Стандартизация и специализация изготовления станочной оснастки и ее элементов
При создании рациональных конструкций многопредметной переналаживаемой технологической оснастки наиболее значимым есть способ комплексной конструкторской и технологической стандартизации, суть которой содержится в том, что при разработке заводских стандартов на подробности автомобилей конкретного назначения в один момент разрабатывается и схема типового технологического процесса обработки данных подробностей, учитывающая технологические возможности и производственные особенности предприятия. Типовая схема обработки обязана наметить экономически целесообразную последовательность обработки подробностей из данного стандартизуемого последовательности, распознать и стандартизовать состав и контрольного инструмента и конструкции рабочего (при отсутствии для того чтобы инструмента в стандартах предприятия), нужного для контроля и качественного изготовления стандартизуемых подробностей.
Указанная методика разрешает существенно повысить «помехо-устойчлвость» действующих унифицированных технологических процессов (типовых и групповых), применять при разработке технологических процессов технологов более низкой квалификации, быстро сократить количество типоразмеров и типов используемого оснащения, создавать универсальные, высокопроизводительные конструкции оснастки, повышать уровень качества изготовления подробностей. Типовые схемы технологических процессов обработки являются по существу технологическими стандартами и смогут функционировать долгий срок.
При смене объекта производства они сохраняются полностью. Изменение технологических стандартов — схем технологических процессов — осуществляется только по мере совершенствования входящих в них технологических пераций. При синхронизации разработки конструктивных типовых схем и стандартов обработки удается наилучшим образом распознать и учесть требования к технологичности подробности, каковые срочно отражаются в конструктивном стандарте.
Наличие типовых схем обработки оказывает помощь выделить из всей номенклатуры конструктивных элементов, свойственных подробностям данной конструкции, те из них, каковые влияют на количество переналадок на операциях механической обработки. Эти элементы сводятся в размерные последовательности, стандартизуются и являются необходимыми при проектировании уникальных подробностей автомобилей.
В этом случае делается вероятным и целесообразным применять типовые схемы обработки при разработке технологических процессов на уникальные подробности, родные по собственной конструкции к стандартизованным. Использование схем при разработке технологических процессов на уникальные подробности разрешает устранить субъективный подход и” обеспечить разработку технологических процессов на самом высоком уровне, независимо от квалификации технолога.
Наряду с этим наиболее значимым причиной в пользу этих технологических стандартов выступает то, что нет необходимости в изготовлении и проектировании технологической оснастки. Она создана сходу на целый последовательность конструктивного стандарта и конструктивно подобные уникальные подробности.
Работа по созданию унифицированной технологической многопредметной переналаживаемой оснастки методически верно обязана проводиться по следующей схеме:
1) конструкторская классификация подробностей;
2) формирование технологически однородных групп подробностей;
3) разработка конструктивных типовых схем и стандартов процессов для подробностей одной технологической группы;
4) разработка конструкций оснастки, унификация конструктивных деталей и элементов, стандартизация оснастки.
направляться подчернуть, что приведенная схема высказывает функциональную, но не временную связь процессов.
Разработка конструктивных типовых схем и стандартов процессов сходу на все подробности (либо их самые родственные в технологическом смысле разновидности), входящие в одну технологическую группу, разрешает выявлять неспециализированные для этих подробностей операции и разрабатывать технологическую оснастку для этих операций не только на целый размерный последовательность подробностей одной конструкции, но на все стандартизуемые подробности данной технологической группы.
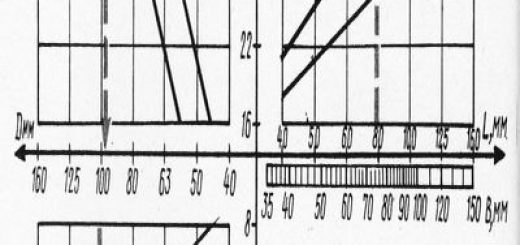
На рис. 44 приведена типовая схема технологического процесса обработки цилиндрических шестеренок на универсальном оборудовании. Для каждой операции в схеме указаны приспособления и режущий инструмент с нужными ссылками на альбом стандартов, что разрешает технологу при проектировании технологического процесса легко отыскать необходимые ему типоразмеры приспособлений и инструмента. Тут же приведен
")
Рис. 40. Типовая схема технологического процесса обработки цилиндрических шестеренок
Колебание длины неспециализированной нормам и предельные откло-нения длины неспециализированной нормали.
Нужный комплекс мерительной оснастки, используемой для контроля подробностей как в ходе их изготовления, так и при окончательной приемке (для условий данного производства).
При рассмотрении схемы возможно видеть общность последовательности операций и, следовательно, универсальный темперамент оснастки, используемый на этих операциях. Эта универсальный характер и общность операций оснастки разрешает оснащать высокопроизводительной остасткой кроме того те операции, каковые в простых условиях мелкосерийного производства выполняются без оснастки.
К таким операциям, например, относится сверление отверстия в ступицах подробностей. Отверстия предназначены для винтовых стопоров, предохраняющих подробности от продольного смещения по валу. Унификация элементов стопорения подробностей и создание стандарта на конструктивно-технологические комплексы элементов (см. гл.
III) разрешают применять при сверлении отверстия под стопор стандартизованный универсально-переналаживаемый кондуктор.
Влияние комплексной стандартизации на увеличение технологичности подробностей, уровня их оснащенности высокопроизводительной оснасткой и, в конечном итоге, на увеличение качества подробностей наглядно иллюстрируется примером разработки комплексного стандарта на продольно-свертные муфты. Данный пример иллюстрирует методику комплексной стандартизации.
На рис. 41 приведена стандартная конструкция продольно-свертной муфты. На первый взгляд думается, что конструкция муфты создана верно, поскольку она имеет необработанные поверхности (использование данной конструкции не запрещаеться стандартом для чйсел оборотов вала не более 500 в 60 секунд), а следовательно, минимальную трудоемкость механической обработки.
Но тщательный анализ чертежа говорит о том, что конструкция муфты нетехнологична и не снабжает исполнения требований, предъявляемых к этим муфтам.
При обработке этих муфт использовался следующий порядок операций: разметка отливок полумуфт под фрезерование; фрезерование плоскостей разъема; разметка под сверление отверстий в’полумуфтах; нарезание резьбы и сверление отверстий; сборка полумуфт; растачивание центрального отверстия и подрезание торцов; протягивание шпоночного паза; разборка полумуфт; попарное клейменение полумуфт.
Такая последовательность операций представляется верной, не смотря на то, что и очень громоздкой. Но подобный технологический процесс тяжело поддается оснащению из-за нередкой смены баз при переходе от операции к операции. В соответствии с заводскому стандарту, заготовки для муфт отливаются частями (добрая половина цилиндра) с углублениями под головки болтов.
Наличие литых углублений под головки болтов затрудняет соблюдение перпендикулярности ,этот отверстий под болты при их сверлении и фиксацию подробности священик протяжке шпоночного паза. Исходя из этого пазы довольно часто появились развернутыми по отношению к оси симметрии литых углублений под головки болтов. При растачивании центрального отверстия полу-мУфт обнаруживался недостаток данной стандартизованной конструкции муфты, а вследствие этого и недостаток разработки — отверстия под крепежные болты при расточке внутреннего диаметра вскрывались, выдержать размер С ± 0,25 было нереально.
Рис. 41. Конструкция стандартизованной продольно-свертной муфты, созданная не в один момент с технологическим процессом
Недочётом рассмотренной выше конструкции разрезной муфты есть да и то, что полумуфты нужно было попарно клеймить, т. е. не выполнялось условие их взаимозаменяемости. Это разъясняется тем, что при разработке конструктивного стандарта не решался в один момент вопрос о выборе рациональной технологической схемы изготовления муфт.
При одновременной разработке стандарта на размеры и конструкцию типовой схемы и муфт технологического процесса их изготовления удается четко сформулировать требования к конструкции муфт, и предусмотреть средства, снабжающие исполнение этих требований.
Типовая технологическая схема обработки (рис. 42), созданная в один момент с конструктивным стандартом, говорит о том, что получение норм качества, закладываемых в стандарт, обеспечивается соблюдением постоянства баз на каждой технологической операции.
Рис. 42. Типовая схема технологического процесса обработки продольно-свертных муфт
Чтобы распространить воздействие стандарта и на автомобили, имеющие большие числа оборотов вала, введена была наружная обточка муфт. Наружный диаметр муфт обрабатывается по скользящей Съ посадке на оправке, в следствии была выдержана концентричность внутреннего диаметров и наружного муфт. В этом случае делается нужным выдержать и длину муфты с точностью по С5 ввиду того, что внутренний диаметр и длина муфты являются установочными базами на последующих операциях.
При конструкции, приведенной на рис. 41, это не имело смысла.
Благодаря соблюдению указанных требований, к примеру, при фрезеровании углублений под болты их положение по отношению к торцам муфты строго выдерживается для всей партии муфт так же, как расстояние от этих мест до вертикальной осевой линии муфт, потому, что базой для установки подробности во фрезерное приспособление помогает центральное отверстие. База — длина и внутренний диаметр — сохраняется и на операциях сверления отверстий под разрезки и болты муфты.
Стандартная конструкция муфты, созданная с учетом технологических требований, приведена на рис. 43. Болты в муфтах установлены попарно, головками в различные стороны. Сделано это для уменьшения явления дебаланса. За счет того, что схемой технологического процесса предусмотрено постоянство баз при обработке, а полумуфты стали всецело взаимозаменяемы, отпадает надобность в попарном клеймении.
При монтаже необходимо только из общего числа выбрать полумуфты с пазом и без паза, но с однообразной маркировкой внутреннего диаметра на торце полумуфт.
Из схемы обработки продольно-свертных муфт видно, что все операции оснащены переналаживаемой оснасткой, часть которой оснащена пневмогидроцилиндрами для механизации закрепления подробностей.
Так, комплексная конструктивная стандартизация, включающая в себя разработку типовых всей номенклатуры и схем процессов оснастки, есть наиболее значимым направлением совершенствования технологической оснащения и подготовки производства его многопредметной переналаживаемой высокопроизводительной оснасткой.
Но создание многопредметной переналаживаемой оснастки не решает полностью вопроса сокращения затрат на изготовление и проектирование технологической оснастки, увеличения уровня технологической оснащенности производства. Задача содержится не только в том, дабы большая часть подробностей обрабатывалось с применением стандартной многопредметной технологической оснастки, но и в том, дабы затраты и длительность цикла на изготовление личной технологической оснастки были сведены к минимуму.
Классификация подробностей, используемых в приспособлениях и кондукторах, разрешает выяснить как конструкции и размеры используемых подробностей, так и целесообразную очередность стандартизации. В базу заводской стандартизации элементов станочной оснастки должны закладываться национальные стандарты.
Рис. 43. Стандартизованная конструкция продольно-свертной муфты, созданная параллельно с типовой схемой ее обработки
Унификация отдельных элементов последовательности подробностей сложной формы делает целесообразным перевод их на изготовление способом литья по выплавляемым моделям (рис. 44). В этом случае для некоторых типов подробностей обработка их сводится только к термической обработке и отрезке литников.
Получение заготовок подробностей способом литья по выплавляемым моделям разрешает в 3—12 раз снизить трудоемкость изготовления подробностей и в 2,5—3 раза повысить коэффициент применения металла.
Конечно, что в условиях одного машиностроительного завода получение заготовок подробностей станочных приспособлений способом литья по выплавляемым моделям может оказаться нерентабельным, не обращая внимания на эффективность этого способа. Но в условиях больших машиностроительных фабрик, а особенно производственных объединений, целесообразность применения для того чтобы способа, как показывает практика, неоспорима.
Эффективность этого способа находится в прямой зависимости от длительности действия стандарта, т. е. стабильности заложенных в него конструк ций и размеров подробностей. Исходя из этого особенно серьёзным при разра ботке стандарта есть тщательный анализ возможностей развития технологии и машин в данной отрасли машиностроения.
Рис. 44. Заготовки подробностей станочных приспособлений, полученные способом литья по выплавляемым моделям
Заготовки оснований, стоек, приспособлений и кондукторных плит кондукторов стандартизуются по габаритным размерам и толщине, что формирует возможность приобретать их способом вырезки автогеном по копиру без дополнительной механической обработки по контуру. При проектировании оснастки конструктор не имеет права назначать произвольно габаритные размеры таких подробностей. Он обязан выбрать нужный ему размер заготовки из стандарта.
Наряду с этим допускается дообработка заготовки по контуру, исходя из условий конкретного применения, но, габаритные-размеры заготовки, определенные .стандартом, не должны быть поменяны. централизация и Стандартизация изготовления заготовок листовых приспособлений и деталей кондукторов разрешают существенно (на 50—60%) сократить продолжительность цикла изготовления этих подробностей.
Подробности станочной оснастки, имеющие форму тел вращения, благодаря укрупнению партий делается целесообразным изготовлять на револьверных станках вместо токарных. Трудоемкость изготовления их наряду с этим уменьшается в два с лишним раза. Изготовление всех крепежных подробностей (они изготовляются по однообразным стандартам как по большей части, так и во запасном производстве) нужно передавать специальным цехам главного производства, изготовляющим крепеж.
Наряду с этим изготовление планируемого этим цехам количества крепежных подробностей для инструментальных цехов должно учитываться при подведении итогов работы цеха, как исполнение планового задания в главной номенклатуре. Внедрение данной совокупности на фабриках машиностроительного объединения им.
Карла Маркса показывает ее целесообразность и эффективность — инструментальные цехи освобождаются от необходимости изготовления крепежных подробностей малыми партиями на токарных станках; дополнительные же задания цеху главного производства по изготовлению крепежных подробностей незначительно воздействуют на загрузку оборудования, потому, что крепеж изготовляется в той же номенклатуре, что и для сборочных цехов главного производства. Стандартизация заготовок и деталей подробностей оснастки и централизация заготовок и заблаговременного изготовления деталей на склад разрешают не только быстро поменять структурный состав изготовляемой оснастки, в которой начинают преобладать стандартизованные элементы, но существенно сократить цикл (на 35—40%) и трудоемкость изготовления оснастки (на 25—30%).
Непременным условием устойчивого применения установленной стандартами заготовок оснастки и номенклатуры деталей есть четко организованный и в обязательном порядке выполняемый нормоконтроль чертежей оснастки.
Тут равно как и при с инструментом, должен быть установлен строгий порядок — ни один чертеж как снова разрабатываемой оснастки, так и дублеров не может быть принят инструментальным отделом для изготовления без подписи нор-моконтроля.
При организации централизованного изготовления элементов оснастки принципиально важно кроме этого верное и своевременное ведение картотеки применяемости. Ведение картотеки целесообразно вменить в обязанности нормоконтроля, что по окончании подписания чертежей оснастки обязан записать в карточках учета применяемости примененные в ней заготовки и стандартизованные детали.
Картотека применяемости есть главным документом при анализе целесообразной очередности заблаговременного заготовок деталей и партионного изготовления деталей штампов и станочной оснастки для комплектации этими подробностями кладовой готовых подробностей инструментальных цехов. Конечно, что вся номенклатура стандартизованных заготовок и деталей с целью создания их запаса в кладовой готовых подробностей не может быть изготовлена сходу. В этом нет и необходимости, поскольку определенная номенклатура подробностей имеет более нередкое использование, другие же подробности и заготовки используются существенно реже.
Картотека применяемости позволяет взять объективные статистику как о количестве примененных стандартизованных заготовок и деталей за определенный отрезок времени, так и частоту их применения (повторяемость).
Очередность заготовок и изготовления деталей в запас (на склад) зависит от длительности и трудоёмкости производственного цикла изготовления стандартизованных подробностей. Для решения вопроса об очередности заготовок и изготовления деталей составляют справочные таблицы, в которых приводятся информацию о суммарной трудоемкости изготовления стандартизованных подробностей и количество операций технологического процесса.
По этим таблицам возможно определять продолжительность производственного цикла изготовления подробностей. Прежде всего партионному изготовлению на склад подлежат подробности и заготовки, имеющие громаднейшую трудоемкость, громадный цикл изготовления, и громаднейшую повторяемость. С течением времени склад готовых заготовок и деталей пополняется и остальными стандартизованными подробностями.
На все заготовки и детали, хранящиеся в складе, должна быть составлена картотека учета с указанием в ней нормы критического запаса, при достижении которой запас подробностей должен быть восстановлен методом заказа восстановительной партии подробностей.
В качестве критического запаса принимается расход стандартизованных подробностей за период изготовления восстановительной партии, что может колебаться от одного до двух месяцев.