Приемы ручной и машинной правки полосового, листового, круглого материала и закаленных изделий
В ходе правки вручную молоток необходимо держать за финиш рукоятки, как и при рубке металла. Удары наносить лишь выпуклой частью бойка; от ударов ребром бойка на поверхности выправленной подробности остаются забоины.
При правке необходимо верно выбирать места, по которым направляться наносить удары. Удары должны быть меткими, соразмерными с величиной кривизны, и число их должно неспешно уменьшаться по мере передвижения от громаднейшего изгиба к мельчайшему. Правка считается законченной, в то время, когда все неровности провалятся сквозь землю и заготовка окажется прямой, что возможно проверить наложением линейки.
Ручную и машинную правку металлов направляться создавать в рукавицах.
Правка полосового металла вручную производится на правйльной плите либо наковальне слесарным молотком.
Несложной есть правка металла, изогнутого по плоскости. Данный вид правки видится чаще всего; в большинстве случаев выполняется он без особенных трудностей. Сложнее правка металла, изогнутого по ребру. В случае если в первом случае задача содержится в несложном выравнивании плоскости, то тут приходится прибегать к деформации растяжением части металла.
Еще более сложной есть правка скрученных полос.
Время от времени в одной заготовке видятся все указанные виды изгибов. Дабы всецело выправить таковой металл, необходимо осуществить целый комплекс приемов.
")
Рис. 1. Заготовки из полосовой стали, подлежащие правке (а, б, в); приемы правки полосовой стали (г, д, е)
Искривленную полосу кладут на плиту изогнутой частью кверху и, придерживая ее левой рукой, правой наносят сильные удары молотком по выпуклым местам (рис. 1, г), ударяя сперва по краям выпуклости и неспешно, по мере выправления полосы, приближая удары к середине выпуклости. Чем больше кривизна И толще полоса, тем посильнее должны быть удары и, напротив, по мере выпрямления полосы ослабляют их, заканчивая правку легкими ударами.
В ходе правки полосу нужно, по мере необходимости, иногда поворачивать с одной стороны на другую. Выправив широкую сторону, приступают к правке ребер, развернув заготовку па ребро. По окончании одного-двух ударов полосу направляться поворачивать с одного ребра на второе.
С уменьшением изогнутости уменьшают и силу удара.
Правка полос, изогнутых на ребро, выполняется методом рихтовки. В таких случаях сильные удары наносят носком молотка с целью односторонней растяжки (удлинения) мест изгиба; удары бойком направляться наносить от мест растяжки на плоскости к краям полосы либо заготовки.
Правку полос, имеющих скрученный (спиральный) изгиб, рекомендуется создавать способом раскручивания. Такую заготовку зажимают в тиски и раскручивают ее посредством ручных рычага и тисочков. Заканчивают правку на плите либо на наковальне легкими ударами молотка.
Более рациональной есть правка при помощи особых приспособлений.
Правка узкой металлической полосы, изогнутой по ребру, выполняется в другой последовательности: кривую полосу кладут на плиту и, прижав ее левой рукой, правой наносят удары молотком последовательностями на всей протяженности полосы, неспешно переходя от нижней кромки к верхней. Сначала удары должны быть сильными, а по мере перехода к верхнему краю онй должны быть не сильный, но наносятся чаще. При таком методе правки (рихтовки) нижнее ребро вытягивается больше, чем верхнее, и полоса делается ровной.
Устранение неровностей по окончании правки контролируют на глаз, а более совершенно верно — на разметочной плите по просвету либо наложением линейки на полосу.
Правка листового металла — более сложная операция. Она зависит от вида деформаций, действовавших на листовой металл в ходе прокатки, раскроя па мерные заготовки, электрогазовой резки,вырубки и т. п.
Все деформации страниц возможно поделить на три вида. К первому виду деформации относятся выпуклости и вмятины в середине страницы либо заготовки. Второй вид деформации характеризуется волнистостью кромок и краёв страницы.
К третьему виду деформации относятся одновременно и выпуклости, и волнистость заготовок и кромок листа. Таковой вид деформации именуется смешанным, либо сложным. В зависимости от вида деформации правка страницы имеет собственные особенности.
Правка страницы, имеющего выпуклости, производится следующим методом. Лист кладут на плиту выпуклостью вверх и обводят выпуклость мелом.
Рис. 2. Правка узкой листовой стали: а—полосы (стрелками указаны направления ударов, а точками — плотность и сила ударов молотком); б и в—листовой стали; г и б—приемы правки гладилками и киянками
Края страницы наряду с этим будут касаться плиты. После этого, поддерживая лист левой рукой, правой наносят удары молотком от краев страницы по направлению к выпуклости. На рис.
64,б в виде примера продемонстрированы схемы нанесения ударов, а стрелками — их направление. Под действием таких ударов ровная часть страницы, прилегающая к плите, будет вытягиваться, а выпуклость неспешно выпрямляться.
В случае если на странице имеется пара выпуклостей, то удары направляться наносить в промежутках между выпуклостями В следствии этого лист растягивается, и все выпуклости сводятся в одну неспециализированную, которую выправляют вышеуказанным методом.
Нужно не забывать, что в случае если лист с выпуклостью не прилегает кромками к плите, то его направляться прижимать или рукой, или положив на выпуклую часть страницы груз. Если не сделать этого и наносить удары молотком по неплотно прилегающему к плите странице, то он будет иметь большое количество вмятин, вытяжки же металла по краям страницы не окажется. Время правки наряду с этим возрастает, создается шум, утомляющий трудящегося.
Выправив лист с обеих сторон, направляться взглянуть, как уменьшилась выпуклость. Если она все еще велика, то нужно повторить удары в том же порядке, но с меньшей силой до получения прямолинейности по всему странице.
Правка страницы, имеющего деформацию в виде волнистости по краям, но с ровной серединой, продемонстрирована на рис. 2,в. Перед правкой, положив лист на плиту, на одну его волнистую кромку кладут какой-нибудь груз, тогда как другую прижимают к плите рукой. Такое положение сохраняется при правке страницы. От действия ударов лист в средней части будет вытягиваться и волны по кромкам страницы начнут исчезать.
Затем лист направляться перевернуть и продолжать правку таким же методом до получения требуемой прямолинейности.
Правку узких страниц создают древесными молотками— киянками; тонкие страницы кладут на правйльную плиту и выглаживают гладилками.
самый производительным способом правки листового металла есть правка на ротационных листо-правйльиых автомобилях. Сущность этого процесса содержится в том, что страницы либо подробности, подвергающиеся правке, пропускают между двумя последовательностями валков, расположенных в шахматном порядке. Машина имеет парные входные направляющие валки, расположенные один под другим, и парные выходные направляющие валки.
Скорость вращения входных направляющих валков немного меньше, чем у выходных, благодаря чему кроме правки лист подвергается еще и малому растяжению, что кроме этого содействует выравниванию заготовок.
Скорость правки от 3 до шести метров/мин. при толщине листового металла от 0,6 до 3 мм. Правку листового
металла создают кроме этого на трех-, пяти-, семи- и более валковых автомобилях.
Правка пруткового металла диаметром до 20 мм и длиной до трех метров выполняется в большинстве случаев слесарным молотком на плите. Процесс правки наряду с этим сводится к нанесению ударов молотком по выпуклости прутка, положенного на плиту, проверке прямолинейности на глаз и на просвет между прутком и плитой. В ходе правки пруток направляться все время поворачивать около собственной оси.
Долгие прутки правят на особых роликовых верных автомобилях.
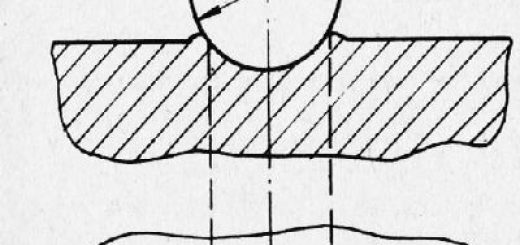
круглые заготовки и Валы диаметром до 35—40 мм лучше и надёжнее править на ручном винтовом прессе между двумя призмами. В этом случае вал устанавливается на призмы стола пресса выпуклой стороной вверх. Расстояние между призмами регулируется в пределах 150—300 мм.
Правку создают нажимом винта (либо пуансона) на выпуклую часть вала. Величину прогиба определяют тут же в центрах при помощи индикатора.
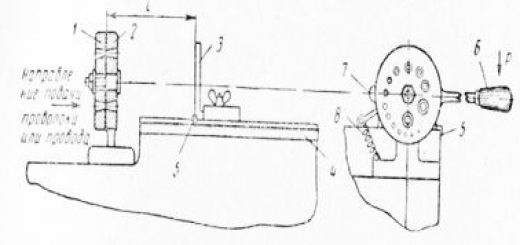
Рис. 3. Схема правки изогнутых валов на ручном винтовом прессе: а—пример правки; б—контроль правки индикатором; в—приспособление для правки
На рис. 3,е продемонстрирована схема особого приспособления для правки валов в центрах. Приспособление складывается из захватов, каковые в зависимости от места нахождения кривизны вала смогут перемещаться по коромыслу и закрепляться посредством винтов.
В центре коромысла расположен винт с призматическим наконечником. При правке вала приспособление устанавливается так, дабы призматический наконечник был против места громаднейшей кривизны, после этого производится поджатие его винтом 5 до получения требуемого прогиба вала.
Валы громадного сечения со большим прогибом предварительно нагревают в местах прогиба, послечего-правят посредством приспособлений.
Во многих случаях подробности либо инструмент, прошедшие закалку, подвергаются деформации. Обстоятельством деформации (коробления) являются внутренние напряжения, создаваемые стремительным охлаждением подробностей в закалочной жидкости. Дабы устранить кривизну таких подробностей, их подвергают правке.
В зависимости от характера правки используют разные молотки: при правке подробностей либо инструмента, на которых следы ударов молотка недопустимы, пользуются мягкими молотками (из меди, свинца). При правке, связанной со большим деформированием закаленной подробности, .пользуются слесарным молотком весом от 200 до 600 г либо особым рихтовальным молотком с острыми бойками. Плита для правки должна иметь ровную отшлифованную поверхность.
Покоробленную подробность кладут на плиту выпуклостью вниз, хорошо прижимая ее левой рукой к плите и удерживая за один финиш, и наносят несильные, но нередкие и правильные удары носком молотка по направлению от центра вогнутости к ее краям. Так достигается растяжение верхних волокон металла на вогнутой стороне подробности и ее выпрямление.
Правку подробностей более сложной формы, к примеру угольника, у которого по окончании закалки деформация привела к нарушению перпендикулярности сторон, создают так, как продемонстрировано на рис. 66. В случае если угольник имеет угол менее 90°, то правка его обязана производиться У вершины внутреннего угла, а вдруг угол больше 90°, то правка угольника обязана производиться У вершины наружного угла. Заканчивают
правку тогда, в то время, когда ребра угольника примут верную форму и оба угла будут по 90°.
При короблений подробностей либо инструментов по плоскости и по узкому ребру правка их обязана вестись раздельно: сперва по плоскости, а после этого по ребрам.
Рис. 4. Приемы правки (рихтовки) закаленных изделий: о—на рихтовальной бабке; 6 и в—правка угольника (штриховкой указаны места нанесения ударов)
направляться подчернуть, что заготовки инструмента и точные детали, прошедшие правку под прессом либо молотком в холодном состоянии, должны подвергаться повторному отпуску для снятий напряжений.