Пригонка и припасовка
Пригонкой именуется обработка подробности по второй,с тем дабы выполнить соединение. Для пригонки нужно, дабы одна из подробностей была совсем готовой, по ней ведут пригонку. Пригонка активно используется при ремонтных работах, и при сборке единичных изделий.
Пригонка напильником есть одной из тяжёлых в работе слесаря, поскольку обрабатывать приходится в труднодоступных местах. Целесообразно эту операцию делать борна-пильниками, шлифовальными борголовками, используя опиловочно-зачистные станки.
При подгонке вкладыша по готовому отверстию работа сводится к простому опиливанию, При пригонке по солидному числу поверхностей сперва обрабатывают две сопряженные базисные стороны, после этого подгоняют две остальные до получения нужного сопряжения. Подробности должны входить одна в другую без качки, вольно. В случае если изделие на просвет не проглядывается, ведут припиливание по краске.
")
Рис. 1. Распиливание квадратного отверстия: а — разметка, б — прием распиливания
Время от времени на подгоняемых поверхностях и без краски возможно различить следы от трения одной поверхности по второй. Следы, имеющие вид блестящих пятен («светлячки»), говорят о том, что данное место мешает перемещению одной подробности по второй. Эти места (выступы) удаляют, получая либо отсутствия блеска, либо равномерного блеска по всей поверхности.
При любых пригоночных работах нельзя оставлять заусенцев и острых рёбер на подробностях, их необходимо сглаживать личным напильником. Как прекрасно сглажено ребро, возможно выяснить, совершив по нему пальцем.
Припасовкой именуется правильная обоюдная пригонка подробностей, соединяющихся без зазоров при любых перекантовках. Припасовка отличается высокой точностью обработки, что нужно для беззазорного сопряжения подробностей (световая щель более 0,002 мм просматривается).
Припасовывают как замкнутые, так и полузамкнутые контуры. Из двух припасовываемых подробностей отверстие принято именовать проймой, а подробность, входящую в пройму, — вкладышем.
Проймы бывают открытыми и замкнутыми. Выполняется припасовка напильниками с небольшой и весьма небольшой насечкой — № 2, 3, 4 и 5, и пастами и абразивными порошками.
При припасовке и изготовлении шаблонов с полукруглыми внутренним контурами и наружным сначала изготовляют подробность с внутренним контуром — пройму (1-я операция). К обработанной пройме подгоняют (припасовывают) вкладыш (2-я операция).
При обработке проймы сперва совершенно верно опиливают широкие плоскости как базисные поверхности, после этого начерно ребра (узкие грани) 1, 2, 3 и 4, по окончании чего размечают циркулем полуокружность, вырезают ее ножовкой (либо продемонстрировано штрихом на рисунке); создают правильное опиливание полукруглой углубления и контролируют точность обработки вкладышем, и на симметричность по отношению к оси посредством штангенциркуля.
При обработке вкладыша сперва опиливают широкие поверхности, а позже ребра 7, 2 и 3. Потом размечают и вырезают ножовкой углы. Затем создают правильное опиливание и припасовку ребер 5 и 6. После этого выполняется припасовка вкладыша и точное опиливание к пройме. Точность припасовки считается достаточной, в случае если вкладыш входит в пройму без перекоса, просветов и качки (рис.
336, г).
При припасовке и изготовлении косоугольных вкладышей в пройм типа «ласточкин хвост» сперва обрабатывают вкладыш (проверка и обработка его несложнее). Обработку ведут в такой последовательности. Сначала совершенно верно опиливают широкие плоскости как базисные поверхности, после этого все четыре узкие грани (ребра) 7, 2, 3 и 4. Потом размечают острые углы, вырезают их ножовкой и совершенно верно опиливают.
Сперва опиливают ребра в плоскости, параллельной ребру 7, после этого ребра 7 и 8 по линейке и под углом 60° к ребру 4. Острый угол (60°) измеряют угловым шаблоном.
Пройма обрабатывается в такой последовательности. Сначала совершенно верно опиливают широкие плоскости, по окончании чего опиливают все четыре ребра.
Потом производится разметка, вырезка ножовкой паза и опиливание ребер 5, 6 и 7. Сперва ширина паза делается меньше требуемой на 0,05 — 0,1 мм при сохранении строгой симметричности боковых ребер паза по отношению к оси проймы, глубина паза выполняется сходу правильной по размеру. После этого при припасовке проймы и вкладыша ширина паза приобретает правильный размер по форме выступа вкладыша. Точность припасовки считается достаточной, в случае если вкладыш входит в пройму туго от руки, без просветов, перекосов и качки.
Ручное распиливание, припасовка и пригонка — весьма трудоемкие операции. В наше время эти операции делают с применением металлорежущего оборудования неспециализированного и особого назначения, при котором роль слесаря сводится к управлению автомобилями и контролю размеров.
Криволинейные и фасонные подробности обрабатывают на шлифовальных станках особыми профилированными абразивными кругами. Широкое использование кроме этого находят электроискровые, химические и другие способы обработки, исключающие дополнительную отделку вручную.
Но при исполнении слесарно-сбо-рочных, ремонтных работ, и при окончательной обработке подробностей, взятых штамповкой, делать эти работы приходится вручную.
Применением особых приспособлений и инструментов получают припасовки производительности и повышения распиливания. К числу таких приспособлений и инструментов относятся ручные напильники со сменными пластинками и напильники из проволоки, покрытые алмазной крошкой, опиловочные призмы, опиловочные наметки и т. д.
Рис. 2. Припасовка: а — разметка, б — подгонка, в — подпиливание, г — проверка вкладышем
Рис. 3. Припасовка косоугольных вкладышей: а — схема разметки наружных углов, б — опиливание наружной поверхности, в — схема разметки внутренних углов, г — опиливание внутренних углов, д — проверка вкладышем
—
Пригонка. Для пригонки одной подробности к второй в первую очередь нужно, дабы одна из подробностей была совсем готовой; по ней и ведется пригонка. Операция пригонки напильником — одна из тяжёлых в работе слесаря.
Делающий эту операцию обязан показать большое количество настойчивости и терпения.
В пршонке скользящих подробностей самоё существенным препятствием являются углы и острые рёбра припиливаемых поверхностей. Их необходимо с опаской подправлять , пока пригоняемые подробности не начнут входить одна в другую вольно, без качки. В случае если соединение на просвет не проглядывается, ведут припиливание по краске. В большинстве случаев же на подгоняемых поверхностях и без краски различают следы от трения одной поверхности по второй.
Эти следы, имеющие вид блестящих пятен, показывают, что именно эти места мешают перемещению одной подробности по второй. Блестящие места (либо следы краски) нужно снимать напильником , пока подробность не будет совсем припилена.
При любых пригоночных работах нельзя оставлять заусенцев и острых рёбер на подробностях; их необходимо сглаживать личным напильником. Как прекрасно сглажено ребро, возможно выяснить, проводя по нему пальцем.
Сглаживание ребер нельзя смешивать со снятием фаски. При снятии фаски на ребре подробности делают маленькую плоскую ленточку, наклоненную под углом 45° к боковым граням подробности.
Припасовка. Окончательная пригонка подробностей — точ- Вю ная, без просветов, перекоса и качки — именуется припасовкой. Припасовке подвергают шаблоны, контршаблоны, штамповый инструмент (пуансоны и матрицы) и разные другие изделия.
У шаблона и контршаблона рабочие части должны быть припасованы весьма совершенно верно — так, дабы при соприкосновении припасованных сторон шаблона и контршаблона между этими сторонами не было никакого зазора при любой из вероятных обоюдных перекантовок шаблона и контршаблона.
Припасовку возможно делать при обработке полузамкнутых и замкнутых контуров. И те и другие именуются проимами. Правильность их контуров проверяется небольшими калибрами-шаблончиками, каковые изготовляют сами слесари.
Такие небольшие проверочные инструменты именуются выработками. Разглядим изготовление пройм на практических примерах. Пускай требуется изготовить из листовой стали толщиной 3 мм полукруглые вкладыш и пройму.
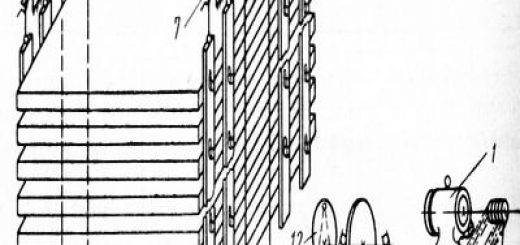
Рис. 1. Проймы: а — полузамкнутый контур: 1 — шаблон (пройма), 2 — контршаблон (вкладыш); б — замкнутый контур: 3 — шестигранная Пройма, 4 — трехгранная пройма; биквадратная пройма, выработка и вкладыш
Выполняется эта работа так:
1. Отрезают заготовки, каждую размером 82 X 45 X 3 мм.
2. Намечают порядок обработки. Начать направляться с проймы, поскольку она несложнее обрабатывается и ее легче измерять контрольно-измерительным инструментом.
3. Изготовляя подробность с проймой, сперва чисто и совершенно верно опиливают широкую поверхность и одну узкую сторону 1, принятые за базу. После этого размечают пройму и другие три стороны, вырезают пройму ножовкой и совершенно верно опиливают вторую сторону 3 параллельно сторонегрубо опиливают стороны 2 а 4. Затем приступают к выпиливанию полукруглым напильником полуокружности 5, причем в ходе обработки ее контролируют круглым калибром диаметром 40 мм, а положение центра контролируют штангенциркулем (от поверхности 3). Показания штангенциркуля при замере совсем обработанной полуокружности должны равняться высоте шаблона плюс величина радиуса.
4. Потом изготовляют вторую подробность— вкладыш (контршаблон). Сперва обрабатывают широкую поверхность, после этого три стороны 6, 7 и 11; сделав это, размечают стороны 8 и 10 и полуокружность вкладыша 9, вырезают ножовкой полукруглый выступ и приступают к опиливанию сторон 8 и 10; наряду с этим получают того, дабы эти стороны были параллельны базисной стороне 6 и лежали в одной плоскости. После этого опиливают полукруглый выступ диаметром мало более 40 мм с точностью до 0,1 мм.
5. В то время, когда все перечисленное выполнено, приступают к припасовке вкладыша по пройме. Точность окончательной припасовки должна быть таковой, дабы вкладыш входил в пройму без просвета, перекосов и качки при любой из двух вероятных перекантовок на 180°.
6. По окончании окончания припасовки создают окончательную отделку наружных поверхностей.
Рис. 2. Припасовка вкладыша и проймы
Разглядим изготовление шаблона с направляться проймой и вкладыша к нему. Размеры шаблона 80X80X4 мм, вкладыша 44 X 50 X 4 мм.
Выполняется эта работа так:
1. В первую очередь отрезают заготовки.
2. Работу начинают с изготовления вкладыша; к нему пригоняют и припасовывают пройму шаблона. Сперва опиливают широкую поверхность как базу для обработки боковых сторон. После этого размечают шестигранник и опиливают по разметке его стороны, выполняя строгую параллельность между каждыми двумя противолежащими сторонами.
Опиливание создают при помощи плоскопараллельной наметки с привернутой под углом 120° планкой.
3. Изготовляют шаблон с шестигранной проймой, начав его обработку с опиливания широкой поверхности заготовки. Затем опиливают боковые стороны, после этого размечают шестигранник и окружность отверстия. Диаметр отверстия должен быть на 1—2 мм меньше размера вкладыша между его параллельными сторонами.
4. Приступая к опиливанию проймы, пилы в углах трехгранным напильником вают две параллельные стороны, за ними — соседние стороны с проверкой углов по выработкам, а параллельность противоположных сторон — штангенциркулем. Размеры опиленного шестигранного отверстия должны быть на 0,05—0,08 мм меньше размеров вкладыша. Данный припуск снимается в ходе припасовки.
5. Начинают припасовку шестигранной проймы по вкладышу, штангенциркулю и выработкам. Она ведется по параллельным сторонам шестигранника в размер вкладыша, с проверкой соседних сторон по выработкам. Пройма считается совсем обработанной и правильной, в случае если вкладыш будет кантоваться в шестигранном отверстии через каждую грань как в одну, так и в другую сторону без перекосов, просветов и качки.
Рис. 3. Припасовка шестигранной проймы по выработке и вкладышу