Общесоюзная система классификации деталей машино
")
Ответственным шагом на пути создания универсальной классификационной совокупности, пригодной как для ответа последовательности конструкторских, так и последовательности технологических и планово-экономических задач, есть создание Общесоюзного классификатора промышленной и сельскохозяйственной продукции (ОКП).
В соответствии с классификатором ОКП изделиям приборостроения и машиностроения, так же как и их главным конструкторским документам,- присваивается обозначение в определенном, установленном Госстандартом и Госпланом СССР, порядке, а все
узлы и тали изделий машино- и приборостроения подразделяются на отраслевые и общемашиностроительные.
К отраслевым относятся подробности, имеющие какой-либо специ-Ьический, значительный для данной отрасли техники, отличитель-ыи показатель либо их совокупность. Такими показателями смогут быть свойственные для данной отрасли техники геометрическая форма либо’конструкция подробности, характерные габаритные размеры, способы производства, эксплуатации, хранения и т. д.
Общемашиностроительными считаются подробности неспецифические для какой-либо одной отрасли техники по конструкции, габаритным размерам, материалам, технологии изготовления, и дётали, для которых в национальных стандартах выяснены размерные, материальные и другие параметры, разрешающие изготовлять их аналогично в разных отраслях машиностроения.
Для кодирования и классификации общемашиностроительных подробностей в ОКП выделены два класса: 40 — «Подробности общемашиностроительного применения (тела вращения)» и 50 — «Подробности общемашиностроительного применения (не считая тел вращения)», каковые являются составной частью высших классификационных группировок (ВКГ) общесоюзного классификатора (ОКП).
Структура высших классификационных группировок (В КГ) определяется следующей схемой:
В соответствии с данной схемой для кодирования классификационных группировок употребляются цифровые символы от 1 до 9.
Разнообразие характеризующих подробность исходных показателей и ограниченная ОКП значность кода требуют назначения и выбора таких показателей классификации, каковые чаще вторых используются в задачах поиска подробностей при проектировании и для укрупненного отбора при унификации.
В классах 40 и 50 ОКП из всего множества показателей классификации выбраны следующие:
– геометрическая форма подробности;
– конструктивная черта отдельных элементов подробности;
– обоюдное размещение элементов подробности;
– параметрический (длины и размерное соотношение диаметра, к примеру);
– делаемая подробностью функция.
Место каждого из вышеперечисленных показателей в шифре подробности не есть жестко фиксированным и зависит от его значимости для поиска. Так, функциональный показатель в некоторых случаях может стать главенствующим.
Классы 40 и 50 классификатора ОКП выстроены по иерархическому принципу, в то время, когда производится последовательное разделение совокупности подробностей «сверху вниз» по способу дедукции на группировки, имеющие сходные показатели. С каждой последующей ступенью деления множества (от класса до вида) показатели, характеризующие сходство элементов в данной группировке, становятся все более конкретными.
В шифре (коде) подробности по окончании ступени классификации «вид» проставляется трехзначный регистрационный номер, присваиваемый централизованно в порядке поступления чертежей на регистрацию.
В классе 40 0000 классификатора ОКП классифицируются подробности общемашиностроительного применения — тела вращения, т. е. подробности с наружной поверхностью, образованной вращением линии (либо линий) около оси. В этом же классе классифицируются подробности — тела вращения с элементами не тел вращения, в случае если протяженность этих элементов не превышает половины длины подробности.
Формирование подклассов подробностей класса 40 000, за исключением групп крепежных подробностей, производится по большей части по геометрической форме наружной поверхности подробности с последующей конкретизацией показателей в группах, видах и подгруппах — отсутствие либо наличие фланцев, центрального отверстия и т. д.
При формировании групп крепежных подробностей употребляются такие исторически сложившиеся наименования, как болт, шплинт, гайка, гвоздь, шайба, потому, что во всех отраслях техники они понимаются конкретно. Указанные наименования при пользовании ими воспроизводят обобщенный геометрический образ в представлении потребителя (конструктора, технолога и т. д.).
Всесоюзный классификатор подробностей машино- и приборостроения есть информационно-поисковым языком для поиска и кодирования документации о подробностях. Он разрешает раскрыть количественный и качественный состав производства и тем самым уменьшить обнаружение чертежей подробностей, подлежащих совместному рассмотрению при ответе вопросов их группирования, типизации технологических процессов, стандартизации и унификации подробностей и их конструктивных элементов, заимствования подробностей вместо конструирования новых, специализации производственных подразделений, организации поточно-других вопросов и группового производства совершенствования разработки, управления и организации производства.
Конечно, что точность ответа вышеуказанных вопросов, в особенности при механизации этих работ, обусловливается количественным и качественным составом показателей, учтенных в высших классификационных группировках ОКЛ. В связи с тем, что эти показатели являются достаточно укрупненными, совокупность классификации подробностей ОКП особенно пригодна для ответа вопросов на наибольших уровнях.
Но учтенных для подробностей 40 и 50 классов ОКП показателей (каковые по преимуществу являются конструктивными) далеко не достаточно для ответа последовательности технологических задач и а также механизации технологической подготовки, и для осуществления механизации оперативно-учёта производства и производственного планирования. Для возможности ответа последовательности технологических и организационных задач создан дополнительный технологический классификатор.
Технологический классификатор [16] подробностей входит в качестве составного .элемента в кодирования и единую систему классификации технико-экономической информации, базой для кото-рои есть общесоюзный классификатор промышленной и сельскохозяйственной продукции (ОКП).
Создатели технологического классификатора так формулируют решаемые с его помощью задачи:
– группирование подробностей с целью последующей разработки групповых технологических процессов;
– обработка и отбор сведений с целью организации подетально специальных производств (заводских, отраслевых и межотраслевых), разрешающих внедрить поточный способ производства с применением наиболее оснащения и прогрессивного оборудования.
Для решения этих задач выраженная в цифровом коде технологическая черта подробности употребляется вместе с шифром подробности по общесоюзному классификатору ОКП.
Целый классификатор разбит на разделы, отражающие технологическую специализацию производств: механическая обработка, литье, штамповка и др.
Показатели, учтенные в технологическом классификаторе, развивают чёрта подробности, данную ей на наибольших классификационных группировках ОКП.
Исходя из факторов, оказывающих громаднейшее влияние на выбор технологического варианта обработки подробностей резанием, выяснены технологические показатели, которым присвоен поделённый на три части цифровой код, в последовательности, нижеуказанной:
а) постоянная часть шифра — из шести знаков: размерная черта — три символа; несколько материала — два символа;
укрупненная группировка исходных заготовок — один символ;
б) вид обработки — один символ;
в) переменная часть — из семи знаков: класс точности — два символа;
класс чистоты — один символ;
дополнительная размерная черта по модулю элементов зубчатого зацепления — один символ;
– уточненный вид заготовки — один символ;
– весовая черта — один символ;
– термическая обработка — один символ.
Структура неспециализированного кода подробности, обрабатываемой резанием, приведена ниже.
Технологическая часть классификатора относится ко второму виду классификационных совокупностей — совокупностям кодирования свободных классификационных показателей.
Разглядим состав кодируемых классификационных показателей технологической части классификатора.
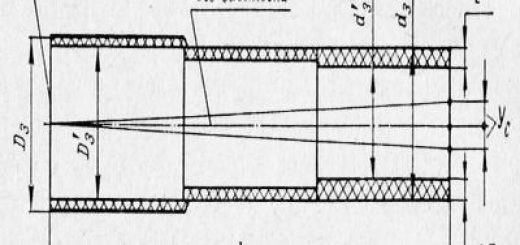
Размерная черта. Классификация размерной характеристики осуществлена для всех подробностей 40 и 50-го классов ОКП по трем главным параметрам. Каждому параметру соответствует один цифровой символ в трехзначном коде размерной характеристики.
Параметры кодируются размерными промежутками, выбранными с таким расчетом, дабы разрешить при разработке технологических процессов произвести выбор оборудования с нужной эксплуатационной чёртом.
К примеру, класса 40-и детали кодируются по наружному диаметру, диаметру и длине центрального отверстия. Наряду с этим указанные параметры имеют не конкретные значения, а размерные промежутки.
Материал подробности. Классификационными группировками по этому показателю охвачены материалы, имеющие использование на практике в машино- и приборостроении.
Подразделение материалов произведено по достаточно неспециализированным показателям, которых, но, оказывается достаточно для определения режимов резания, выбора оборудования и марки режущей части инструмента.
Укрупненная группировка исходных заготовок. Показатель подразделения подробностей по исходной заготовке есть смешанным в нем имеется как профиль исходной заготовки, так (.в некоторых группировках) и способ ее получения: прутки, проволока, фасонные профили — одна группировка; страницы, полосы, лепты — вторая группировка; штамповки и поковки — третья группировка; отливки — четвертая группировка и т. д.
В таком виде указанный показатель может служить только обобщенным целям, к примеру, выделить группу подробностей, заготовки для которых должны поставляться литейным цехом.
Вид обработки. Этот показатель укрупненно характеризует вид обработки подробности.
Класс точности (наивысшая точность размеров). кодирование и Классификация по этому показателю осуществляется на базе установленных заблаговременно условностей и не отражает настоящей точности размеров подробности.
Для более полной чёрта точности подробности дополнительно кодируются по точности обоюдного внутренних поверхностей и расположения наружных, по точности размеров размещения отверстий, по точности элементов зубчатого зацепления.
Классы чистоты (наивысшая чистота поверхности).
В качестве базы для определения наивысшего класса чистоты забрана наружная поверхность. Исходя из этого этот показатель может принимать во внимание только сугубо ориентировочным, приблизительным.
Уточнение вида заготовки. Этот показатель (12-й символ технологической части шифра подробности) уточняет вид заготовки. Так, к примеру, группировка «отливки» уточняется по способу получения отливок: в земляные (песчано-глинистые) формы, в железные формы, оболочковые формы, по выплавляемым моделям и т. д.
Классификация по весовой чёрту введена для облегчения ответа вопросов транспортирования, складирования и т. д.
Градация группировок установлена с учетом эксплуатационных черт ручных и механических складирования и средств транспортировки.
Последним классификационным показателем технологической части классификатора есть показатель, определяющий место и вид размещения в общем технологическом ходе термических и химико-термических операций.
Показатель не конкретизирует содержание термической и химико-термической обработки и может служить только для отделения из общего количества подробностей, подвергающихся в ходе изготовления термической либо химико-термической обработке.