения износостойкости рабочую часть электродов, изготовленных из меди, сплава МЦ-4 и др., упрочняют напайкой пластинок из тугоплавких металлов, к примеру, вольфрамом либо молибденом. Свариваемые изделия имеют разную форму, размеры и конфигурацию. Для обеспечения хорошего контакта, равномерности давления рабочей части электрода придается соответствующая форма.
К примеру, при сварке микропровода с плоским изделием рабочей части верхнего электрода придана форма, повторяющая размеры и форму микропровода.
Рис. 2. Типы сварочных электродов
Кроме цельных во многих случаях используют составные электроды. На главный электрод по тугой посадке насаживают фальшивый электрод, изготовленный из материала, владеющего громадным, чем у главного электрода, удельным электрическим сопротивлением. Удельная плотность тока на его рабочей поверхности будет меньше, чем на поверхности главного электрода.
Исходя из этого степень нагрева, локального участка АА свариваемых изделий будет больше, чем участок А В. Это очень принципиально важно при сварке материалов, подвергающихся закалке, поскольку создается территория уменьшающихся температурных напряжений и градиентов.
Последовательность свариваемых материалов очень чувствительны к трансформации равномерности давления электродов. Незначительное изменение геометрии рабочей части электрода, их износ либо несоосность смогут привести к выплеску расплавленного металла. Для устранения нежелательного явления используют комбинированный электрод, складывающийся из железных электродов, диэлектрических втулок, каковые мешают отклонению и утраты соосности электродов.
Такие электроды снабжают более качественную сварку изделий.
Рабочей части инструментов придают такую конфигурацию, благодаря которой создают не только прижим, но и гибку, отрезку и формовку. Сварочный инструмент имеет наклонное отверстие А с пазом Б и рабочие площадки, расположенные на различной высоте. Между рабочими площадками находится канавка В с режущей кромкой, образующей с нижней рабочей площадкой острый угол.
Привариваемый микропровод с катушки подается в отверстие А и после этого в паз Б. В таком положении сварочный инструмент с проводом опускают на контактную площадку изделия, прижимают провод к изделию и создают сварку рабочей площадкой. Затем инструмент переводят к второму участку либо изделию, так, дабы рабочая площадка сварочного инструмента пребывала внизу, а режущая кромка при опускании перерезала провод. Наряду с этим происходит автоматическая подформовка провода и отрезка.
Рис. 3. Инструмент для сварки микропроводов
Для возможности переточки рабочей части инструмента по мере износа его делают составным. Так, элемент изготовлен из синтетического корунда и сделан в форме стержня с рабочей площадкой, а элемент — из жёсткого сплава и сделан в форме стержня с направляющим каналом Б. Элементы скреплены между собой хомутиком. Элемент снабжен фиксатором для центровки элемента.
В направляющий канал Б вводят привариваемый провод, что центрируют по оси рабочей площадки А. После этого инструмент устанавливают над контактной площадкой, и провод прижимается к ней плоскостью, рабочей площадки. Затем прикладывается давление, подается напряжение и производится сварка. По мере износа элементов их возможно перетачивать либо заменять новыми.
Оборудование для сварки. Для исполнения контактной сварки микроэлементов используют особые сварочные головки. В корпусе головки помещен подвижный шток.
Верхний электрод подпружинен плоскими пружинами. Электрод закреплен горизонтально в приливе корпуса головки.
Для регулирования упрочнения прижатия электродов предусмотрена резьбовая втулка с винтом, которая при достижении заданного давления на электродах отходит от опорной пластинки. Перемещение вниз подвижного штока по направляющим втулкам осуществляется при нажатии на педаль, которая соединена с траверсой цепочкой. Обратный движение вверх осуществляется пружиной.
Сварка микроэлементов, помещаемых между электродами, производится при нажатии на педаль и ходе подвижного штока вниз.
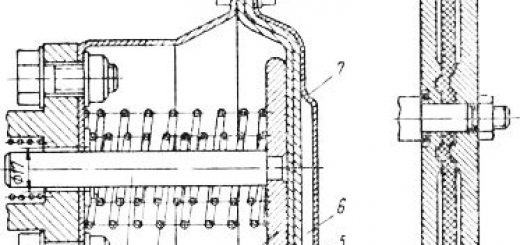
Рис. 4. Устройства для сварки
Для сварки изделий в электровакуумной индустрии используют сварочные автомобили И.020.005; А.300.05; И.020.14 и др. Машина И.020.005 снабжена личным генератором сварочных импульсов с регулированием угла зажигания игнитрона в пределах одного полупериода тока промышленной частоты. Время сварки медлено регулируется в пределах от 3 до 10 мс.
В машине А.300.05 предусмотрен комбинированный термический цикл. Сначала посредством подогревного импульса в течение 40—100 мс производится подогрев свариваемых изделий, а посредством последующего сварочного импульса тока разряда конденсатора осуществляется сварка.
Время действия сварочного импульса зависит от емкости конденсаторной батареи и образовывает 5—10 мс. Цикл включает время срабатывания реле переключения питания с трансформатора на питание от батареи конденсаторов.
В машине И.020.14 использован комбинированный термический цикл, складывающийся из времени модулированного подогрева свариваемых изделий, равного 60—140 мс, сварочного импульса и паузы в течение полупериода тока промышленной частоты.
Ответственным органом любой сварочной автомобили есть механизм давления. На рис. 4, б продемонстрировано устройство одного из пружинных механизмов, снабжающих сжатие свариваемых элементов.
К штанге крепят две полукольцевые пружины, каковые зажимают в пазах А винтами. Пружины изготавливают в виде полос с переменной площадью поперечного сечения, причем площадь поперечного сечения пружины возрастает от середины полукольца к финишам, а пружины значительно уменьшается от середины к финишам.
При работе механизма ввиду того, что у наружной пружины упругие особенности увеличиваются от середины к финишам, предварительное сжатие будет плавным, а сжатие при сварке, определяемое упрочнением двух пружин, будет более динамичным, поскольку внутренняя пружина при меньшем диаметре имеет более твёрдую среднюю часть. Регулировку упрочнений давления создают методом выдвижения пружин из пазов.
Неспециализированным требованием, предъявляемым к механизму давления, есть обеспечение минимальной инерционности и постоянства усилия. Последняя обеспечивается подвеской электрода на плоских пружинах. Давление на свариваемых изделиях создается предварительным натяжением пластин при их изгибе.
На протяжении сварки верхний электрод движется под действием потенциальной энергии пружин.
В большинстве случаев упрочнение, развиваемое механизмом давления сварочных автомобилей, не превышает 25 кг. Повышение давления до определенных пределов если сравнивать с указанным повышает прочность сварных соединений и стабильность черт.
Для термокопрессионной сварки изделия с локальным их нагревом помогает сварочная машина МТТ-0,2. Рабочий сварочный инструмент закрепляют на консоли сварочной автомобили. Он бывает кроме этого переносным и иметь вид пистолета.
Устройства для ручной сварки и манипуляторы. При исполнении всевозможных монтажных работ нужно создавать сварку изделий толщиной 0,05—0,15 мм. Для этого используют переносные импульсные сварочные аппараты контактной сварки.
Сварочный импульс создается за счет электроэнергии, накопленной конденсатором либо за счет краткосрочного включения сварочного трансформатора в сеть.
Мощность сварочного импульса у сварочных аппаратов с краткосрочным включением сварочного трансформатора в сеть зависит по большей части от времени импульса. Для приварки изделий толщиной 0,05—0,15 мм продолжительность импульса равна 0,05—0,12 с. При длительности импульса более 0,15 с отмечается прожигание в местах сварки, а при длительности менее 0,02 с — отсутствие сварной точки.
Величина сварочного тока зависит от сопротивления контакта в месте сварки, создаваемого упрочнением прижатия электрода. Для различных свариваемых материалов значение оптимального упрочнения прижатия электрода разное. Причем, с учеличением содержания углерода и легирующих добавок в материале, нужное упрочнение прижима возрастает.
Но при назначении упрочнения прижатия направляться учитывать, что прочность и жёсткость узких изделий ограничена. Исходя из этого для ручной сварки узких изделий используют сварочные пистолеты с фиксацией усилия и плавной регулировкой прижатия при сварке.
Рис. 5. Устройства для ручной сварки
Во многих случаях для точечной сварки используют сварочный «карандаш» (рис. 5, а), Посредством тарированной гайки электрод устанавливают в исходное положение. Упор, жестко связанный с корпусом, удерживает электрические контакты микропереключателя в разомкнутом состоянии.
Свариваемые изделия закрепляют на плите, подключенной к сварочному аппарату. При нажатии карандашом на свариваемые изделия и при достижении давления между ними и плитой, соответствующего установленному на шкале, происходит смещение электрода от исходного положения. В следствии электрические контакты микропереключателя замыкаются и включают сварочный аппарат.
Для обеспечения оптимального и стабильного упрочнения сжатия изделий при контактной сварке применяют сварочный «пинцет» (рис. 5, б), подключаемый к сварочному аппарату. Посредством тарированного винта нижний электрод устанавливают в требуемое положение. Наряду с этим упор удерживает электрические контакты в разомкнутом состоянии. Величина прогиба электрода пропорциональна величине давления.
При плавном нажатии на рычаг верхний электрод передает упрочнение через свариваемые изделия на нижний электрод.
В то время, когда давление между электродами будет соответствовать установленному на шкале тарированного винта, нижний электрод отклонится от исходного положения. Наряду с этим электрические контакты замкнутся, включив сварочный аппарат и обеспечив подачу импульса тока на электроды.
При сварке изделий во многих случаях разработкой предусматривается контролируемая воздух в рабочей территории методом помещения изделий в скафандры. Операторы делают сварку с применением манипуляторов, благодаря которым производится не только прижим и подвод изделий, но и обрезка либо обрыв.
На рис. 6 продемонстрирована последовательность приварки проволочных выводов. Микропровод зажимом манипулятора прижимается к поверхности микроэлемента и приваривается к ней; после этого манипулятор подводит микропровод к контактной площадке А, производится его обрыв и приварка; потом вольный финиш провода подводится к контактной площадке Б, и производится его приварка; последней манипуляцией есть приварка микропровода к микроэлементу и обрыв его.
Рис. 6. Последовательность приварки выводов с применением манипулятора
Сварка типовых изделий. При монтажных работах, изготовлении сеток электронных устройств появляется необходимость в сварке вкрест расположенных проводников. Наряду с этим сварке смогут подвергаться изолированные микропровода с неизолированными.
Обеспечивается это тем, что удаление изоляции создают методом подключения финишей изолированного микропровода к источнику питания, предназначенного для подогрева проводников, а сварку реализовывают по окончании отключения источника подогрева импульсом сварочного тока высокой частоты.
Для осуществления сварки вкрест расположенных проводов изолированного с неизолированным помогает устройство, схема которого продемонстрирована на рис. 7. Изолированный провод оголенными финишами зажимается в токоподводящих губках, а неизолированный микропровод — в токоподводящем устройстве, содержащем токоподводы и опору, расположенную под территорией сварки. Сперва производится удаление изоляции.
Для этого токоподводящее устройство, с закрепленным в нем микропроводом, и жестко связанный с устройством нож смещают влево так, что нож находится под проводом в том месте, где находится верхний прижим (на схеме продемонстрирована позиция перед сваркой, в то время, когда упомянутые элементы смещены вправо).
Нож перемещается вверх и прижимает изолированный провод к верхнему прижиму. Наряду с этим последний, опираясь на упор, уравновешивает упрочнение ножа за счет груза. При размыкании контакта оба финиша неизолированного провода подключаются к источнику переменного тока. Импульс переменного тока нагревает изолированный провод в следствии изоляция размягчается.
Нож перемещается вверх и перерезает изоляцию с нижней стороны. Повторный импульс тока снова размягчает изоляцию, а нож, перемещаясь вправо на расстояние, определяемое нужной шириной сварки, снимает изоляцию с нижней стороны провода. После этого нож опускается и токоподЕодящее устройство с закрепленным в нем неизолированным проводом перемещается вправо, так что провод находится под участком, свободным от изоляции.
Упор опускается, и под действием груза производится прижатие проводов друг к другу. В один момент оба финиша изолированного привода подключаются к одной клемме источника импульса сварочного тока. Ко второй клемме источника подключается неизолированный провод.
Рис. 7. Устройство для сварки изолированного провода с неизолированным
Потом опускается защелка ударника, что пружиной направляется вниз, на пути замыкая микроконтакт, что замыкает цепь питания устройства, включающего импульсы сварочного тока и происходит сварка. Наряду с этим выплеск расплавленного металла предотвращают неоднозначным методом. Во-первых, верхний прижим, владеющий малой массой, под действием пружины поддерживает нужное давление в прослойке и выжимает ее.
Упоры отходят от инерционного груза. Соотношение выдавливания прослойки и интенсивности образования при постоянных других параметрах регулируют натяжением пружины, упрочнение которой предположительно составит либо меньше статического давления от груза.
Во-вторых, ударник, замкнув микроконтакты, при предстоящем перемещении сжимает упругий элемент. Наряду с этим согласованно с моментом включения импульса сварочного тока от упругого элемента через упоры сообщается скоро нарастающее давление верхнему прижиму сперва через пружину, а после этого через упоры.
Нарастание давления на прижиме кроме этого содействует предотвращению выплеска и повышает прочность сварного соединения за счет более полного вдавливания расплавленной пластического деформирования и прослойки приконтактных слоев, что в большинстве случаев нереально обеспечить лишь за счет малого статического давления от груза. Чтобы не было недопустимых пластических деформаций нарастание давления ограничивается положением упора. Соотношение выдавливания и интенсивности образования расплавленного металла и последующее сосредоточение деформирования регулируют трансформацией скорости нарастания давления и трансформацией натяжения пружины при оптимальном согласовании моментов начала импульса нарастания и включения тока давления, что зависит от регулируемого расстояния между микроконтактами и упругим элементом.
Расширение сферы применения проводов в миниатюризации изделий и стеклянной изоляции стали причиной необходимости создания сварного соединения конкретно между микропроводом и токоподводом. Использующееся соединение через лепесток во многих случаях нетехнологично. Наличие лепестка не только увеличивает размеры соединения, но и повышает его массу и тепловую инерцию.
Предприняты попытки конденсаторной сварки микропроводов с жилой из меди, манганина, сплавов Н60ГХ, М-3 диаметром 0,005 мм и более с никелевым, алюминиевым токоподво-дами при применении бронзового сварочного электрода.
Особенность сварки пребывает в том, что ее создают лишь по окончании разрушения стеклянной изоляции сварочным электродом при многократном (в среднем 2—5 раз) повторении цикла приложения упрочнения. Выбор оптимального режима сварки содержится в нахождение таких параметров, каковые снабжают минимальное прилипание и целостность жилы токоподвода к сварочному электроду. Для никелевого токоподвода толщиной 0,05 мм и микропровода с вышеуказанными чертями, режим сварки следующий: емкость конденсатора 100 мкф; напряжение зарядки конденсаторов 200—250 В; коэффициент изменения сварочного трансформатора —30; давление на электрод 1 кгс/мм2.
Сварка полупроводников с микропроводами. В устройствах, средствах телемеханики и автоматики обширно применяют разные виды структурных элементов, от надежности которых зависит работоспособность устройств. Безотказная их работа, со своей стороны, определяется качеством контактов, связывающих полупроводниковые кристаллы с железными проводниками.
Получение надежного контакта между некоторыми полупроводниковыми кристаллами, в частности кристаллами кремния, германия, и металлами воображает определенные технологические трудности.
Контакт между металлическим проводником и полупроводником возможно образован пайкой, сваркой, вплавлением, посредством амальгам и паст, нанесения покрытий (напыление в вакууме, химическое либо электролитическое осаждение металла на полупроводник), электропроводных клеевых композиций, и комбинаций перечисленных способов. Любой из этих способов имеет недостатки и свои преимущества, и область оптимального применения.