Технология намоточных работ
Намоточные работы занимают большое место в производстве радиоаппаратуры. Под намоткой знают технологический процесс укладки провода чтобы получить катушки контуров, обмоток трансформаторов, дросселей, реле, других элементов и резисторов радиоаппаратуры.
Ниже освещены, в основном, вопросы изготовления катушек индуктивности — главных элементов колебательных контуров, фильтров, дросселей, трансформаторов.
Виды обмоток. В зависимости от функционального назначения к катушкам индуктивности предъявляют разные требования в отношении величины индуктивности, добротности, стабильности, собственной емкости, электрической прочности и т. д.
Функциональное назначение определяет кроме этого величины допустимых отклонений индуктивностей катушек при их производстве.
Катушки для контуров высокой и промежуточной частоты изготовляют с допуском по индуктивности ±(0.5—1,5)%, катушки обратной связи — с допуском ±10%.
Допуски на величину индуктивности высокочастотных дросселей устанавливают так, дабы мельчайшее значение, которое может оказаться в ходе производства, не выходило за определенные пределы.
Катушки индуктивности элементов низкочастотных цепей (трансформаторы и дроссели) изготовляют с допуском ±10%,
Токопроводящая часть катушки — обмотка — характеризуется следующими параметрами: шагом намотки р, диаметрами провода d и du3, диаметром каркаса dK, расстоянием между витками А и углом укладки провода ср.
Шагом намотки р именуют величину смещения финиша витка по отношению к его началу, измеряемую линейными мерами. Ход намотки при плотной укладке витков будет равен da3, а при
")
Рис. 1. Схематическое изображение угла укладки и шага намотки провода: а — целая намотка, б — шаговая намотка
укладке провода с промежутками между витками определяется суммой d + А либо dm + A. Отношение шага намотки р к длине проекции периметра витка F на плоскость, перпендикулярную оси обмотки, определяет тангенс угла укладки провода
Все обмотки, наматываемые на каркасы, возможно поделить на две главные группы — однослойные и многослойные.
Однослойная обмотка характеризуется малой собственной емкостью, простотой изготовления и наматывается с шагом, равным daa\ dm + А либо d + A. В серийном производстве катушки с этими обмотками имеют небольшой разброс параметров, очнак0 ПРИ громадных значениях индуктивности размеры таких обмоток становятся большими, что ограничивает область их применения.
Однослойные обмотки возможно поделить на рядовые, бифилярные • и тороидальные. Рядовые обмотки используют для того чтобы индуктивности; бифилярные — для изготовления безындукционных сопротивлений, а тороидальные — для того чтобы, трансформаторов и др. Изюминкой тороидальной обмотки есть отсутствие в ней внешнего магнитного поля.
Эта обмотка укладывается на тороидальных каркасах, витки ее находятся радиально. Ход намотки определяется по внутренней окружности тороида и в большинстве случаев равен da3 либо daa + А.
Многослойные обмотки используют для получения большой индуктивности при довольно маленьких размерах катушки. По принципу намотки многослойные обмотки смогут быть: рядовыми, многослойными бифилярными, секционированными индукционными, секционированными безындукционными, галетными, спиральными, пирамидальными, универсальными, перекрестными и тороидальными.
Для изоляции слоез обмотки используют прокладки из конденсаторной, телефонной либо кабельной бумаги. Намотку ведут последовательностями: один последовательность наматывается справа налево, следующий—напротив и т. д. Провод для этих обмоток используют лишь изолированный, и ход намотки р получается равным йал.
Многослойная обмотка характеризуется повышенной разностью потенциалов между витками, расположенными в соседних последовательностях по краям обмотки, исходя из этого она обязана удовлетворять твёрдым требованиям электрической прочности. Изюминкой всех многослойных обмоток есть наличие громадной собственной емкости. Дабы уменьшить величину собственной емкости, обмотку делают секционированной либо используют особые типы обмоток: универсальную и перекрестную.
Универсальная обмотка характерна тем, что виток провода имеет два либо пара перегибов за один оборот около каркаса. При таковой намотке витки пересекают друг друга под определенным углом. Чем больше данный угол, тем меньше личная емкость катушки. Но по конструктивным соображениям данный угол нельзя сделать сколь угодно громадным, он не может быть больше предельного значения для данного диаметра провода и вида изоляции.
К преимуществам универсальной обмотки относятся громадная индуктивность, компактность и большая механическая прочность. Последнее событие разрешает использовать ее в бескаркасных катушках (каркас требуется лишь в ходе намотки).
В случае если при намотке виток провода через оборот не достиг исходной точки, такую намотку именуют универсальной с опережением (рис. 2, а). В случае если же при намотке виток через оборот подошел к
Рис. 2. Универсальная обмотка: а — укладка с опережением, 0 — укладка с запаздыванием
прошлому витку, но с другой его стороны, такую намотку именуют универсальной с запаздыванием (рис. 2, б). В большинстве случаев универсальную обмотку делают диаметром D, не превышающим 25—30 мм, и шириной b не больше 8—10 мм.
Для получения громадных индуктивностей используют перекрестную обмотку (рис. 3). По характеру укладки провода она напоминает универсальную, но отличается тем, что имеет лишь два перегиба.
Перед намоткой провод закрепляют на каркасе, после этого с определенным шагом делают пара витков (витки идут слева направо). Дойдя до правого торца, делают перегиб, и намотку ведут в обратном направлении. Дойдя до левого торца, опять делают перегиб и т. д. Таковой метод намотки снабжает достаточно малую собственную емкость обмотки.
Выбирают тип обмотки в зависимости от функционального назначения разрабатываемого узла.
Намоточные станки. Для изготовления обмоток используют особые намоточные станки. Их подразделяют на три главные группы: для рядовой, универсальной и тороидальной намоток.
Для рядовой намотки используют станки различных конструкций. Типовая схема таких станков приведена на рис. 4. Станок приводится в перемещение особым электродвигателем /, что передает вращение через ременную передачу с парой трехступенчатых шкивов промежуточному валу.
Рис. 3. Перекрестная обмотка
При помощи фрикционной муфты сцепления, расположенной на валу, обеспечивается остановка станка и плавный пуск, что нужно для предупреждения обрывов провода. Устройство включается рычагом через вилку.
При помощи зубчатой передачи вращение передается шпинделю и укрепленной на нем оправке, на которую надет каркас катушки.
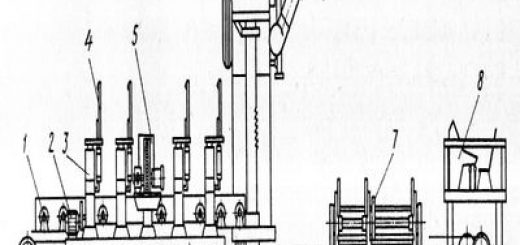
Рис. 4. Типовая кинематическая схема намоточного станка для рядовых обмоток: 1 — электродвигатель, 2 — промежуточный вал, 3— рычаг, 4 — фрикционная муфта сцепления, 5 — вилка, 6 — зубчатая пара, 7 —счетчик уложенных витков, 8 — сменные шестерни, В —червячная пара, 10—;тяга, 11— кулачок, 12 — регулировочный винт, 13 — кулиса, 14—камень кулисы, 15 — поводок, 16 — провод, 17 — шофер провода, 18 — обмоточный каркас, 19 — шпиндель, 20 — оправка
Привод механизма укладки и счётчика витков провода кроме этого осуществляется от шпинделя станка.
Перемещение от шпинделя через сменные шестерни передается на кулачок и червячную пару, а после этого через кулису и тягу поводку.
Настройка станка на нужную ширину намотки производится винтом методом трансформации положения камня кулисы.
По известным значениям диаметра провода и длины намотки с изоляцией определяют точку пересечения линий, показывающих
Рис. 5. Номограмма для подбора сменных шестерен для намоточного станка СРН-0,1
эти величины. После этого по ближайшей (от данной точки) наклонной линии следуют вниз и находят в графе справа либо снизу значения чисел зубьев сменных шестерен станка — Zb Z2, Zs, Z4.
Но не всегда удается взять совершенно верно требуемый ход методом подбора сменных шестерен, в особенности для намотки узких проводов диаметром менее 0,1 мм.
Настройка станка со сменными шестернями — трудоемкий процесс, требующий квалифицированного наладчика.
От этих недочётов свободны намоточные станки с бесступенчатой, либо фрикционной, регулировкой шага, которая позволяет без проблем осуществлять стремительную настройку разных шагов намотки.
Рис. 6. Механизм натяжения провода: 1 — храповое колесо, 2— ось рычага, 3 — спиралыыя пружина, 4—ручка для закручивания пружины, 5 —рычаг, 6 – перекидной ролик, 7— ось ролика, провод, 9—оправка для крепления шпули, 10 — шпуля с проводом, 11 — тормозная лента, 12 — тормозной диск
Ответственным узлом станка есть устройство для крепления шпули с проводом и. механизм натяжения провода. Механизм (рис. 89) помогает для поддержания и определённого натяжения провода его постоянным в ходе намотки.
Укладку провода конкретно на каркас осуществляет шофер. На рис. 7 продемонстрированы типовые конструкции водителей, выбор ‘которых зависит в первую очередь от вида обмотки, и диаметра и марки провода.
Стержневые водители, имеющие минимальный осевой люфт, используются для рядовых намоток узкими проводами; роликовые водители, снабжающие перегибы и минимальное трение, используют при рядовых намотках проводами крупного диаметра и среднего. Вильчатый шофер характеризуется поперечной (осевой) жесткостью; его используют при перекрестных намотках. Водители с отверстием применяют в станках для тороидальной намотки.
Рабочие поверхности водителей должны быть полированными и не должны иметь углов и острых граней, дабы не повредить провод.
Рис. 90. Водители провода. а —с двумя роликами, б — в виде двух стержней, в —с отверстием для провода, г — в виде вилкн (с нажимной пружиной); 1 — поводок, 2 — провод, 3 —ролики, 4 — неподвижная часть водителя, б — поворотная часть водителя, 6 — стержни, 7 —нажимная пружина, 8 — направляющая для провода
нии каркаса на шпинделе станка, съеме его и минимальном биении при намотке. На рис. 10 продемонстрированы разные конструкции намоточных оправок.
самая простой оправкой есть стержневая, складывающаяся из стержня с хвостиком и резьбовым концом. Каркас катушки закрепляется гайкой (барашковой либо круглой) на болванке, предварительно надетой на стержень оправки.
Для массового радиопроизводства самый приемлема быстро-съемная оправка.
Для многокатушечной обмотки применяют оправку, продемонстрированную на рис. 10, е. Она имеет поворотный шарнир для съёма каркасов и облегчения установки, и пружинные прокладки, фиксирующие положение каркасов-шпулей.
Универсальная оправка представляет собой зажимной патрон с двумя раздвижными губками 18, при помощи которых крепят каркас.
Рис. 10. Намоточные оправки: а —несложная стержневая, б — быстросъемная с пружинным зажимом, в —для многокатушечного станка, г — универсальная раздвижная оправка—патрон; 1 -стопорный винт.
2—хвостовик, 3— стержень, 4 — круглая гайка с накаткой, 5 —втулка, 6 — пружина 7 —вилка, 8 — защелка, 9 — каркас, 10— поворотный шарнир, 11 — пружинная прокладка между каркасами, 12 —фиксирующие лунки, 13 — центр задней бабки станка, 14 — основание, 15 — корпус, 16 — винт с квадратами на торцах, 17 — разрезная запорная шайба, 18 — раздвижные зажимающие губки
Промышленность производит большое количество типов намоточных станков для рядовых обмоток, два из которых продемонстрированы на рис. 11 и 12. Станок, продемонстрированный на рис.
11, рекомендован для того чтобы проводом от 0,05 до 0,5 мм.
Полуавтоматический намоточный станок ПР-159 имеет фрикционный передаточный механизм для бесступенчатой настройки шага раскладки провода и автоматическую остановку по окончании намотки заданного числа витков либо при обрыве провода. Станок рекомендован для рядовой многослойной намотки на каркасы катушек; его главные эти: диаметр наматываемого провода от 0,08 до 0,6 мм, громаднейший диаметр каркаса катушки 90 мм, протяженность намотки 180 мм, число скоростей шпинделя 6, число оборотов шпинделя 78, 137, 240, 1600, 2800, 4900 об/мин; мощность электродвигателя 0,4 кет, габариты 1110 X 585 X 1800 мм, вес 250 кГ.
Рис. 11. Станок для рядовых обмоток: 1—станина, 2 — кожух, закрывающий передаточный механизм из четЕлрех сменных шестерен, 3 — счетчик оборотов, 4 —шпиндель, 5 — поводок, 6— стойка, 7—шпуля, 5 —оправка
Полуавтоматический станок ПР-160 похож по конструкции на станок Г1Р-159; диаметр наматываемого провода от 0,2 до 3 мм.
Увеличение производительности намоточных работ, их автоматизация и механизация — ответственный вопрос, воображающий громадное поле деятельности для конструкторов-и рабочих рационализаторов. Намоточные станки последних марок имеют особые устройства, предназначенные для автоматической укладки межслоевой изоляции.
При крупносерийном и массовом производствах используются полуавтоматические многокатушечные станки, делающие в один момент укладку до двадцати и более обмоток на долгие каркасы круглого, квадратного либо прямоугольного сечений.
Созданы устройства, разрешающие обнаруживать коротко-замкнутые витки в ходе намотки катушек индуктивности при помощи особой электронной схемы.
Довольно широкие возможности для автоматизации и механизации дает использование намоточных станков с программным управлением.
Станки для универсальных обмоток в отличие от станков для рядовых обмоток не имеют постоянной червячной пары; тут используют сменные кулачки, изготовленные на определенную ширину намотки, либо дополнительное кулисное устройство, разрешающее в некоторых пределах регулировать ширину намотки (рис. 13).
Шестерни помогают для обеспечения нужного передаточного отношения от шпинделя к кулачку. Для подбора шестерен используют особые номограммы для универсальных обмоток.
Для тороидальной намотки на каркасы замкнутого типа помогает особый намоточный станок, принцип действия которого продемонстрирован на рис. 14. Провод предварительно наматывается на шпулю, введенную в каркас катушки. Каркас катушки устанавливают на столе станка и приводят во вращательное перемещение посредством Двух ведущих и одного поджимного роликов. При медленном повороте каркаса вращается и шпуля, с которой провод сматывается на каркас.
Станок должен быть настроен так, дабы по окончании укладки одного витка каркас поворачивался на величину шага намотки.
Кинематическая схема станка для тороидальных обмоток продемонстрирована на рис. 15. Шпуля станка является системойдвух колец, засунутых одно в второе.
Кольца имеют вынимающийся сектор, при помощи которого в шпулю заводится тороидальный каркас.
Рис. 12. Полуавтомат ПР-159 для рядовой намотки
Вращение колец шпули производится от электродвигателя через ременную передачу, шестерни и шестерню, укрепленную по окружности колец шпули. Каркас крепится в зажимном устройстве при помощи трех пружинных самоцентрирующихся роликов.
Рис. 13. Станок с кулачком для универсальной обмотки: а —кинематическая схема станка, б —конструкция кулачка; 1—электродвигатель, 2— фрикционный механизм, 3 — передаточный механизм, 4 — вал поводкового устройства, 5 — кулачок, б — пружина, прижимающая стержень поводка к рабочей поверхности кулачка, 7—стержень поводка, 8 — поводок, 9 — укладываемый провод, 10—ролик, 11—шофер провода!
12—каркас, 13—оправка, 14 — шпиндель, /5—счетчик оборотов, 16 — внутренний угол кулачка, 17 — наружный угол кулачка, 18 — стопорный винт для крепления кулачка, 19—рабочая торцовая поверхность кулачка, 6 —разность высот между внешним и внутренним углами рабочей поверхности кулачка, равная ширине обмотки
Ролик имеет кинематическую сообщение со шпулей при помощи передаточного механизма, именно поэтому за один оборот шпули каркас поворачивается на угол, равный шагу намотки. Кинематическая сообщение осуществляется от шестерни через шестерни, эксцентрик, кулисный механизм, шестерни, червячную паруи шестерни.
Перед тем как приступить к работе на шпулю станка наматывают определение количество провода, нужное для изготовления обмотки (провод подается с питающей катушки). Затем финиш провода закрепляют на каркасе, и станок включают на рабочий движение, в0 время которого провод сматывается со шпули и укладывается на каркас. Натяжение провода регулируют, тормозя шпулю.
Скорость намотки на станках данной группы по сравнению с другими станками существенно ниже (до 300 витков в 60 секунд).
На рис. 16 продемонстрирован неспециализированный вид настольного станка модели СНТ-5 для тороидальных обмоток. Станок рекомендован для круговой и секционной намотки провода на тороидальные сердечники с мельчайшим диаметром отверстия по окончании намотки 5 мм.
На рис. 17 продемонстрирован неспециализированный вид подобного станка модели СНТ-12М. Станок кроме этого рекомендован для круговой и секционной намотки провода на тороидальные сердечники с мельчайшим диаметром отверстия по окончании намотки 12 мм.
Оба станка складываются из типовых узлов: привода, механизма подачи провода, головки челнока, двух столов (для круговой и секционной намотки) и пульта управления.
В ходе намотки на станках возможно вручную регулировать величину подачи, и осуществлять контроль целостность провода.
Натяжение провода, укладываемого на тороид, осуществляется тормозом, что иногда в соответствии с циклограммой притормаживает шпулю.
Процесс намотки провода на тороидальные сердечники предусматривает установку тороида на рабочий столик, заполнение шпули проводом и перемотку его со шпули на тороид.
Характеристика станка СНТ-5: диаметр наматываемого провода 0,05—0,15 мм, мельчайший диаметр отверстия катушки по окончании намотки 5 мм, громаднейшая высота катушки по окончании намотки при мельчайшем внутреннем диаметре 6 мм, громаднейшая высота катушки 12 мм, громаднейший наружный диаметр катушки 20 мм, мельчайший внутренний диаметр катушки при секционной намотке 7 мм, мельчайший наружный диаметр сердечника 11 мм, пределы плавного регулирования шага по наружному диаметру 0,056 — 1,68 мм, скорость вращения шпинделя (регулирование бесступенчатое) 50—300 об/мин, шпули и внутренний диаметр челнока 45,5 мм, емкость шпули 400 мм3 либо 14 м провода диаметром 0,05 мм, мощность электродвигателя МУН — 80 вт, габаритные размеры 580 х 680 X 515 мм, вес 42,6 кГ.
Рис. 14. Принцип действия станка для тороидальной намотки: 1 — поджимной ролик, 2— ведущие ролики, 3— шпуля, 4 — провод, 5 — каркас катушки
Рис. 15. Кинематическая схема станка для тороидальных обмоток: а —схема, б —вид магазина, каркаса и ведущего ролика сбоку, в —вид магазина, каркаса и роликов сверху; 1 — электродвигатель, 2 — ременная передача, 3—7, Ills, 15, 17, 26, 28 — шестерни передаточных механизмов, 8 — магазинные кольца, 9 — тороидальный каркас, 10 — ведущий ролик поворота каркаса, 14 — червячная пара, 16 — рукоятка включения механической подачи шага намотки, 18— рукоятка ручного поворота каркаса, 19 — рукоятка ручного поворота магазина, 20 — кулисный механизм, 21 —эксцентрик.
22 —кулачок, 23 — счетчик уложенных витков, 24 и 25 — опорные ролики. 27 — рукоятка установки шага, 29— шкала установки шага, 30 — провод, навиваемый из магазина на каркас
Рис. 16. Станок СНТ-5 для намотки на тороидальные сердечники
Рис. 17. СтанокСНТ-12М для намотки на тороидальные сердечники
Характеристика станка СНТ-12М: диаметр наматываемого провода 0,15—0,4 мм, мельчайший диаметр отверстия катушки по окончании намотки 12 мм, громаднейшая высота катушки по окончании намотки при мельчайшем внутреннем диаметре 15 мм, громаднейшая высота катушки 80 мм, громаднейший наружный диаметр катушки 120 мм, мельчайший внутренний диаметр катушки при секционной намотке 16 мм, мельчайший наружный диаметр сердечника 30 мм, пределы плавного регулирования шага по наружному диаметру 0,12—3,6 мм, скорость вращения шпинделя (регулирование бесступенчатое) 50—300 об/мин, шпули и внутренний диаметр челнока 161 мм, емкость шпули 13 000 мм3 либо 420 м провода диаметром 0,05 мм, мощность электродвигателя МУН — 80 вт, габаритные размеры 580 X 680 X 515 мм, вес 47,2 кГ.
Типовые операции изготовления обмоток. Технологический процесс изготовления обмоток складывается из последовательности типовых операций; выводных концов и заготовки прокладок; облуживания выводов; закрепления и намотки финишей обмотки.
Заготовка прокладок содержится в нарезке прокладочного материала на ленты нужной ширины, а также в подсечке лент по краям, в случае если это предусмотрено чертежом. Прокладочный изоляционный материал (бумагу, лакоткань и др.) нарезают на ры.чажных либо роликовых ножницах.
При заготовке выводов провод нарезают на куски однообразной длины (от 25 до 120 мм), удаляют с них изоляцию на 7 —10 мм и облуживают финиши. Главные марки выводных проводов: МГБД, МГБДО, МГШД, МГШДО, ПМВГ и МГШВ.
Высокопроизводительную заготовку выводных проводов ведут на особом оборудовании — автоматах, совмещающих резку проводов со снятием изоляции.
Облуживание финишей проводов, не имеющих гальванического лужения на токопроводящей жиле, в большинстве случаев создают в электрических тиглях настольного типа.
Намотка провода на каркас во многом определяет уровень качества обмотки и есть главной операцией технологического процесса.
Станок для намотки выбирают исходя из размеров катушки, программы выпуска и диаметра провода изделий. Процессу намотки предшествуют работы по подготовке: установка катушек (бобин) с проводом, установка и выбор намоточной оправки; ширины намотки и настройка шага; настройка скорости намотки; регулировка натяжения провода; подготовка инструментов и материалов для пайки. Настройку станка делает наладчик, что делает кроме этого пробную катушку, и лишь по окончании ее испытания приступают к изготовлению партии катушек.
В случае если партия маленькая, эргономичнее сначала намотать на все каркасы первую обмотку, а по окончании перестройки станка намотать вторую обмотку и т. д. При многочисленной партии рациональнее применять пля каждого диаметра провода (обмотки) отдельный станок.
Скорость намотки либо число оборотов шпинделя станка устанав-ливают в зависимости от допустимой окружной скорости провода, “которая определяется его диаметром, и формой и размером каркаса.
Скорость намотки возможно повышена у круглых каркасов если сравнивать с прямоугольными либо плоскими каркасами на 15—20%. Рекомендуемые скорости намотки для станков ПР-159 и ПР-160 приведены соответственно в табл. 9 и 10.
Особенное внимание направляться уделять натяжению провода при наматывании, поскольку оно определяет уровень качества обмотки. Недостаточное натяжение ведет к изменению и сползанию витков геометрических размеров обмотки, а излишнее натяжение — к механическому
Рис. 18. Методы выводов выводов и заделки обмоток промежуточной точки: а —выводным проводом, б —проводом обмотки, в —конец и начало обмотки выведены на одну щеку катушки, г —выводным проводом (круглого сечения) из промежуточной точки, д —выводным проводом (прямоугольного сечения шиной) из промежуточной точки, е — проводом обмотки из промежуточной точки, ж—проводом и выводным проводом обмотки при соединении двух обмоток различных диаметров, з —задс-лка выводов экрана, 1 — батистовая лента либо хлопчатобумажные нитки, 2—электроизоляционная трубка, 3 — лакоткань ЛШ 1, 4 —электроизоляционный картон ЭВ, 5 —эластичный монтажный провод, 6 —бронзовая шина, 7 — хлопчатобумажные нитки Л» 0, 8 — бронзовый экран, 9 — изоляционная прокладка
изоляции, повышению сопротивления провода, и впёзанию провода между уложенными витками.
Закреплять финиши обмотки нужно у всех катушек. Крепление должно быть прочным и надежным, дабы на протяжении монтажа и эксплуатации обмотка не повредилась.
На рис. 99 продемонстрированы чаще всего видящиеся методы выводов выводов и заделки обмоток промежуточной точки. В качестве материала для отводов и закрепления концов применяют миткалевую ленту, полосы лакоткани, капроновые нитки и др.
Особенное внимание направляться уделять качеству электрического соединения выводного финиша с проводом обмотки. Место соединения выводного финиша и обмотки прокладывают лакотканью.