Заготовка монтажных проводов, кабелей и жгутов
Заготовку монтажных проводов начинают с правки (выравнивания) провода, поступающего на завод в бухтах. Затем провод разрезают на заготовки нужной длины (указана в техдокументации).
При монтажных работах сращивание проводов из отдельных отрезков не допускается. Марку провода, его сечение и расцветку кроме этого определяют по техдокументации.
Метод заготовки монтажных проводов зависит в основном от масштаба производства. При личном производстве провод нарезают ножницами либо кусачками по масштабной линейке. В серийном производстве для мерной резки проводов находят широкое использование станки и различные приспособления, существенно повышающие точность и производительность труда данной операции.
На рис. 1 продемонстрированы ножницы для мерной резки проводов, характеризующиеся высокой производительностью при точности реза +0,5 мм. Ножницы имеют подвижный и неподвижный диски с отверстиями разных диаметров, упор и ручку. При нерабочем положении ножниц отверстия в дисках благодаря наличию пружины и фиксатора, трудящейся на растяжение, совпадают. Нарезке партии заготовок предшествует установка упора посредством стрелки на нужную длину; отсчеты создают по линейке с делениями.
После этого выбирают по диаметру провода нужное отверстие на диске, продевают в него провод до упора; нажимая на ручку, жестко соединенную с подвижным диском, нарезают заготовки.
")
Рис. 1. Ножницы для мерной резки проводов: 1 — подвижный диск, 2 — неподвижный диск. 3 — упор, 4 — линейка, 5 —стрелка, 6 — ручка, 7 — фиксатор, 8 — пружина
зачистку и Резку финишей монтажных проводов в условиях массового производства делают на особом автомате (рис. 2). Производительность для того чтобы автомата 5500 проводов в час.
По окончании резки кабели и монтажные провода поступают на заделку финишей, которая складывается из следующих операций:
— зачистки финишей от изоляции и экранирующей оплетки, удаления окисной пленки, скручивания жил, закрепления и лужения финишей изоляции.
Метод заделки финишей зависит от последовательности факторов:
— марки используемого провода либо кабеля, конструктивных изюминок монтажа и его детелей, условий эксплуатации радиоаппаратуры, и от масштаба производства.
Зачистка провода от изоляции обязана проводиться на такую длину, которая бы снабжала надежность закрепления жил на контактных лепестках без излишних технологических отходов. Опыт говорит, что для большинства соединений достаточна зачистка изоляции на участке провода длиной 7—10 мм. Зачищать изоляцию ножом запрещено, поскольку возможно подрезать токо-проводящую жилу провода.
Изоляция провода в известной степени определяет метод зачистки.
Текстильную, пласгикатовую и пленочную изоляцию удаляют с проводов одним из следующих способов:
— с проводов МГВ, МГВЛ, МГВСЛ, БПТ-250, ТМ-250, ПМВ, ПМОВ (с внутренней изоляцией из стекловолокна), БПВЛ, МЦСЛ — методом надреза на автомате:
— с проводов МГВ, МГВЛ, БПВЛ, ПВЛ, ПМВ, ПМОВ (с внутренней изоляцией из хлопчатобумажного волокна), ПМВГ, МГШВ, МГЛ, Имел возможность — методом электрообжига на автомате в один момент с мерной резкой заготовок либо на особом приспособлении, устанавливаемом на столе монтажника и управляемом двумя ножными педалями, расположенными под столом.
Рис. 3. Автомат для зачистки и резки финишей монтажных проводов
Рис. 4. Зачистка изоляции с конца провода: 1 — изоляция, 2 —жила
Приспособление имеет стойки, на которых укреплены параллельно расположенные колонки 3. С правой стороны на колонках без движений укреплена правая губка 2, левая губка 1 на латунных втулках вольно скользит по колонкам. Для зажима изоляции в момент ее снятия помогает ребристая часть губок. Держатели проводов с бронзовыми штырями прикреплены к губка-л. К штырям подводится питание: нагреватели из константановой проволоки крепят
винтами. К держателям прикреплены конпы троса, при помощи которого возможно передвигать вправо либо влево подвижную губку, сдвигая либо разводя наряду с этим петлевые нагреватели, к каким подается от понижающего трансформатора напряжение 3—4 в. Педали помогают, дабы установить нагреватели в такое положение, при котором образуется зазор между ними, куда и вводят провод. Нажимая на левую педаль приспособления, сводят петли нагревателей делают тем самым обжиг изоляции.
Громадное распространение на фабриках взяли ножи и щипцы для электрообжига изоляции, трудящиеся по такому же принципу, как и обрисованное приспособление. Изоляцию с одиночных проводов МГВ, МГВЛ, МГВСЛ, БПВЛ, БПТ-250, Г1ВЛ, Г1МВ, ПМОВ (с внутренней изоляцией из стекловолокна), МЦСЛ, ЛПЛ, Имел возможность, ТМ-250 удаляют особыми щипцами.
Эмалевую изоляцию удаляют:
— с проводов ПЭТ, ПЭЛ — шлифовальной шкуркой, шабером и пр.;
— с проводом ПЭВ иПЭМ — окунанием финишей провода в муравьиную кислоту с последующей протиркой мягкой тряпкой;
— с многожильных проводов ЛЭШО и ЛЭШД— нагреванием в верхней части пламени спиртовой горелки распушенного финиша провода до светло-соломенного свечения и стремительным окунанием в спирт крепостью не меньше 94° с последующей протиркой мягкой тряпкой.
Рис. 5. Приспособление для снятия изоляции с монтажных проводов обжигом: 1—подвижная губка. 2 —неподвижная губка.
3 — ко лонка, 4 — стойка
Рис. 6. Щипцы для удаления изоляции с финишей монтажных проводов
Рис. 177. Щипцы для удаления изоляции с финишей монтажных проводов: 1 — угольник, 2 и г —ножи, 4— ручка, 6— прижим
Не считая рассмотренных способов, для удаления эмалевой изоляции используют нагревательные и механические приспособления.
Нагревательное приспособление представляет собой фарфоровую трубку, на которую намотана нагревательная спираль. Трубку закрепляют на древесной ручке. Питание осуществляется через понижающий трансформатор.
Для удаления изоляции финиши провода вводят вовнутрь фарфоровой нагретой трубки, эмаль наряду с этим сгорает.
Рис. 8. Механическое приспособление для зачистки проводов с эмалевой изоляцией
К механическим приспособлениям, предназначенным для удаления эмалевой изоляции, относится устройство с железными щетками (рис. 8), каковые вращаются при помощи электродвигателя в противоположных направлениях. Посредством установочных винтов возможно регулировать зазор между щетками.
Для снятия изоляции финиш провода через отверстие в защитном кожухе подводят к вращающимся щеткам. Изоляция снимается за пара секунд. Станок с вращающимися железными щетками возможно использован для снятия любой изоляции, включая резиновую и стек-ловолокнистую.
Для зачистки финишей высокочастотных кабелей РК используют полуавтомат, при помощи которого ступенчатыми переходами удаляют изоляцию с финишем кабеля по заданным размерам в зависимости от конструкции кабеля. Разделка финишей высокочастотных кабелей продемонстрирована на рис. 179.На передней панели автомата расположены гнезда, за которыми находятся шпиндели с головками, предназначенные для срезания одного из слоев изоляции.
Электродвигатель полуавтомата в один момент приводит во вращение все шпиндели.
Первое соответствующий шпиндель и гнездо с головкой предназначены для удаления хлорвиниловой изоляции, второе — для удаления экранирующей оплетки, третье—для удаления хлопчатобумажной изоляции (методом обжига), четвертое — для обрезки полиэтиленовой изоляции и пя-тое _ для обрезки резиновой изоляции. Так, кабели с хлорвиниловой изоляцией обрабатывают в гнездах 1, 2 и 4, , а с хлопчатобумажной — в гнездах 3, 2 и 5. При обработке кабелей должна быть обеспечена целостность (отсутствие надрезов) токопроводящей жилы, внутренней изоляции и экранирующей оплетки.
Размеры а, б, е, г (см. рис. 9) определяются типом разъема и должны отвечать эскизам технологической карты либо чертажа.
Окисную пленку на оголенной части токопроводящего слоя зачищают шабером (рис. 10) либо шлифовальной шкуркой средней зернистости. Зачищенную жилу облуживают припоем ПОС-40 на 5—7 мм от финиша.
Финиши наружной текстильной оплетки кабелей РК-44 и РК-45 закрепляют нитками №00, а затем покрывают нит-роклеем. В случае если нужно об-лудить финиши экранирующей оплетки кабелей, их погружают в расплавленный припой либо облуживают электропаяльником.
Финиши многожильных монтажных проводов, к примеру МГВ, БПВЛ, МГВЛ и других, предварительно скручивают. Для скручивания используют особое приспособление, продемонстрированное на рис. 11.
Зачищенный финиш монтажного провода подается через направляющую втулку до соприкосновения с быстровращающимся зажимным пружинным элементом, закрепленным на валу электродвигателя.
Рис. 9. Разделка финишей высокочастотных кабелей: а —кабелей РК, б —кабелей РК-44(РК-45); 1—жила, 2—изоляция, 3 —экранирующая оплетка, 4 — пластикатовая изоляция, 5—хлопчатобумажная нитка № 00. 6 — тркгтильняя оплетка
Рис. 10. Зачистка жилы кабеля РК от окисной пленки: 1 —железная подставка, 2—жила, 3 — шабер
Зачищенные и скрученные финиши монтажных проводов подвергают тёплому лужению: погружают в электрованну с расплавленным припоем Г10С-40 либо ПОС-61 на 1—2 сек. Предварительно место лужения покрывают бескислотным флюсом, к примеру спиртовым раствором канифоли.
Рис. 11. Приспособление для скручивания жил проводов перед облуживаинем 1 — направляющая втулка, 2— зажимной элемент, 3 — электродвигатель
Рис. 12. Закрепление изоляции провода ниткой (оклетневка): а—закрепление первого витка, б —укладка последующих витков, в — отрезание концов и затягивание витков ниток; 1—провод, 2 — хлопчатобумажная нитка № 20
Рис. 13. Закрепление изоляции провода отрезком трубки: 1 — жила, 2— полихлорвиниловая трубка, 3 — изоляция
Оклетневка пребывает в наматывании на изоляцию слоя ниток и в соответствующем их закреплении (рис. 12). Оклетневку делают цветными хлопчатобумажными либо шелковыми нитками, каковые после этого покрывают клеем БФ-4 либо нитролаком.
Применение полуавтомата разрешает механизировать данный процесс и быстро сократить трудоемкость операции.
Более производительным и качественным методом заделки хлопчатобумажной изоляции на финишах провода есть заделка посредством хлорвиниловых, резиновых либо линоксиновых трубок (рис. 13).
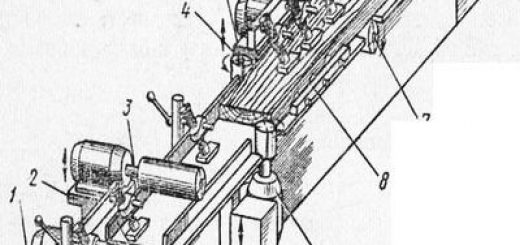
Для отрезания трубок нужной длины используют станок, продемонстрированный на рис. 14. Станок трудится по автоматическому циклу. Производительность его 300 тыс. заготовок в смену.
Он разрешает разрезать трубки диаметром от 2 до 6 мм на отрезки длиной от 8 до 20 мм.
Рис. 14. Станок для отрезания изоляционных трубок: 1—хлорвиниловая трубка, 2 и 5 — направляющие втулки, 3 — прижимной ролик, 4 и 7 —шестерни, 6 — нож, в —дорогая шестерня, 9 — неподвижный нож, 10 — ведущий ролик
Главными деталями станка являются две шестерни, на одной из которых укреплен нож 6, а на валу второй—сменный ведущий ролик 10. Для привода шестерен употребляется малая шестерня 8, укрепленная на валу двигателя н вращающаяся со скоростью 6000 об!мин.
В ходе работы станка хлорвиниловая трубка проходит через направляющую втулку 2 и, попадая на сменный ведущий ролик 10, прижимается резиновым прижимным роликом 3, а потом подается во вторую направляющую втулку 5 и, наконец, на лезвие неподвижного ножа 9. При каждом обороте вращающегося ножа хлорвиниловая трубка отрезается. Регулировку длины отрезаемых трубок создают, подбирая сменный металлический ролик с острой пересекающейся накаткой.
Заделку нитролаком делают на участке провода длиной 8— 10 мм (рис. 15).
При закреплении финишей оплетки проводов БПВЛ, МГВЛ и МГВСЛ нитролаком либо оклетневкой оплетку предварительно сдвигают на 3—5 мм от места среза полихлорвиниловой изоляции, а избыток ее разгоняют на протяжении провода.
Рис. 15. Закрепление изоляции провода нитролаком: 1—жила, 2 — нитролак, 3 — изоляция
При удалении изоляции с проводов БПВЛ и МГВЛ электрообжигом финиши оплетки спекаются с внутренней изоляцией, исходя из этого закреплять их не требуется.
Текстильную изоляцию провода ПВЛ снимают на участке длиной 8—10 мм от места среза резиновой изоляции.
Рис. 16. Разделка финиша экранированного провода: 1 — жила, 2— изоляция, 3— экранирующая оплетка
Рис. 17. Разделка финиша провода БПВЛЭ (БПШЭ, МГВЛЭ, МЦСЛЭ): 1—жила, 2 — плаетикатовая изоляция, 3 — текстильная оплетка
Финиши экранирующей оплетки срезают монтажными ножницами на 20 мм, для этого сдвигают край оплетки, разрезают оплетку на протяжении на 20 мм и бережно обрезают около, дабы срез был ровным и без торчащих жилок.
Заделку финишей экранирующей оплетки делают несколькими методами:
— протаскиванием финиша провода через отверстие, сделанное в оплетке и подключением свободного финиша оплетки к корпусному лепестку;
— подпайкой к оплетке дополнительного провода; намоткой на оплетку обнажённого луженого провода и последующей пропайкой этого места;
— закреплением экранирующей и текстильной оплеток нитками с последующим покрытием нитроклеем и припайкой к середине экранирующей оплетки провода МГВ (данный метод используется для маленьких проводов).
В первом случае поступают следующим образом: финиш оплетки расширяют, сдвигая вправо, и на расстоянии 20 мм от финиша провода делают в оплетке отверстие диаметром 3—4 мм; через это отверстие провод продевают и извлекают из оплетки, а вольный финиш оплетки вытягивают и в месте выхода провода хорошо прижимают к изоляции. Финиш экранирующей оплетки применяют для подключения к корпусному лепестку.
В том случае, в то время, когда протяженность оплетки недостаточна, к концу экранирующей оплетки подпаивают отрезок обнажённого провода ММ диаметром 0,5—0,8 мм, финиш которого длиной приблизительно 4— 6 мм вводят вовнутрь оплетки с ее торца, обжимают и припаивают припоем ПОС-40. На рис. 188 продемонстрирован пример таковой заделки.
Рис. 18. Заделка заземляющего финиша экранирующей оплетки: 1 — провод ММ.
2 — экранирующая оплетка, 3— нитроклей
Рис. 19. Подпайка дополнительного провода к экранирующей оплетке: 1 — жила, 2 —пластикатовая изоляция, 3— нитролак, 4 — провод МГВ, 5 — полихлорвини-ловяя трубка (в случае если нужно изолировать экранирующую оплетку), 6 — экранирующая оплетка, 7 — хлопчатобумажная нитка № 20, 8 — текстильная оплетка
Метод подпайки дополнительного провода к экранирующей оплетке продемонстрирован на рис. 19. На оплетку надевают полихлорвиниловую трубку и делают на ней клинообразный вырез.
В этом месте к оплетке подпаивают припоем ПОСВ-33 распушенный финиш провода МГВ длиной 40— 50 мм, сечением 0,35 мм2. Затем конец и место пайки экранирующей оплетки со перемещённым финишем текстильной оплетки закрепляют ниткой № 20 и покрывают нит-роклеем.
Метод намотки дополнительного провода на экранирующую оплетку продемонстрирован на рис. 20. На конец оплетки хорошо наматывают 2—3 витка обнажённого луженого провода ММ диаметром 0,5 мм. Один финиш этого провода прижимают монтажными плоскогубцами к оплетке, а второй (длиною 40—50 мм) оставляют свободным. Витки провода припаивают к оплетке припоем ПОСВ-33 способом окунания.
На вольный финиш обнажённого провода надевают линоксиновую трубку, а место пайки хорошо закрывают отрезком изолирующей трубки длиной 15—20 мм.
Финиши экранирующей и текстильной оплеток закрепляют нитками и нитроклеем. Распушенный финиш провода МГВ припаивают к середине экранирующей оплетки припоем ПОСВ-33. На экранированный провод надевают хлорвиниловую трубку, а вольный финиш подпаянного провода пропускают через предварительно сделанную в середине трубки прорезь, а после этого извлекают наружу.
В большинстве случаев монтажные провода, прокладываемые в одном направлении, увязывают в неспециализированный жгут хлопчатобумажными либо льняными нитками. Жгутовый монтаж отличается повышенной механической прочностью, сокращает разброс собственной емкости схемы и снижает трудоемкость монтажных операций.
Рис. 21. Заделка финиша экранирующей оплетки вместе с текстильной оплеткой 1 — нитроклей, 2 — текстильная оплетка, 3 — хлопчатобумажная нитка № 20, 4— экранирующая оплегка
Рис. 22. Пайка дополнительного провода к экранирующей оплетке: 1—провод МГВ сечением 0,35 мм2, 2 —экранирующая оплетка, 3— полихлорвиниловая трубка
Пример жгута делают на стадии проектирования прибора. Рекомендуется следующий порядок отработки жгута. На всецело собранном и приготовленном для монтажа шасси в соответствии с монтаж-238 ной таблице и схеме монтажных соединений раскладывают провода. Финиши проводов закрепляют на контактных лепестках и маркируют.
Раскладку проводов ведут так, дабы готовый жгут не лежал на крепежных подробностях (гайках, винтах, скобах и т. п.) и по возможности не затруднял доступ к ним; помимо этого, изоляция проводов жгута не должна касаться контактных лепестков близко расположенных подробностей.
Рис. 20. Намотка дополнительного провода на экранирующую оплетку: 1—жила, 2— изолятор, 3 — полихлорвиниле вая трубка либо бирка, 4 —провод МГВ сече нием 0,35 мм2 либо провод MM 0,5 мм 5 — полихлорвиниловая трубка (в случае если необхо димо изолировать экранирующую оплетку) 6 — экранирующая оплетка
Изоляцию проводов в местах прохода жгута через отверстия в шасси и экранах предохраняют полихлорвиниловыми трубками, прокладками, и особыми резиновыми втулками (пистонами) и изоляторами.
Рис. 24. Закрепление нитки на жгуте: 1 — нитка, 2 — жгут
Рис. 23. Увязка проводов в жгут: I —провод, 2— жгут, 3 —ответвление жгута, 4 — нитка
Сначала укладывают маленькие провода и в последнюю очередь самые длинные с таким расчетом, дабы последние образовали лицевую сторону жгута. В середину жгута укладывают экранированные провода, не заключенные в полихлорвиниловые трубки. В случае если по ТУ в жгуте предусмотрены запасные провода, их укладывают сверху на громаднейшую длину жгута.
В обязательном порядке предусматривается запас провода по длине на закрепление (20—25 мм на оба финиша) и такой же запас на повторное закрепление финишей проводов при обрывов. Так, не считая расстояния между точками подключения провода, по направлению его укладки дается еще 40—50 мм. До закрепления второго финиша измеряют длину провода, а результаты заносят в таблицу монтажных соединений.
По окончании раскладки жгута провода увязывают крепкой ниткой при помощи изогнутой иглы; петли направляться вязать с натяжением через равные промежутки (не более 20 мм), а также в местах ответвления проводов (рис. 23). Закрепляют конец и начало нитки, как продемонстрировано на рис.
24.
В то время, когда вязка жгута окончена, его вынимают из прибора и правят на ровной поверхности; ветви жгута, расположенные в различных плоскостях, отгибают на 90° в плоскость главной части жгута.
Рис. 25. Эскиз жгута
После этого жгут кладут на страницу чертежной бумаги лицевой стороной вниз н срисовывают в натуральную величину.
Эксиз жгута используют для того чтобы изготовить, что является листомфанеры с вычерченным на нем жгутом и вбитыми в нужных местах шпильками (рис. 26). По шаблону вяжут умелый жгут, причем раскладку проводов на шаблоне начинают с запасных и долгих рабочих проводов и заканчивают маленькими, т. е. используют обратный обратное раскладки изображение и порядок проводов жгута.
Это делают, дабы придать жгуту более аккуратный вид: узлы, сделанные на жгуте, не будут заметны по окончании его укладки в прибор.
Умелый жгут контролируют, укладывая его на шасси прибора, выявляют и исправляют допущенные неточности. Исправления вносят в таблицу и эскиз жгута монтажных соединений. Рабочий шаблон изготовляют по откорректированному эскизу жгута.
В серийном производстве жгуты изготовляют следующим образом: монтажные провода, прошедшие зачистку, лужение и заделку финишей, укладывают на шаблон в соответствии с таблице соединений, содержащей сведения о марке, сечениях, расцветке проводов и порядковых номерах. Укладку провода начинают с закрепления его на начальной шпильке.
После этого провод прокладывают по схеме жгута, изгибая его на угловых шпильках, и заканчивают закреплением на конечной шпильке. Начальная и конечная шпильки имеют одинаковый номер. В то время, когда все провода уложены, их обвязывают льняными нитками. Связанный жгут снимают с шаблона и пробником контролируют правильность укладки проводов. Образцы жгутов продемонстрированы на рис.
27.
В тех случаях, в то время, когда к влагостойкости и механической прочности жгутов предъявляют повышенные требования, их обвязывают ки-перной лентой и пропитывают лаком.
Более эргономичны в работе электрифицированные шаблоны, взявшие широкое распространение на радиозаводах; они существенно снижают трудоемкость процесса изготовления жгута и уменьшают вероятный брак.
Рис. 26. Шаблон для раскладки жгутов
В электрифицированном шаблоне концевые шпильки заменены зажимами-кнопками, в каковые вмонтированы зеленые сигнальные лампочки. Время от времени лампочки располсжены рядом с зажимами около цифровых обозначений финишей монтажных проводов. На шаблоне помещается таблица соединений. Рядом с обозначением каждого соединения установлены контрольные лампочки красного цвета.
Установка питается напряжением, соответствующим напряжению сигнальных лампочек.
Рис. 27. Жгуты
Укладка монтажных проводов на электрифицированном шаблоне производится следующим образом. При включении шаблона в сеть загораются две зеленые лампочки тех зажимов, между которыми необходимо уложить первый провод. Для закрепления финиша провода нажимают на кнопку зажима, открывая в нем паз, в который заводят провод, сигнальная зеленая лампочка наряду с этим меркнет.
По окончании прокладки провода по контуру жгута закрепляют второй финиш; зеленая лампочка второй кнопки меркнет, но наряду с этим зажигается красная контрольная лампочка на таблице соединений, сигнализирующая о том, что провод проложен верно. Одновременно с этим зажигаются две зеленые лампочки тех кнопок-зажимов, между которыми необходимо проложить следующий монтажный провод, и т. д. В случае если жгут уложен верно, будут гореть лишь контрольные красные лапочки таблицы соединений.
На некоторых радиозаводах созданы автоматы для раскладки жгутов.
Финиши проводов в междублочных кабелях и жгутах маркируют, применяя изоляцию проводов разного цвета, метки из многоцветных нитроэмалей, наконечники из цветных либо нумерованных полихлорвиниловых трубок, съемные бирки, клеевую полихлорвиниловую ленту, на которую нанесены цифры (бандаж из маркировочной липкой ленты накладывают на провода и жилы кабеля в 1,5—3 оборота).
Рис. 28. Типовая схема электпиЛинноованного шаблона