Пресс-формы
Основной предпосылкой для получения точной отливки является точная модель с поверхностью, не имеющей пороков, с точно выдержанными размерами, отвечающая всем технологическим особенностям, которые проявляются при производстве отливок. Для изготовления такой модели применяют точно изготовленную пресс-форму. Часто при выборе способа литья по выплавляемым моделям определяющим является стоимость мастер-модели и пресс-формы.
Иногда может быть даже так, что расходы на изготовление мастер-модели и пресс-формы будут более высокими, чем экономия, получаемая в результате перевода детали с механической обработки на литье.
Пресс-формы для литья выплавляемых моделей должны отвечать следующим основным требованиям: обеспечивать получение качественных моделей (с заданной точностью и чистотой поверхности, без дефектов); минимальное время охлаждения модели.
По целевому назначению и использованию пресс-формы подразделяются:
а) для изготовления собственно моделей;
б) для изготовления вспомогательных технологических деталей (стояков, коллекторов, прибылей и т. п.).
По конструкции пресс-формы классифицируют на одногнездовые (одноместные); многогнездовые, не связанные литниковой системой; многогнездовые со сменными вкладышами для сборки в кондукторах.
По степени механизации пресс-формы бывают простые, с удалением моделей (вручную); простые, с ручным удалением моделей с помощью толкательной системы; сложные, с извлекаемыми стержнями. Пресс-формы собирают со стержнями и деталями пресс-формы и разбирают вручную или с помощью механизмов; полностью механизированные или автоматизированные.
По способам изготовления пресс-формы классифицируют на обрабатываемые механически; литые из легкоплавких сплавов; литые из цинковых сплавов; литые из пластмасс; литые из гипса; литые или прессованные из каучука (резины); обрабатываемые способами гальванопластики или металлизации.
Стоимость пресс-формы в основном зависит от ее сложности; которая определяет трудоемкость изготовления и материал пресс-формы. Эти факторы решают технолог и конструктор. При проектировании пресс-формы технолог и конструктор руководствуются требованиями, предъявляемыми к отливкам, и количеством отливок в серии.
")
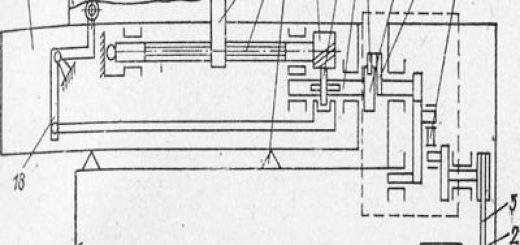
Рис. 1. Пресс-форма, изготовленная механической обработкой
Пресс-формы, изготовляемые механической обработкой (рис. 1), широко используют для изготовления выплавляемых моделей. Пресс-форму целиком изготовляют на механообрабаты-вающих станках без применения мастер-модели. Конструкция пресс-форм для несложных отливок (без внутренних полостей) относительно проста, так же как и ее изготовление.
Значительно сложнее и дороже изготовление пресс-форм для отливок с внутренними полостями или с фигурной плоскостью разъема. Модели с внутренними полостями или с профильными сочленениями (оси которых не параллельны направлению раскрытия формы или проходят вне плоскости разъема) должны иметь выдвижные стержни, точное изготовление и подгонка которых в пресс-форме очень трудоемки. Такие пресс-формы изготовляют из стали и алюминиевых сплавов.
Алюминиевые сплавы предпочтительнее, так как они имеют высокую теплопроводность. В литых заготовках из алюминиевых сплавов часто встречаются поры и рыхлоты, которые ухудшают качество поверхности моделей.
Формы изготовляют по 6-му классу точности IT с шероховатостью поверхности 0,4—0,8 мкм по Hsk. Модельные участки должны быть оборудованы современными точными металлорежущими станками. Модели, изготовленные в таких пресс-формах, отличаются высокой точностью, а сами пресс-формы — долговечностью.
Пресс-формы из легкоплавких сплавов (рис.2) изготовляют заливкой легкоплавкого сплава на металлическую мастер-модель, установленную в стальном каркасе. Каждую половину пресс-формы заливают разными сплавами, отличающимися друг от друга температурой плавления. При плоском разъеме модель формуется в стальной обечайке формовочной смесью, состоящей из кварцевого песка с 3% бентонита; влажность смеси 3,5—5,0%, прочность в сыром состоянии 0,8—1,0 Н/см2.
При криволинейном разъеме модель фиксируется в гипсовой фальшивой плите. Перед заливкой гипсом поверхность модели смазывают маслом. После отверждения гипса разъем зачищают для удобства извлечения модели.
Затем на обечайку с фальшивой плитой и моделью устанавливают вторую обечайку и медленно нагревают собранный комплект до температуры заливки легкоплавкого сплава. Для литья первой металлической половины используют сплав с более высокой температурой плавления. Температуру модели и фальшивой плиты контролируют стружкой отливаемого сплава, насыпанной на модель. Температура должна быть такой, чтобы стружка расплавлялась с образованием шариков из жидкого сплава.
Легкоплавкий сплав не следует перегревать более чем на 30—40° С выше температуры его плавления. В противном случае угарают элементы сплава и он перестает быть эвтектическим. Применение неэвтектических сплавов приводит к грубой поверхности пресс-формы.
Перед заливкой с зеркала расплавленного сплава снимают окисные пленки и загрязнения. После заливки обечайку осторожно постукивают для удаления с модели прилипших пузырьков воздуха, а зеркало залитого металла осторожно подогревают во избежание его преждевременного затвердевания. Форму после охлаждения металла разбирают и из нее извлекают модель. Разъем пресс-формы зачищают и в ней выполняют технологические полости (литниковый канал, коллектор и т. д.).
Стержни, толкатели и центрирующие штыри вытачивают на механообрабатывающих станках. Отверстия под толкатели получают при помощи заливки самих толкателей или вспомогательных штырей при изготовлении второй половины пресс-формы. Модель должна быть прочно соединена с толкателем, чтобы не произошло перекоса.
Рис. 2. Пресс-форма из легкоплавких сплавов
Рис. 3. Пресс-форма из цинкового сплава
Вторую половину пресс-формы заливают сплавом с более низкой точкой плавления по сравнению со сплавом, используемым для первой половины пресс-формы. Поверхность первой половины пресс-формы перед заливкой коптят сажей горящего масла. После заливки и охлаждения второй половины пресс-формы модель извлекают и при необходимости подправляют полость и разъем пресс-формы (подгонка обеих половин пресс-формы).
Мелкие дефекты в полости исправляют пайкой или заделывают смолой.
Для первой половины пресс-формы обычно используют сплав, состоящий из 80% свинца, 14% сурьмы и 6% цинка с температурой плавления около 250 °С. Вторую половину пресс-формы отливают из легкоплавкого сплава, содержащего 51% олова, 31% свинца и 18% кадмия с температурой плавления 150 °С.
Поверхность рабочей полости пресс-формы шабруют и полируют. Такая технология позволяет получить пресс-форму с точностью по 8—9-му классу IT. Мастер-модели обычно изготовляют из среднеуглеродистой стали. Поверхность модели полируют.
При изготовлении модели, состоящей из Нескольких кусков, не рекомендуется их скреплять пайкой твердыми и мягкими припоями.
Легкоплавкие модели, получаемые в литых пресс-формах, имеют качественную поверхность и удовлетворительную размерную точность. Однако пресс-формы быстро выходят из строя, поэтому их рекомендуется использовать для изготовления небольшой серии отливок. Литые пресс-формы из легкоплавких сплавов нецелесообразно использовать для изготовления крупных моделей из-за значительной стоимости и большого расхода легкоплавких сплавов..
Пресс-формы из цинковых сплавов (рис. 14) изготовляют заливкой мастер-модели цинковым сплавом в стальной обечайке.
При изготовлении сложных пресс-форм или пресс-форм, к которым предъявляются повышенные требования по точности, на зеркало залитого цинкового сплава прикладывают давление вплоть до полного затвердевания сплава. По сравнению с пресс-формами из легкоплавких сплавов пресс-формы из цинковых сплавов тверже, прочнее, меньше изнашиваются и деформируются при ударах, т. е. стойкость пресс-формы из цинкового сплава несколько выше, чем из легкоплавкого.
Процесс изготовления пресс-форм из цинковых сплавов, затвердевающих под давлением в первой фазе, аналогичен процессу изготовления пресс-форм из легкоплавких сплавов. Сначала изготовляют полированную цинковую или стальную модель. Модель формуют песчаной смесью и заглубляют от плоскости разъема на 1 мм. Перед заливкой песчаную форму коптят сажей, затем на нее устанавливают стальную опоку и комплект подогревают до 260—280° С. В обечайку заливают цинковый сплав, перегретый до 410—430 °С.
Если модель выполнена из цинкового сплава, то первоначально весь комплект охлаждают до комнатной температуры, а затем модель вновь подогревают до 100—200 °С для ее лучшего извлечения.
Освобожденную от модели полуформу механически обрабатывают по разъему и в нее вставляют модель с последующим копчением сажей. Затем устанавливают вторую половину обечайки и весь комплект подогревают в печи до 260—280 °С. Нагретый комплект устанавливают под прессом, заливают цинковым сплавом и прессуют пуансоном с силой не менее 10 кН в зависимости от величины формы, вплоть до полного затвердевания сплава.
После охлаждения до комнатной температуры комплект вновь подогревают до 100—200 °С для облегчения его разборки.
Отлитую первую половину пресс-формы обрабатывают, а на плоскости разъема высверливают два или три глухих отверстия для фиксации со второй половиной пресс-формы. Толкатели фиксируют в пресс-форме заливкой сплавом или же в пресс-форме для них высверливают отверстие.
Аналогичным способом отливают вторую половину пресс-формы. Пресс-форму доводят механической обработкой до требуемых размеров, фрезеруют литниковую систему, изготовляют толкатели, стержни и устанавливают зажимные устройства.
Для изготовления пресс-формы из цинковых сплавов без давления применяют разъемную модель. Обе ее половины устанавливают отдельно на плиты в обечайку, подогревают до 420 °С и заливают цинковым сплавом с температурой 470—490 °С. После затвердевания и охлаждения обечайку снимают, удаляют плиту и извлекают модель.
Плоскость разъема пресс-формы обрабатывают и соединяют обе половины по центрирующим штырям. Вспомогательные части пресс-форм, например толкатели, стержни, Центрирующие штыри и т. п., изготовляют обычно из стали механической обработкой. Изготовить пресс-формы из цинковых сплавов без давления относительно просто и дешево, однако такой способ применяют при простой плоскости разъема.
Рис. 4. Пресс-форма из пластмассы
Пресс-формы из цинковых сплавов достаточно долговечны, обеспечивают высокое качество моделей и сравнительно недорогие. Они пригодны для изготовления отливок крупными сериями, но почти не пригодны для моделей с большими полостями или с боковыми и наклонными стержнями. Затраты на заработную плату при изготовлении цинковых пресс-форм больше, а стоимость материала ниже, чем при изготовлении пресс-форм из легкоплавких сплавов.
Пресс-формы, получаемые заливкой мастер-модели пластмассами (рис. 4), очень просты в изготовлении и поэтому дешевы. Они недостаточно долговечны, и поэтому их используют при изготовлении отливок малых серий. Материалом пресс-форм являются дентакрил или эпоксидные смолы.
Учитывая, что пластмассы менее теплопроводны, чем металл, их следует использовать для пресс-форм малых размеров с равномерно распределенной массой, чтобы затвердевание модельного состава проходило равномерно. Для увеличения теплопроводности рекомендуется в смолы вводить наполнители — металлические порошки или дробь.
Наилучшими мастер-моделями являются металлические, полированные; для менее ответственных отливок применяют деревянные модели. Практически для моделей можно использовать различные материалы, которые не деформируются при заливке пластмассами. С гипсовых моделей получают наименее качественные отпечатки, чем с деревянных, а тем более металлических.
Перед заливкой модель смазывают тонким слоем разделительного состава для лучшего отделения мастер-модели от залитой массы. Хорошо себя зарекомендовали смазки: 2%-ный раствор силиконового масла в трихлорэтилене; 2%-ный раствор пчелиного или карнаубского воска в бензине и раствор касторового масла в метиловом или этиловом спиртах. Смазку наносят щеткой или пульверизатором очень тонким слоем, чтобы не нарушалась точность мельчайших элементов поверхности модели.
Процесс изготовления пресс-форм из пластмасс аналогичен процессу изготовления с использованием жидких расплавов металла. Наиболее целесообразно использовать гипсовую фальшивую плиту. Пластмассу заливают с максимальной скоростью непрерывной струей, чтобы в массе не замешивались пузырьки воздуха. Струю пластмассы направляют на плоскость разъема, поднимающийся уровень жидкости спокойно покрывает модель.
Воздушные пузыри из смолы, наполненной металлическим порошком или дробью, удаляют вакуумированием или вибрацией.
Рекомендуется использовать массу, состоящую из смолы CHS Ероху 1200, в которую замещено 80% (по массе) стальной дроби размером 0,3—0,5 мм. Смесь при перемешивании нагревается до 50 °С, в нее вводят отвердитель Р1 в соотношении 7 ч на 100 ч смолы Ероху 1200 и полученную смесь снова тщательно перемешивают.
Пресс-формы из эпоксидных смол с металлическим наполнителем часто используют для отработки технологии литья или для получения небольших серий выплавляемых моделей. Этот способ не требует больших затрат времени, дешев и всегда применяется без механической обработки. Недостаток пластмассовых пресс-форм — меньшая точность и малая теплопроводность пресс-форм по сравнению с металлическими.
Пресс-формы из гипса можно использовать для изготовления отдельных моделей без особых требований к их размерной точности. Стойкость таких форм очень небольшая, но, учитывая незначительные расходы на их изготовление, их часто используют при проверке технологических решений. Формы разъемные, причем обе половины отлиты в деревянных или металлических разборных обечайках.
Вторую половину формы заливают по первой, как по фальшивой плите. Чтобы гипс не прилипал, разъем первой пресс-формы смазывают разделительным составом (раствор воска в трихлорэтане, в—бензине или в силиконовом масле; раствор вазелина в бензине). Гипсовые формы не пригодны для запрессовки в них модельного состава под давлением.
Модельный состав заливают в формы в расплавленном состоянии свободной заливкой.
Формы, изготовляемые заливкой мастер-модели силиконовым каучуком, используют для изготовления выплавляемых моделей, к которым не предъявляются требования по точности, например модели декоративных предметов или модели для проверки разрабатываемой технологии литья (например, плотности отливок при выбранной литниковой системе). Такие формы эластичны, поэтому в них можно изготовлять модели с отрицательными укло-
Формы из силиконового каучука можно также изготовлять без фальшивой плиты, заливкой целой модели. После затвердевания оболочку из силиконового каучука разрезают по разъему. Фальшивую плиту лучше всего изготовлять из гипса.
Направляющие штыри можно залить в обе половины формы; помимо этого, можно изготовить из модельного состава модель литникового канала и заформовать его одновременно с моделью. Формы из каучука в металлических обечайках можно использовать для изготовления моделей методом запрессовки модельного состава при малом давлении. В формах без обечаек допускается только свободная заливка модельного состава.
Очень малая теплопроводность каучуковых форм удлиняет весь цикл изготовления моделей, но позволяет получать модели с четким отпечатком и высоким качеством поверхности.
Пресс-формы, изготовляемые гальванопластическими способами, можно использовать для очень точных и сложных моделей средней массы. Такие пресс-формы не пригодны для изготовления моделей, имеющих глубокие карманы, пазы и отверстия, их производство относительно дорого, требует специального оборудования и поэтому не находит в ЧССР широкого применения.
Пресс-формы, изготовляемые при помощи металлизации, не проверены до сих пор в производстве, но были рассмотрены авторами с технической и экономической стороны с ранее приведенными способами.
Основным принципом металлизации является нанесение жидких частиц металла газовым потоком на подготовленную поверхность предмета при помощи металлизационного пистолета. Металлическая проволока в пистолете расплавляется либо пламенем, чаще всего кислородно-ацетиленовым, или электрической дугой.
При ударе под влиянием кинетической энергии частицы металла деформируются, сцепляясь между собой и с поверхностью материала, и образуют прочно связанную массу, которая точно воспроизводит форму предмета — модели. Этот способ используют не для всех типов моделей. Плоскости, напыляемые под углом к потоку, металлизируются труднее или вообще не металлизируются при больших размерах их площади или при очень остром угле атаки.
Любая пресс-форма (стальная, из легкоплавких или цинковых сплавов, из пластмассы) может быть простой, сложной и с различной степенью механизации. Пресс-форма может быть предназначена только для конкретной конфигурации моделей или же быть универсальной со сменными вставками. В пресс-форме может быть выполнено устройство для водяного охлаждения, и, наконец, она может быть использована для изготовления моделей или литниковых систем.
Разумеется, что при изготовлении моделей малых серий или при единичном производстве не используют высокомеханизированные пресс-формы. Технология и расходы на изготовление пресс-формы из разных материалов различны.
При проектировании пресс-форм для выплавляемых моделей необходимо учитывать конструктивные особенности их элементов, которые могут существенно влиять на работу всей пресс-формы. Такими элементами, например, являются:
1) собственно полуформы, зависящие от конфигурации отливки (пресс-форма без отъемных вставок либо с разборными элементами);
2) стержень (подвижной или стационарный);
3) толкатели;
4) система охлаждения пресс-формы;
5) система подвода модельного состава в центральный коллектор (сборка звеньев моделей);
6) система подвода модельного состава для отдельных моделей (припаиваемые модели);
7) система отвода воздуха у пресс-форм.
В пресс-формах без вставок модель формируется либо в обеих половинах, либо в одной, обычно нижней половине пресс-формы. Обе половины пресс-формы должны быть между собой подогнаны по поверхности разъема, которая может быть плоской или профильной. Полость пресс-формы должна быть выполнена таким образом, чтобы при раскрытии пресс-формы из обеих половин модель могла быть легко извлечена.
В разборной пресс-форме со сложным профилем полости для извлечения модели приходится перед раскрытием пресс-формы извлекать из нее вставки, стержни и другие элементы. Такие решения применяют лишь в тех случаях, когда конфигурация отливки очень сложная и нельзя без отъемных частей выполнить плоскость разъема пресс-формы.
Сложную форму полостей или отверстия в модели получают с помощью стержней, которые располагают перпендикулярно или параллельно плоскости разъема; в последнем случае — боковые стержни. Стержни с перпендикулярным расположением относительно плоскости разъема, если это позволяет конфигурация отливки, рекомендуется закреплять в нижней полуформе. Боковые стержни при малой серии отливок следует извлекать вручную; очень мелкие стержни извлекают из пресс-формы вместе с моделями.
Рис. 5. Металлический составной стержень, оформляющий сложную конфигурацию полости
Рис. 6. Расположение толкателей в пресс-форме
Толкатели служат для выталкивания моделей из рабочей полости пресс-формы; их располагают в нижней половине пресс-формы (рис. 17). Плоскость разъема должна быть выбрана так, чтобы при раскрытии пресс-формы модель оставалась в нижней половине.
Так как толкатели оставляют на моделях отпечаток, их следует размещать, если это возможно, на обрабатываемых поверхностях.
Толкатели должны иметь стопорное устройство, или в пресс-форме выполняют специальные плиты для предупреждения перемещения толкателей во время запрессовки модельного состава. Профильные толкатели фиксируют в пресс-форме (из-за их возможного поворачивания вокруг своей оси). Наилучшим материалом для толкателей зарекомендовал себя серый чугун, предназначенный для подшипниковых втулок по CSN 42 2456. Толкатели приводятся в движение нажимной плитой через гидропривод или вручную.
Возвращаются толкатели в первоначальное положение в большинстве случаев сжатой пружиной.
Во многих случаях модели молено извлекать без толкателей при помощи сжатого воздуха, подводимого через газопроницаемую вставку (рис. 7).
Для сокращения цикла затвердевания и устранения наружной местной усадки на поверхности моделей пресс-формы следует охлаждать. Наиболее эффективно охлаждение пресс-формы холодной водой. В пресс-формах без вставок каналы для охлаждения изготовляют в одной или двух полуформах, в пресс-формах со вставками дополнительно охлаждают гнезда для вставок.
Размеры охлаждающих каналов обычно не рассчитывают, и конструктор определяет их по своему опыту и по возможности их размещения в пресс-форме. Каналы предусматривают обязательно возле наиболее массивных частей модели. Для охлаждения часто используют питьевую воду. Температура воды изменяется от погодных условий, что не позволяет устанавливать единый режим охлаждения.
Желательно проводить охлаждение в специальном холодильном устройстве и поддерживать постоянную температуру воды.
Рис. 7. Извлечение модели из пресс-формы сжатым воздухом: 1 – ПОДВОД сжатого воздуха; 2 — газопроницаемая вставка
Необходимо фиксировать верхнюю и нижнюю половину пресс-форм между собой в плоскости разъема. Это обеспечивается в большинстве случаев центрирующими штырями или конструкцией типа выступ—впадина в пресс-формах из легкоплавких сплавов или пластмасс (рис. 8).
Полуформы из цинковых сплавов фиксируются высверливанием впадины в одной половине пресс-формы перед заливкой другой половины.
Рис. 8. Фиксирование половин пресс-форм при помощи выступа
Пресс-формы больших размеров или пресс-формы для изготовления моделей большими сериями закрепляют на плитах за-прессовочного устройства, поэтому конструктору необходимо предусмотреть способ крепления пресс-форм к плите такого устройства. Пресс-формы малых размеров или для моделей небольших серий не закрепляют, а устанавливают и снимают с запрессованного устройства вручную.
Воздух удаляется из пресс-формы через зазоры между направляющими втулками и толкателями по плоскости разъема или по специально выполненным канавкам.
Пресс-фломы с полной механизацией и автоматизацией сборки и разборки пригодны для изготовления моделей больших серий или для массового производства. В литейных цехах литья по выплавляемым моделям в ЧССР такие типы пресс-форм пока не изготовляют, так как отливки производят относительно небольшими сериями. Использование автоматизированных пресс-форм предполагает высокопроизводительное запрессовочное оборудование и соответствующие транспортные устройства для передачи пресс-форм от позиций сборки, запрессовки, охлаждения и разборки.
Если в литейных цехах используют различные типы запрес-совочного оборудования, то применяют и соответствующие им конструкции пресс-форм. Это создает определенные трудности, так как в каждом литейном цехе необходимо проектировать и изготовлять различные конструкции пресс-форм. Поэтому в каждом литейном цехе точных отливок должна быть собственная технология изготовления пресс-форм, что зависит от оснащения оборудованием и различными устройствами, необходимыми для того или другого вида производства.
Экономическое сравнение отдельных способов изготовления пресс-форм. Первоначально пресс-формы для выплавляемых моделей изготовляли из металлов механической обработкой. В целях снижения производственных расходов и расширения возможности использования литья по выплавляемым моделям были разработаны и предложены другие, более дешевые и более быстрые способы изготовления пресс-форм.
В этой таблице расходы на заработную плату систематизированы относительно затрат (принято за 100%) на изготовление стальных пресс-форм механической обработкой. Затраты на заработную плату отражают расходы, связанные с изготовлением одинаковых простых пресс-форм различными способами. Степень точности классифицирована по пятибалльной системе. Разница между отдельными баллами не равноценна.
Например, разница в точности между 1-м и 2-м баллами или 2-м и 3-м меньше, чем между 4-м и 5-м баллами. Время затвердевания определено экспериментально по результатам наблюдений за охлаждением одинаковых выплавляемых моделей в пресс-формах различного типа.
Это то время, которое необходимо для выдерживания модели в пресс-форме с последующим ее извлечением без опасности повреждения и деформации при дальнейших технологических операциях. Данные об этом времени носят информационный характер. Могут быть и отклонения от приводимых величин.
Это зависит, например, от используемого модельного состава и температуры его запрессовки.
Последняя графа табл. 13 содержит сведения о стойкости пресс-форм. Стойкость пресс-форм, изготовленных по одинаковой технологии, зависит от многих факторов: размеров моделей; положения плоскости разъема в пресс-форме, особенно когда плоскость разъема проходит по поверхности, не имеющей припуска на обработку; числа и качества толкателей и, наконец, от тщательности ухода за пресс-формой во время ее эксплуатации, регулирования и наладки, а также от состояния запрессовочного оборудования.
Данные взяты из практического опыта работы в литейных цехах литья по выплавляемым моделям, где изготовлялись пресс-формы по приведенным технологическим процессам.
На практике будут использовать и механически обработанные пресс-формы, так как это единственный производственный способ изготовления пресс-форм для моделей больших габаритных размеров и массой более 10 кг. В таких же пресс-формах будут изготовлять наиболее сложные по конфигурации модели, со сложной плоскостью разъема и с отъемными частями. Модели отливок, уготовляемых большими сериями при высоких требованиях чистоте поверхности и размерной точности, изготовляют в сталь- х пресс-формах, полученных механической обработкой.
Фесс-формы из легкоплавких сплавов используют при изготовлении отливок малых серий. Это относительно быстрый и надежный способ, который с учетом ранее указанных причин всегда находит применение в литье по выплавляемым моделям.
При необходимости проверки запроектированного технологического процесса при изготовлении единичных отливок, например для ремонтных нужд, пригодны пресс-формы из гипса или силиконового каучука. Пресс-формы из эпоксидных смол применяют при срочном изготовлении единичных отливок.
Из обзора достоинств и недостатков пресс-форм, изготовленных различными способами, следует, что в настоящее время и в ближайшем будущем нельзя предполагать, чтобы в каком-либо литейном цехе применялся только один способ изготовления пресс-форм для выплавляемых моделей. Экономически выгодно изготовлять пресс-формы не только механической обработкой, но и в основном из цинковых и легкоплавких сплавов. В какой мере будут использоваться описанные способы, будет зависеть от производственной программы, от конфигурации и габаритных размеров изготовляемых отливок.
Если технолог разрабатывает технологию новой отливки, он должен знать все обстоятельства, влияющие на выбор пресс-формы. Только так можно спроектировать пресс-форму, которая обеспечит максимальную экономичность производства новой отливки.
При проектировании различных типов пресс-форм решающими являются следующие критерии:
1) величины серий и предполагаемое число отливок;
2) конфигурация и габаритные размеры отливок;
3) требуемая размерная точность отливок;
4) теплофизи-ческие свойства материала пресс-форм;
5) расходы на изготовление пресс-форм;
6) оборудование для запрессовки модельного состава в пресс-форму.
Основной документацией, которую технолог разрабатывает и передает конструктору для изготовления чертежей, пресс-формы, является чертеж отливки или чертеж мастер-модели с подробнейшими указаниями о типе и способе изготовления пресс-формы.