Технологические требования к сварным авиационным конструкциям
Анализ современных технологических процессов говорит о том, что для высокотехнологичной конструкции изделия нужно применять самые экономичные и производительные способы изготовления. Но полное и всестороннее применение существующих прогрессивных технологических процессов и методов вероятно лишь при соблюдении последовательности дополнительных требований. К примеру, нерационально применение автоматических линий для обработки малых серий подробностей, тогда как для подробностей массового производства использование автоматических линий есть одним из верных ответов.
В данной связи при отработке и проектировании конструкций их технологичности нужно учитывать последовательность мыслей, в частности:
1. Технологичность конструкций в значительной мере зависит от масштаба выпуска и от типа производства. Конструкция, высокотехнологичная для одного масштаба выпуска, может оказаться нетехнологичной для другого масштаба.
2. Технологичность отдельных узлов и деталей должна быть увязана со всем изделием в целом. Улучшение их технологичности без связи с технологичностью всего изделия может привести к необходимости проведения трансформаций, каковые ухудшат всю конструкцию.
3. Технологичность конструкций нужно разглядывать как комплексную задачу, учитывающую требования ко всем элементам производственного процесса, начиная от изготовления заготовок подробностей и заканчивая испытанием и сборкой готового изделия. Производство изделий складывается из громадного количества разнообразных технологических процессов. Их связи и обоюдное влияние как правило неодинаковы и неоднозначны, и лишь комплексное рассмотрение их может обеспечить оптимальное ответ, дающее громаднейшую экономическую эффективность от технологической отработки конструкций.
4. При отработке технологичности изделия нужно исходить, первым делом, из учета передового опыта и самый высокого технического уровня, достигнутого в данной отрасли производства.
При проектировании сварных либо паяных конструкций нужно учитывать технологические изюминки разных пайки и видов сварки, верно выбирать материал и, в особенности сочетание материалов, верно спроектировать сварное либо паяное соединение, дабы обеспечить возможность громаднейшей автоматизации применения и процесса стандартного оборудования при высоком качестве сварки либо пайки.
Возможно наметить множество главных вопросов, каковые требуется решать при создании технологичных сварных и паяных конструкций.
1. Выбор материала, отличающегося самая хорошей свариваемостью (либо паяемостью).
2. Выбор метода соединения (вида сварки, пайки) в соответствии с назначением, размерами и формой конструкции.
3. Выбор мест эксплуатационных и технологических разъемов.
4. Обеспечение в конструкциях эргономичного подхода при пайке и сварке, и возможность контроля мест соединений.
5. Выбор типа сварных либо паяных соединений.
6. Назначение характера и расположения соединений, снабжающих большое использование автоматизированных методоз сварки либо высокопроизводительных способов пайки.
7. Нормализация толщин соединяемых материалов, размеров швов, параметров соединений и т. д.
Ответ этих вопросов должно определяться в каждом случае конкретными условиями и должно вытекать из тщательного анализа всего непростого комплекса условий производства сварных и паяных конструкций.
Ниже приведены примеры некоторых конструктивных ответов сварных и паяных соединений, применительно к изделиям разных групп.
Для изделий первой группы при соединении комплекта жесткости из штампованных элементов с тонкостенными элементами из страницы рекомендуется точечная либо роликовая сварка как самый производительный метод соединения. Использование дуговой сварки в этих обстоятельствах не всегда вероятно в связи с большим короблением тонкостенных подробностей.
Самый рационально сваривать конструкции с прямыми швами громадной протяженности. Наряду с этим упрощаются средства и методы механизации, быстро снижается трудоемкость запасных операций. Не исключается сочетание в одном узле точечной и роликовой сварки с другими методами соединений, среди них и с клепкой.
самые технологичными являются узлы открытого типа, каковые возможно сваривать электродами несложной геометрической формы. Менее технологичны узлы полуоткрытого и закрытого типа, поскольку для их сварки требуются сложные приспособления и фигурные электроды, что связано с большими затратами времени, материалов и труда. На рис.
5 представлены кое-какие обширно применяемые технологичные ответы узлов сварных конструкций, делаемых точечной и роликовой сваркой.
При изготовлении несущих конструкций нервюры разделяют на две части, а после этого по окончании приварки каждой части к обводу сваривают между собой внахлестку (рис. 5, а). Этим удается компенсировать сварки нервюр и неточность изготовления и обеспечить ровную поверхность несущих страниц.
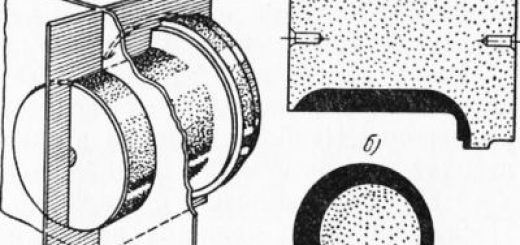
Технологичность конструкции зависит кроме этого от размещения сварных соединений. Так, на рис. 2, б продемонстрированы варианты размещения жесткостей в полузакрытом сосуде. При размещении по первой схеме соединение открыто и удобно для наблюдения на протяжении сварки. По второй схеме соединение менее доступно и его исполнение затруднено.
При соединении тонкостенного элемента с толстостенным направляться уменьшать толщину последнего в месте соединения. На рис. 2, в приведен пример роликовой сварки тонкостенного гофра с массивным фланцем.
")
Рис. 1. Соединения, делаемые точечной контактной сваркой: а — открытого типа, б — полузакрытого типа
Рис. 2. Примеры технологичных конструкций сварных узлов, делаемых контактной сваркой, ТЭС и РЭС
При роликовой сварке крупногабаритных изделий (рис. 2, г) Для удобства подхода ролика со стандартной консолью к месту сварки обечайки с дном в стенке дна предусматривается особое технологическое отверстие, которое по окончании роликовой сварки закрывается заглушкой и заваривается аргоно-дуговой сваркой.
При точечной сварке перегородок в емкостях толщина обечаек должна быть больше толщины стены перегородки (рис. 2, д). В другом случае при разрушении соединения вырыв точки происходит в обечайке и сопровождается вытеканием жидкости.
Рис. 3. Примеры технологичных и нетехнологичных конструкций сварных узлов, делаемых сваркой плавлением
В сварных узлах, делаемых сваркой плавлением, самые технологичными являются стыковые соединения (рис. 3, а). Наряду с этим необходимо стремиться автоматизировать сварку.
В соединениях, выполненных внахлестку либо с двойной отбортовкой (рис. 3, б), возрастает концентрация напряжений, понижается прочность и затрудняется контроль. Размещение шва против бурта либо рядом с выступающей частью подробности (рис.
3, в) затрудняет сварку и рент-геноконтроль, увеличивает концентрацию напряжений.
При соединении нескольких обечаек кольцевыми швами нужно продольные швы располагать не по одной линии, а со смещением относительно друг друга (рис. 3, г). Наряду с этим удается снизить концентрацию напряжений и быстро повысить работоспособность изделия.
Конструктивные формы паяных соединений определяются изюминками работы таких соединений и разработкой их исполнения. Они отличаются от неразъемных сварных соединений и исходя из этого не рекомендуется при проектировании паяных соединений копировать соединения, используемые при сварке. Тогда как главным типом сварных соединений являются стыковые, паяное соединение встык имеет мельчайшую соединяемую площадь, исходя из этого оно используется при нежестких условиях работы и к нему не предъявляется громадных требований по герметичности и прочности.
Рис. 4. Темперамент рекомендуемых и нерекомендуемых паяных соединений
Для повышения соединяемой площади возможно использовать скошенные соединения. Особенно такие соединения целесообразны в случаях, в то время, когда полученная соединяемая площадь будет не меньше трехкратной площади поперечного сечения соединяемых подробностей. В большинстве случаев соединение вскос рекомендуется использовать при пайке подробностей толщиной более 1 мм.
Но скошенные соединения более трудоемки в выполнении и подготовке самой пайки.
В любых ситуациях, где быть может, в паяных конструкциях предпочтение направляться отдавать соединениям внахлестку. Стыковые и скошенные паяные соединения используются только в том случае, в то время, когда соединение внахлестку выполнить запрещено, благодаря ограниченной площади.
При соединении внахлестку площадь перекрытия возможно изменять так, что приобретаемое соединение будет не уступать по прочности главному металлу, не обращая внимания на более низкую, в большинстве случаев, Удельную прочность используемых припоев.
Для получения равнопрочного паяного соединения внахлестку рекомендуется в большинстве случаев, дабы величина перекрытия в соединении была не меньше трехкратной толщины самоё тонкого из соединяемых элементов.
При проектировании герметичных паяных конструкций рекомендуются лишь соединения внахлестку либо скошенные. Такие соединения не только снабжают большую прочность, но благодаря большей соединяемой площади разрешают легче добиться их непроницаемости.
При проектировании паяных соединений не нужно делать в соединяемых подробностях выточек, фасок, галтелей, поскольку это может привести к появлению непропаев (рис. 5, а, б. в. ж).
Рис. 5. Примеры технологичных и нетехнологичных конструкций паяных узлов
В паяных узлах, предназначенных для работы под давлением либо в вакууме, рекомендуются технологические отверстия для соединения герметизируемой полости с воздухом. Такие же отверстия нужны и при пайке изделий с закрытыми полостями для понижения внутреннего давления газов при пайке (рис. 5, г, и), в противном случае при нагреве в ходе пайки стремительное расширение воздуха либо газа в полости может привести к раздутию стенок, и затруднить затекание в зазоры припоя.
Кроме того при пайке сотовых конструкций в стенках сот наполнителя намерено пробиваются маленькие дренажные отверстия.
По данной же причине в конструкции глухих соединений нужно устройство вентиляционных отверстий для отвода давления при пайке (рис. 5, д, з).
В практике широкое распространение взяли трубчатые паяные узлы. При соединении пайкой труб с фланцами (рис. 5, е, к) направляться предусматривать посадочный буртик, избегая посадки лишь на ребро.
Рис. 6. Примеры конструкции паяных соединений при разного рода нагрузках
Паяные соединения смогут действующий при разного рода нагрузках: растягивающих, сжимающих, срезающих, ударных, переменных. Исходя из этого верный учет в конструкции характера нагрузки, принимаемой в ходе эксплуатации изделия, имеет громадное значение для работоспособности паяного соединения.
Нужно стремиться, дабы паяный шов либо не размешался в местах приложения повышенной нагрузки, либо был усилен за счет прилегающих подробностей.
На рис. 6 продемонстрированы примеры верного и неправильного конструирования соединений, действующий при разного рода нагрузках.
При соединении элементов разной толщины хорошие результаты дает повышение жесткости менее твёрдого элемента. При неправильной конструкции (слева) напряжения концентрируются, и соединение разрушается благодаря отрыва.
В тонкостенной конструкции необходимая прочность соединения достигается за счет создания нужной величины соединяемых поверхностей. Но это может дать прекрасный результат лишь при работы соединения в условиях нагружений, родных к чистому растяжению (срезу). В других случаях из-за концентрации напряжений повышение нахлестки может не дать хороших результатов.
Это относится, к примеру, к конструкции, продемонстрированной на рис. 6, б.
Под действием внутреннего давления паяное соединение нагружается неравномерно, утолщение же соединяемых элементов недалеко от нахлёстки содействует более равномерному распределению напряжений в соединении.
На рис. 6, в, г, представлены примеры увеличения работоспособности таврового соединения при изгибающих и вибрационных нагрузках.
В случае если упрощение либо улучшение сварного либо паяного соединения достигается за счет усложнения вторых технологических процессов (ковки, штамповки, механической обработки и т. п.), то конструктивное ответ направляться принимать на базе учета всех конкретных условий производства.