Кинематическая и гидравлическая схемы станка модели зм151
В станке осуществляются следующие перемещения: вращение шпинделя шлифовальной бабки, вращение подробности, ручная и автоматическая поперечная подача шлифовальной бабки, ускоренное перемещение шлифовальной бабки, ручное перемещение стола, ручная и автоматическая поперечная подача бриллианта, ручной отвод пиноли задней бабки, поворот верхнего стола. Кинематические цепи главного перемещения, вращение подробности, ручной поперечной подачи, ручное перемещение стола, ручной подачи бриллианта, отвода пиноли задней поворота и бабки стола приведены на рис. 1.
Кинематическая схема станка ЗМ151 складывается из следующих главных узлов:
I — бабка передняя, II — устройство для правки, Ш — механизм подач, IV — бабка шлифовальная, V — бабка задняя, VI — механизм стремительного подвода, VII — механизм ручного перемещения стола.
В состав узла I входят: электродвигатель М\ мощностью N — = 0,8 кВт, шкив 1 (0 130), шкив 2 (0 63), втулка 3 (г = 38), червяк однозаходный 4, шкив 5 (0 168), шкив 6 (0 63).
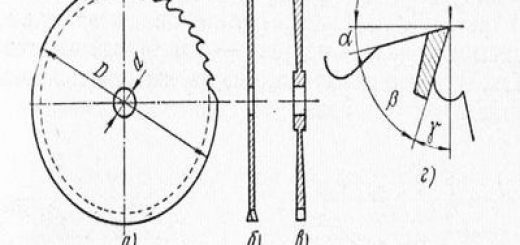
В состав узла II входят: винт 7 (t = 2), гайка 8, винт 9 (t = 2), храповое колесо 10 (z = 200), шестерня 11 (г = 27), шестерня 12 (z = 27), шестерня 13 (z = 22), шестерня 15 (z = 22).
В состав узла III входят: шестерни 15 (г = 39), червячное колесо 16 (г = 50), червяк однозаходный 17.
В состав узла IV входят: электродвигатель М2 мощностью N = = 7,5 кВт, шкив 18 (0 112), шкив 19 (0 147 и 128).
В состав узла V входят: пиноль 20 (г = 12), винт 21 (t = 1,5), гайка 22 (t — 1,5), вал-шестерня 23 (z = 23), поршень-рейка 24 (г= 12).
")
Рис. 1. Кинематическая схема круглошлифовального станка модели ЗМ151
В состав узла VI входят: винт 25 (t = 10), гайка задняя 26, червячное колесо 27 (г = 40), червяк двухзаходный 28, гайка передняя 37.
В состав узла VII входят: колесо червячное 29 (z — 31), червяк однозаходный 30, вал-шестерня 31 (z — 17), шестерня 32 (z = 51), шестерня 33 (г — 51), муфта 34 (z = 40), блок шестеренный 35 (z = 20 и 40).
На станине имеется рейка 36 (z — 76), по которой перемещается стол.
Гидросистема станка делает следующие функции: продольное реверсивное «перемещение стола, регулируемый по скорости перегон стола при отведенной шлифовальной бабке, осциллирующее перемещение стола, отвод и быстрый подвод шлифовальной бабки, установленный перегон шлифовальной бабки, отвод пиноли задней бабки при отведенной шлифовальной бабке, блокировка механизма ручного перемещения стола, постоянная форсированная подача
Схема гидропривода станка приведена на рис. 2.
Главная насосная установка складывается из спаренного насоса, производительностью Q = 12 и 18 л/мин, установленного на крышке гидроагрегата. Насос Q = 18 л/мин помогает для привода стола, а насос Q = 12 л/мин — для привода всех остальных перемещений. При включении реверсивного перемещения стола насос Q = = 12 л/мин включается в совокупность питания цилиндра стола совместно с насосом Q — 18 л/мин.
При неработающем столе насос Q = 18 л/мин разгружен через проточки золотника 37. Насос 3 лопастной Q = 1,5 л/мин подает масло для смазки направляющих стола. Насос шестеренчатый Q = 5 л/мин подает масло для смазки опор шпинделя шлифовального круга.
Подача масла насосами регулируется дросселями и контролируется манометрами. Обратные клапаны руководят потоком жидкости и пропускают ее в одном направлении.
В совокупности смазки направляющих стола встроен дроссель и фильтр, а в совокупности смазки опор шлифовального шпинделя — золотник и фильтры. В этих же совокупностях смазки встроены реле давления.
В качестве предохранительных клапанов применяют напорные золотники, последний соединяется с магистралью подачи масла от насоса. Узкая фильтрация масла осуществляется фильтром, замусоривание которого контролируется реле контроля расхода. При засорении фильтра масло через обратный клапан поступает к реле, шток последнего втягивается и выключает микропереключатель, что выдает сигнал «Фильтр засорен».
Давление в системе привода подач и гидросистеме стола настраивается по манометру, подключенному в совокупность через золотник. Обратные клапаны предохраняют совокупность при выключении гидропривода. Кран управления снабжает однорукоя-правильное управление станком. При наклоне рукоятки крана на себя шлифовальная бабка посредством цилиндра подводится, а при отводе рукоятки от себя — шлифовальная бабка отводится.
Пуск стола осуществляется наклоном рукоятки 20 вправо на цикл шлифования либо влево на цикл правки. При отведенном положении pукоятки вправо либо влево осуществляется перегон стола соответственно вправо либо влево, причем скорость перегона пропорциональна углу наклона рукоятки.
Продольное перемещение стола. Пуск гидравлического перемещения стола осуществляется при подведенной шлифовальной бабке поворотом рукоятки крана вправо. Наряду с этим масло от насосной установки подводится через среднее сечение крана к цилиндру отключения механизма ручного перемещения стола и расцепляет муфту этого механизма.
Наряду с этим передача вращения от реечной шестерни на маховик неосуществима. По окончании отключения этого механизма масло поступает под торец стопового золотника и перемещает его влево. В зависимости от положения золотника через проточки золотников 36 и 37 масло поступает в правую либо левую полость гидроцилиндра перемещения стола.
Скорость гидравлического перемещения стола при черновом шлифовании определяется настройкой дросселя, а при черновом шлифовании — дросселя. Чистовая скорость перемещения стола обеспечивается включением электромагнита золотника. Наряду с этим масло под давлением поступает к торцу золотника и перемещает его вниз.
В этом случае масло из цилиндра стола идет на слив через дроссель и золотник.
Для правки рукоятку направляться наклонить влево. Регулирование скорости перемещения стола при правке осуществляется настройкой дросселя. Наряду с этим слив масла из нерабочей полости гидроцилиндра происходит через каналы гидропанели, правое сечение крана, подпорный клапан и дроссель правки. Выключение гидравлического перемещения стола производится возвратом рукоятки в вертикальное положение.
Наряду с этим среднее сечение крана соединится с золотником через обратный клапан со сливом. Пружина стопового золотника возвращает его в правое положение. Полости гидроцилиндра через проточки стопового золотника соединяются между собой и со сливом через подпорный клапан.
Подпорный клапан предотвращает подсос воздуха в гидроцилиндр.
Рис. 2. Схема гидропривода круглошлифовального станка модели ЗМ151
В один момент цилиндр блокировки механизма ручного перемещения стола сообщается со сливом, благодаря чего муфта этого механизма будет включена пружиной и стол будет перемещаться поворотом маховика. Возвратно-поступательное перемещение стола может выключаться машинально, отключением электромагнита золотника. Наряду с этим золотник перемещается вниз и масло под давлением поступает под торцы плунжеров, каковые устанавливают рейку в среднее положение.
Рейка поворачивает кран в среднее положение. Рукоятка наряду с этим машинально делается в среднее положение и отклоняется «от себя». Шлифовальная бабка отходит назад в крайнее положение, и стол останавливается.
Реверс стола. При переключении золотника, осуществляющемся в крайних положениях стола через рычаг и упоры реверса, масло под давлением направляется к правому либо левому торцу реверсивного золотника и перемещает его в крайнее правое либо левое положение. Благодаря этого полости гидроцилиндра перемещения стола попеременно соединяются с сливом и давлением, что ведет к автоматическому трансформации направления перемещения стола.
Протяженность хода стола определяется положением упоров реверса, каковые закрепляются в Т-образном пазу стола и воздействуют на рычаг реверса. Упоры стола, влияя на рычаг реверса, перемешают золотник в среднее положение. Наряду с этим осуществляется торможение стола за счет дросселирования слива масла конусным пояском золотника.
При переходе золотника через среднее положение давление масла появляется под плунжером, вследеавие чего золотник управления скоро перемещается в крайнее положение, снабжая полное открытие слива при следующем ходе стола. В один момент давление масла поступает под торец золотника реверса, перемещая его в противоположное положение. Осуществляется реверс стола.
Посредством дросселей осуществляется регулировка задержки стола при реверсах, а посредством дросселей — регулировка плавности разгона стола по окончании реверса.
Перегон стола. Управление перегоном стола осуществляется той же рукояткой, что и перемещение стола. Для перегона стола нужно наклонить рукоятку право либо влево.
Наряду с этим масло поступает через левое сечение крана к торцу плунжера, каковые, перемещаясь, повернут рычаг реверса в сторону, соответствующую направлению наклона рукоятки.
Потом происходит то же, что и при перемещении стола при шлифовании либо правке, но слив из полоости гидроцилиндра идет через правое сечение крана и потом через проточки золотника. Скорость перемещения стола при перегоне определяется углом наклона рукоятки, от которого зависит величина щели правого сечения крана. При опускании рукоятки плунжеры, находящиеся под давлением, воздействуют на рейку и возвращают рукоятку в исходное положение.
Наряду с этим полости гидроцилиндра через проточки стопового золотника соединяются между собой и со сливом, поскольку пружина возвращает золотник стопа в крайнее правое положение, и включается муфта ручного перемещения стола.
Осциллирующее перемещение стола. Для получения осциллирующего перемещения стола с ходом 2 мм необходимо свести упоры стола до касания с рычагом реверса, а рукоятку поставить в положение шлифования. Наряду с этим путь масла такой же, как и при продольном шлифовании.
Число двойных ходов в 60 секунд настраивается дросселями.
отвод и Быстрый подвод шлифовальной бабки. Стремительный подвод шлифовальной бабки к подробности осуществляется наклоном рукоятки «на себя». Наряду с этим масло от насоса через обратный клапан поступает к золотнику.
Через проточку этого золотника масло поступает в верхнюю полость цилиндра. Обратные клапаны у цилиндра стремительного подвода шлифовальной бабки. Из нижней полости этого цилиндра масло сливается. В конце стремительного подвода масло сливается через проточку золотника. Скорость торможения регулируется положением упора, что нажимает на золотник.
Стремительный отвод шлифовальной бабки от подробности осуществляется наклоном рукоятки «от себя». величина и Скорость пути торможения регулируются положением упора, что воздействует на золотник. При включении электромагнита золотника происходит непроизвольный отвод шлифовальной бабки.
Наряду с этим масло под давлением поступает под торец золотника и перемещает его вниз, рукоятка наклоняется «от себя». Демпфер а рекомендован для смягчения удара при резком перемещении золотника.
Установочный перегон бабки по винту вперед либо назад осуществляется гидродвигателем включением электромагнитов золотника. При обесточенных электромагнитах обе полости гидродвигателя объединяются между собой золотником.
Отвод пиноли задней бабки осуществляется от педали подачей команд на включение либо выключение электромагнита золотника. Отвод пиноли вероятен лишь при отведенной бабке, поскольку подвод масла к золотнику осуществляется при отведенном положении поршня.
Поперечные подачи шлифовальной бабки. В качестве привода подач бабки употребляется гидродвигатель. Для осуществления подач употребляется дросселирование на выходе, а для осуществления микроподачи употребляется объемное дозирование на выходе из гидродвигателя. Для получения форсированной подачи при подведенной бабке включается электромагнит золотника.
Золотник находится в верхнем положении. Давление масло подводится к гидродвигателю. При включении электромагнита золотника масло сливается. Для получения черновой подачи включается левый электромагнит золотника 59, а для чистовой — правый. Наряду с этим масло из гидродвигателя поступает на слив через дроссель либо и потом через подпорный клапан и золотник.
Для получения микроподачи включается электромагнит золотника. Наряду с этим масло из гидродвигателя поступает в дозатор. Количество масла в дозатор отрегулирован чтобы получить подачу в 1 мкм за каждое включение электромагнита золотника.
Периодическая подача бабки осуществляется посредством гидродвигателя, вращение от гидродвигателя на гайку ходового винта передается лишь на протяжении включения электромагнитной муфты ЭМ2. Регулирование величины периодической подачи настраивается дросселями скорости вращения гидродвигателя. Команду на включение ЭМ2 дают реле давления. При перемещении золотника управления из одного крайнего положения в второе масло попеременно под давлением поступает к реле давления.
Через определенное время, заданное настройкой дросселей у торцовых полостей золотника, масло из реле давления сообщается со сливом.
Перезарядка механизма подач шлифовальной бабки происходит при отведенной бабке включением электромагнита золотника. Наряду с этим подводится давление масла к гидродвигателю, а слив масла из гидродвигателя происходит через золотник. Золотник наряду с этим находится в нижнем положении.
1. Циклы работы. Полуавтоматический цикл работы «до упора» при продольном шлифовании. Оператор нажимает на педаль, и подается команда на включение электт ромагнита золотника 68. Давление подводится в цилиндр отвода пиноли.
По окончании установки подробности на линию центров оператор отпускает педаль, электромагнит золотника отключается — пиноль подводится пружиной и зажимает подробность в центрах. После этого оператор переводит рукоятку управления в переднее правое положение— «Пуск». В зависимости от положения золотника гидропанели реверса одна из полостей гидроцилиндра стола соединяется с давлением, а противоположная полость — со сливом.
Слив масла из гидропанели идет через дроссель черновой скорости стола и подпорный клапан. Стол начинает перемещаться со скоростью, определяемой настройкой дросселя, величина хода стола определяется положением упоров, переключающих рычаг реверса золотника управления гидропанели. В один момент с пуском стола при смещении рукоятки в переднее положение подается команда на стремительный подвод шлифовальной бабки.
Задняя полость цилиндра стремительного подвода соединяется с давлением, а передняя — со сливом. Перед окончанием стремительного подвода шток цилиндра своим упором нажимает на шток тормозного золотника, перемещает его вниз и неспешно сокращает слив из полости отвода — происходит торможение стремительного подвода шлифовальной бабки. Золотник перемешается вверх, информируя полость гидродвигателя с давлением.
В конце стремительного подвода бабки нажимается конечный выключатель, включающий электромагнит золотника. Масло из гидродвигателя сливается через проточки золотников. Идет форсированная подача, не регулируемая по скорости до появления искры.
По команде от фотореле электромагнит золотника отключается и выключается электромагнит золотника, информируя слив из гидродвигателя через дроссель черновой подачи. У дросселя обратный клапан. В моменты реверса стола импульс давления поступает от панели через проточки золотника и реле давления.
Последние выдают команду на включение электромуфты, которая замыкает кинематическую цепь от гидродвигателя на механизм подачи. Через с реле времени отключает электромуфту, и подача заканчивается.
По окончании снятия чернового припуска по команде от конечного выключателя левый электромагнит золотника отключается и включается правый электромагнит золотника. Масло из гидропанели сливается через дроссели чистовой скорости стола. Стол перемещается с чистовой скоростью.
Гидродвигатель 85 вращается с чистовой скоростью, определяемой дросселем. По окончании снятия чистового припуска нажимается конечный выключатель, что отключает правый электромагнит золотника. Периодические подачи прекращаются, поскольку слив из гидродвигателя закрыт и электромуфта ЭМ2 отключена.
В один момент от конечного выключателя включается схема счета одиночных ходов стола от срабатывания реле давления при реверсах стола.
Пойле отсчета числа ходов стола, заданного тумблером на пульте управления, выдается команда на отключение электромагнитов золотников. Золотник перемещается вниз, рукоятка делается в среднее положение и «от себя». Шлифовальная бабка отводится в заднее положение, и стол останавливается. В конце стремительного отвода бабки нажимается золотник, осуществляя ее торможение.
В конце отвода нажимается путевой выключатель, что включает электромагнит золотника. Наряду с этим масло поступает к гидродвигателю, а слив масла идет через золотник. Осуществляется перезарядка механизма поперечных подач до исходного положения, определяемого конечным выключателем.
Сейчас электромагнит золотника отключается, а электромагнит золотника включается. Цикл закончен.
2. Полуавтоматический цикл работы «до упора» при врезном шлифовании. Кулачки реверса стола сводятся до упора в рычаг реверса. Цикл обработки всецело повторяет цикл полуавтоматического продольного шлифования до упора, за исключением того, что черновая и чистовая подачи шлифовальной бабки идут не иногда, непрерывно, поскольку электромуфта ЭМ2 замыкает кинематическую цепь от гидродвигателя к мёханизму подач на время форсированной и чистовой подач.
По окончании снятия чистового припуска конечный выключатель включает реле времени, которое отключает правый электромагнит золотника электромуфту ЭМ2. Происходит выхаживание. По окончании вы держки времени отключается бабка и электромагнит золотника отводится назад.
На протяжении цикла стол совершает осциллирующее перемещение с минимальным ходом до момента отключения электромагнита золотника 31, в то время, когда он останавливается. Для осуществления полуавтоматического цикла врезного шлифования до упора без осциллирования стола рукоятку пуска не нужно наклонять» в крайние положения. направляться наклонять рукоятку лишь «на себя».
3. наладка станка и Ручной режим работы. Управление подводом и движением стола-отводом бабки осуществляется рукояткой.
Для работы гидропривода станка прибором для автоматической правки предусматриваются элементы, очерченные на гидросхеме узкими линиями и связанные с основной гидросхемой станка пунктирными линиями. Верный прибор снабжает однопроходную и двухпроходную правку. При однопроходной правке цикл начинается с нажатия кнопки «Правка пуск» либо по команде от реле счета числа циклов между правками.
Правка вероятна лишь при отведенной шлифовальной бабке. Наряду с этим включаются электромагниты золотников, электромагнитная муфта ЭМ1 и электромагнит золотникаотключаются. При включении электромагнита золотник перемещается вниз и масло под давлением поступает к цилиндру поперечной подачи бриллианта, к торцам золотников и в верхнюю полость цилиндра.
У золотника обратный клапан. Цилиндром осуществляется поперечная подача бриллианта. Суппорт верного прибора цилиндром прижимает щуп к копирной линейке.
Наряду с этим давление в обоих полостях цилиндра однообразное. За счет разности площадей этих полостей создается упрочнение прижима щупа к копиру. Золотник перемещается в левое положение и открывает путь маслу в правую полость цилиндра перемещения каретки правйльного прибора. Слив из противоположной полости цилиндра осуществляется через золотники, дроссель черновых подач и подпорный клапан. Осуществляется прямой движение правйльного прибора. Скорость-правки регулируется дросселем.
В один момент золотник перемещается в крайнее масло и левое положение сливается из гидродвигателя в дозатор компенсации износа круга. Давление к гидродвигателю подводится от золотника. Масло из нижней полости дозатора сливается через золотник.
У золотника обратный клапан.
Так, гидродвигатель поворачивается в сторону, противоположную направлению вращения при врезных подачах на угол, определяемый количеством масла в дозаторе. Лимб механизма поперечных подач поворачивается на соответствующий угол в сторону, обратную направлению вращения при осуществлении подач. Так как муфта ЭМ1 отключена, то перемещения шлифовальщик бабки на изделие не происходит.
При следующем врезании баб-а переместится механизмом поперечных подач на настроенную ве-чпчину врезания и на величину компенсации. Так, износ круга при правке будет скомпенсирован. В конце хода верного прибора нажимается конечный выключатель.
Наряду с этим включается электромагнитная муфта ЭМ1 и отключаются электромагниты золотников.
Давление масла к гидродвигателю снимается. Золотник перемещается в верхнее положение. Происходит перезарядка цилиндра подачи бриллианта. Верхняя полость цилиндра сообщается со сливом, а в нижней полости этого цилиндра давление остается. Цилиндр перемещает суппорт верного прибора вверх, отводя щуп от копира. Золотники перемещаются в правое положение. Происходит перезарядка дозаторов компенсации. Каретка правйльного прибора ускоренно перемещается в обратном направлении.
Масло из цилиндра сливается через золотник. При подходе цилиндра в крайнее правое положение цикл правки заканчивается. Путевой выключатель включает электромагнит золотника.
При двухпроходной правке в конце первого обратного хода верного прибора нажимается путевой выключатель, что включает электромагниты золотников. Происходит второй движение правйльного прибора. Скорость перемещения определяется настройкой дросселя чистовой скорости. Цилиндр поперечной подачи бриллианта осуществляет подачу бриллианта второй раз.
В этом случае дозатор направляться настраивать на величину компенсации, равную двойной подачи бриллианта, поскольку при втором ходе электромагнит золотника не включается. В конце хода верный прибор нажимает на электромагниты и конечный выключатель золотников отключаются. Происходит ускоренный возврат и подъём суппорта каретки верного прибора.
Путевой выключатель включает электромагнит золотника.
Работа гидропривода с измерительным прибором типа БВ-4100-5. Ввод измерительного прибора осуществляется от включения электромагнита золотника. В полуавтоматическом режиме измерительный прибор вводится по окончании снятия чернового припуска включением левого электромагнита золотника.
По окончании снятия чистового припуска измерительный прибор дает команду на включение импульсной доводочной подачи. Наряду с этим электромагнитная муфта и электромагнит золотника ЭМ2 при врезном шлифовании трудятся в импульсном режиме: включаются на 1 с и отключаются на 2 с. При полуавтоматическом режиме продольного шлифования электромагнит золотника и ЭМ2 включаются при реверсах стола по команде от реле давления и выключаются по окончании 1 с. При достижении заданного размера измерительный прибор дает команду на отключение электромагнитов золотников. Происходит отвод измерительного прибора и бабки.
Работа гидропривода с измерительным прибором при шлифовании ступенчатого валика. Управление работой прибора осуществляется электромагнитами золотников. Золотники размещены в корпусе прибора. Ввод измерительного прибора при ручной работе, наладке и полуавтоматическом режиме осуществляется при включении электромагнита золотника. Цилиндр осуществляет ввод прибора. Во введенном положении нажимается путевой выключатель, что включает левый и правый электромагниты золотника.
Золотник руководит цилиндромперемещения измерительного прибора влево либо вправо. Направление перемещения измерительного прибора задается тумблером на пульте управления. При перемещении, скобы в крайнее положение нажимается путевой выключатель, что дает команду на включение электромагнита золотника, осуществляется свод губок измерительной скобы.
Измерительная скоба выдает в схему управления две команды: предварительную — переход с чистовой подачи на доводочную и окончательную — отвод шлифовальной бабки. Скоба измерительного прибора сводится цилиндром, губки измерительного прибора разводятся цилиндром.