Изготовление приспособлений
Особые приспособления изготовляют, в большинстве случаев, в инструментальных цехах машиностроительных фабрик. Производство их носит личный темперамент. При широком применении стандартных узлов и деталей их изготовление возможно организовано по принципу серийного производства.
Заготовки для подробностей приспособлений приобретают ковкой и литьём. Для снятия внутренних напряжений литые заготовки типа корпусов по окончании предварительной черновой обработки подвергают естественному либо неестественному старению, а сварные нагревают в течение 1,5—2 ч при температуре 600…650 °С. Небольшие подробности изготовляют из проката.
крупных размеров и Заготовки средних сложной конфигурации (для корпусов приспособлений, стоек, кронштейнов) приобретают сваркой.
Подробности особых приспособлений изготовляют Допуском IT7 — IT8, исходя из этого механическая обработка их осуществляется рабочими высокой квалифи кации.
Изготовление плит и корпусов. Корпус есть главной частью приспособления, на которой монтиру. ются установочные, зажимные, направляющие и другие детали и вспомогательные механизмы. Он в большой мере определяет массу, габариты и конфигурацию приспособления.
Корпуса приспособлений отличаются громадным разнообразием по конструкции, материалу и методам изготовления (в зависимости от формы и размеров обрабатываемых подробностей, величины партии и т. д.). Корпуса должны удовлетворять определенным требованиям: быть прочными и твёрдыми; иметь минимальные габариты и массу (особенно для приспособлений, каковые на протяжении работы нужно перемещать вручную, к примеру кондукторов); быть эргономичными и надёжными в эксплуатации.
размеры и Форма корпусов зависят от размеров и формы обрабатываемых подробностей, и от размещения установочных, зажимных и направляющих механизмов и элементов. В пневматических и гидравлических приспособлениях корпус время от времени помогает одновременно и резервуаром (цилиндром, камерой) для сжатого воздуха либо масла, что кроме этого воздействует на его размеры и форму.
Корпуса приспособлений делают литыми из чугуна, сварными из стали либо сборными из отдельных элементов. Корпуса приспособлений для установки небольших и средних подробностей в большинстве случаев изготовляют из литых стандартных заготовок. При применении стандартных заготовок методом той либо другой дополнительной обработки удаётся относительно быстро и с минимальными затратами труда взять готовый корпус.
Предстоящим шагом стандартизации явилась конструктивно-размерная нормализация геометрически несложных элементов, из которых без всякой дополнительной обработки либо с минимальной доработкой возможно собрать самые типичные корпуса фрезерных и сверлильных приспособлений для установки подробностей размерами до 400X400X700 мм.
Приспособления для обработки больших подробностей имеют сварные металлические корпуса.
Сборные корпуса разных конструкций изготовляют способом сборки либо сварки из отдельных стан
thux элементов корпусов (ГОСТы 12947—67, ДооГ1— 67). Эти элементы соединяют штифтами, винта-болтами.
Рабочие поверхности стандартных корпусов обработаны до шероховатости Ra = 2…1 мкм, отклонения от перпендикулярности и параллельности рабочих поверхностей корпусов составляют 0,03…0,02 мм на длине 100 мм.
Механическую обработку корпусов начинают с базисных поверхностей. В этом случае исходной базой есть опорная поверхность корпуса. В случае если этого не хватает, то создают технологические базы в виде дополнительно обрабатываемых поверхностей либо отверстий.
Обработку базисных поверхностей корпусов реализовывают строганием-, фрезерованием, шлифованием и точением. Громаднейшее распространение взял метод торцевого фрезерования.
Плоские базисные поверхности чугунных корпусов обрабатывают на плоскошлифовальных станках. Плоское шлифование осуществляется как при червовой, так и при чистовой обработке. Преимущества его особенно ощутимы при обработке прерывистых поверхностей со сложным контуром, поскольку строгание и фрезерование таких поверхностей затруднительно.
Базой большинства приспособлений есть плита. Разглядим технологический процесс механической обработки базисной гмиты универсально-сборного приспособления, к которой предъявляются высокие требования по плоскостности, перпендикулярности и параллельности поверхностей и пазов.
")
Рис. 1. Корпуса приспособления..
Обработка отверстий по разметке.
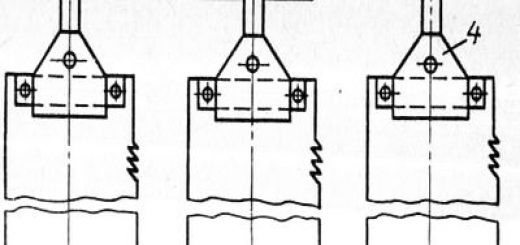
Рис. 2. Установка шпинделя станка при помощи оправок..
Вследствие этого растачивание по разметке используется как предварительная операция в единичном и мелкосерийном производстве. Точность расстояния между осями при растачивании по разметке в большинстве случаев не превышает ± (0,2…0,5) мм и только крайне редко возможно доведена до ±0,1 мм.
Обработка отверстий посредством концевых и оправок мер. Данный метод употребляется в единичном и мелкосерийном производстве при обработке подробностей со относительно маленькими расстояниями между осями.
Высокая точность межосевых расстояний (порядка ±0,02 мм) возможно достигнута лишь при правильном центрировании оправки В в отверстии (без зазора) и обработке отверстий с одной стороны.
Координатный способ расточки совокупностей отверстий. Данный способ есть самый совершенным и на данный момент стал широко распространен как в единичном, так и в серийном производстве. Он используется при обработке подробностей, имеющих пара отверстий с параллельными осями, в то время, когда относительное положение оси каждого отверстия может определяться двумя размерами, связывающими ее с двумя перпендикулярными плоскостями подробности.
Сущность этого способа содержится в том, что совмещение оси шпинделя с осями обрабатываемых отверстий производится перемещением подробности либо режущего инструмента во взаимно перпендикулярных направлениях по установленным концевым мерам, отсчетным совокупностям, индикаторным устройствам и шкалам с упорами, каковые разрешают отсчитывать перемещение с точностью до 0,01 мм.
Растачивание отверстий на токарном станке менее производительно, чем на координатно-рас-правильном, но данный метод позволяет обрабатывать поверхности фасонных сквозных отверстий и, помимо этого, при растачивании правильных
подробностей с отверстиями, глубина которых превышает 5—6 диаметров, снабжает громадную точность.
Обработка отверстий посредством концевых и плит мер. Универсальное приспособление для координатной обработки отверстий (рис. 136) складывается из трех правильных плит, каковые скреплены так, что образуют три взаимно перпендикулярные плоскости.
Подробность устанавливается базисными поверхностями на плиты и прижимается к ним особыми прихватами. Обработка отверстия производится через кондукторную втулку, правильное положение которой фиксируется концевыми мерами длины. Крепление втулки и блоков концевых мер осуществляется съемным зажимом, что условно продемонстрирован стрелками.
Рис. 3. Координатный метод расточки отверстия на токарном станке.
Расстояние С возможно измерено кроме этого и штан генрейсмусом.
Высокая точность межосевых расстояний (порядка ±0,02 мм) возможно достигнута лишь при правильном центрировании оправки В в отверстии (без зазора) и обработке отверстий с одной стороны.
Координатный способ расточки совокупностей отверстий. Данный способ есть самые совершенным и на данный момент стал широко распространен как в единичном, так и в серийном производстве. Он используется при обработке подробностей, имеющих пара отверстий с параллельными осями, в то время, когда относительное положение оси каждого отверстия может определяться двумя размерами, связывающими ее с двумя перпендикулярными плоскостями подробности.
Сущность этого способа содержится в том, что совмещение оси шпинделя с осями обрабатываемых отверстий производится перемещением подробности либо режущего инструмента во взаимно перпендикулярных направлениях по установленным концевым мерам, отсчетным совокупностям, индикаторным устройствам и шкалам с упорами, каковые разрешают отсчитывать перемещение с точностью до 0,01 мм.
Координатное растачивание отверстий возможно создавать на токарных, горизонтально-расточных и других станках. Осуществление его на токарном станке продемонстрировано на рис. 3. По окончании предварительной разметки обрабатываемая подробность крепится на планшайбе в таком положении, дабы одна ее базирующая плоскость хорошо прилегала к угольнику.
Под вторую плоскость подкладывается блок концевых мер длины, размер которого должен быть равен с. После этого сверлится и растачивается первое отверстие подробности.
Растачивание остальных отверстии производится посте перестановки подробности на планшайбе, причем при приведенном на рис. 3, в, нижний блок мер снимается и подробность устанавливается прямо на плоскость угольника, а под вторую базисную плоскость подкладывается блок мер, равный чертежному размеру. Последнее отверстие обрабатывается в положении, в то время, когда под подробность подкладывается блок размером.
Растачивание отверстий на токарном станке менее производительно, чем на координатно-рас-правильном, но данный метод позволяет обрабатывать поверхности фасонных сквозных отверстий и, помимо этого, при растачивании правильных
подробностей с отверстиями, глубина которых превышает 5—6 диаметров, снабжает громадную точность.
Обработка отверстий посредством концевых и плит мер. Универсальное приспособление для координатной обработки отверстий складывается из трех правильных плит, каковые скреплены так, что образуют три взаимно перпендикулярные плоскости.
При перемещении шпиндельной бабки и стола отсчеты координат создают по шкалам, установленным на передней и салазках стола стойке станка. Так как точность установок по шкалам не хватает высока, применяют индикаторные устройства, концевые меры, штихмасы либо другие средства.
При координатном методе обработки точность межосевых расстояний зависит от точности изготовления мерных стержней либо от точности установки размера на штихмасе либо блоке концевых мер и обеспечивается в пределах 0,02…0,03 мм. Современные горизонтально-расточные станки моделей 2620 и 2622 имеют оптические совокупности отсчета по шкалам и снабжают точность отсчета ±0,02 мм.
Существенно действеннее координатное растачивание осуществляется на горизонтально-расточном станке модели 262ПР с программным управлением, в то время, когда производится автоматическая установка по координатам стола в поперечном направлении и шпиндельной бабки в вертикальном направлении с точностью ±0,05 мм.
Рис. 4. Схема универсального приспособления для координатного образования отверстий.
Рис. 5. Приемы правильного размещения отверстий..
Обработка отверстий на универсальных станках. При изготовлении маленького количества приспособлений или штампов активно используются растачивание и сверление на вертикально-фрезерных станках, снабжающих отсчет продольно-поперечного перемещения стола с точностью до 0,02 мм. С целью достижения большей точности обработки сперва высверливают отверстия на 0,5…0,8 мм меньше номинального диаметра, а после этого растачивают их резцом до нужного размера при правильном отсчете координат.
Переход от обработки базисного отверстия к растачиванию последующего либо для измерения расстояния между ними делают по схеме, приведенной на рис. 5, г. Стол возможно перемещать по установочным индикаторам и штихмасам. Для этого в лоток укладывают комплект штихмасов и устанавливают индикатор в нулевое положение, по окончании чего перемещают стол по комплекту штихмасов на размер 200 мм, т. е. в положение, при котором стрелка индикатора снова окажется на нулевом делении.
Обработка кондукторных втулок. Втулки маленьких размеров изготовляют из стали У10А либо У12А и подвергают термической обработке до твердости HRC 60…64. Втулки громадных размеров делают из стали 20 с закалкой и последующей цементацией до такой же твердости.
Кондукторные втулки поступают на сборку в готовом виде по окончании механической обработки.
Технологический процесс механической обработки втулок несложен: их изготовляют на токарно-револьверных станках из пруткового материала. Важными операциями по окончании термической обработки являются внутреннее шлифование и наружное.
Шлифование создают за две операции — предварительную и окончательную. Сначала на внутришлифо-вальном станке обрабатывают отверстие втулки, а после этого— наружный диаметр. Для получения высококлассной шероховатостиотверстия втулки доводят бронзовыми притирами посредством паст,