Производство гофрированного картона и изделии из него
Производство гофрированного картона, и изделий из него есть большой отрастью картонажной индустрии. В данной книге разглядим только неспециализированную чёрта этого производства.
Гофрированный картон в осноеном не редкость двух-, трех- и пятислойным.
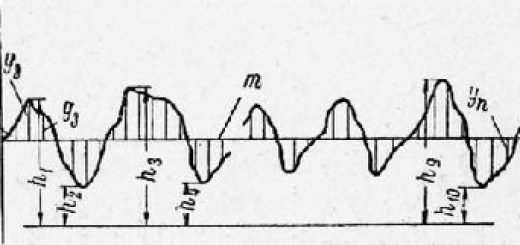
Двухслойный картон есть первичным продуктом, а все другие создаются методом наслоения на него третьего, облицовочного слоя, и второго последовательности двухслойного картона и т. д. Пяти-слойный картон складывается из двух слоев, двухслойного картона и пятого облицовочного слоя (рис. 1).
")
Рис. 1. Гофрированиый картон.
Наличие волнообразного слоя в вертикальном положении придает гофрированному картону устойчивость и большую жёсткость на сжатие, в следствии чего коробки из гофрированного картона смогут выдерживать громадную нагрузку и не уступают по прочности древесным и фанерным коробкам.
Наличие воздушной прослойки делает гофрированный картон хорошим изолятором, что предохраняет затаренную продукцию от влияния трансформаций температуры воздуха.
Преимущества тары из гофрированного картона (легкость, транспортабельность, низкая стоимость и многие другие) явились обстоятельством бурного развития производства гофрированного картона в картонажной индустрии. Начальные кустарные автомобили заменены большими замечательными агрегатами для того чтобы изготовить. не меньше идеальное оборудование имеется кроме этого для производства коробок из этого полезного материала.
Производительность современного агрегата для производства гофрированного картона при рабочей ширине автомобили 1,9 м образовывает от 20 до 25 г в смену.
подача и Хранение для того чтобы количества сырья к агрегату, и приемка готовой продукции являются самыми трудоемкими процессами, кроме того при большой механизации. Для размещения для того чтобы производства, включая складские помещения готовой продукции и сырья, требуется около 3—5 тыс. м2 площади.
Производство тары из гофрированного картона складывается из двух этапов: изготовление гофрированного картона и производство из него других изделий и ящиков.
Сырьем для производства гофрированного картона помогает рулонная бумага, рулонный картон и клей. Волнообразный слой изготовляют из бумаги, а картон помогает для облицовки. При легких сортах гофрированного картона для облицовочного слоя используют кроме этого бумагу. При производстве коробок для волнообразного слоя употребляется в большинстве случаев крафтбумага плотностью 140— 180 г/м2 и другие сорта бумаги, владеющие жесткостью.
Профиль волн двухслойного гофрированного картона обусловливается размерами и формой рифлей валов, формующих волнообразный слой.
Чаще всего используют три главных профиля рифлей, в частности: 1) рифли А высотой 4,75 мм\ 2) рифли В высотой 2,54 мм\ 3) рифли С высотой 3,68 мм.
В ходе производства гофрированного картона нужно строго смотреть за сохранением профиля волны и оберегать его от смятия, поскольку от правильности профиля зависит устойчивость и качество гофрированного картона.
Первым узлом агрегата для производства картона есть гофрировальная машина, изготовляющая двухслойный гофрированный картон (для одновременного производства пятислойного гофрированного картона устанавливают две гофрировальные автомобили). Из первой бумажной полосы гофрировальная машина формует волнообразный слой и крепит его клеем ко второй ровной полосе бумаги либо картона.
Гофрировальная машина (одна либо две) со следующей в агрегате склеивающей станцией связана верхним мостом, на котором накапливается запас двухслойного гофрированного картона, нужный при временной остановки гофрировальной автомобили. Под мостом расположены стэнды, на которых устанавливают рулоны с бумагой для подачи в картон и гофрировальную машину для подачи в склеивающую станцию.
Работа склеивающей станции в агрегате сводится к намазке клеем верхних горбинок волнообразного слоя двухслойного гофрированного картона, поступающего через мост, и к приклейке к нему третьего верхнего облицовочного слоя.
Изготовленный так трехслойный гофрированный картон в виде твёрдой, несгибающейся нескончаемой полосы поступает на сушильные плиты, где проходит под транспортерной лентой, прижатой сверху соответствующим числом катков, и направляется дальше через охлаждающую часть (также между транспортерными лентами) к закройному узлу. На участке этого узла расположена машина для продольного раскроя на нанесения и полосы линий сгибов при помощи роликов особенного профиля.
По окончании выхода из продольной закройной автомобили нескончаемые полосы гофрированного картона с нанесенными продольными линиями сгибов проходят через мост к поперечнорежущей машине. Эта машина имеет два поперечнорежущих устройства; на каждом из них возможно самостоятельно регулировать длину реза, и так па каждом режущем устройстве возможно нарезать полосы любой длины (от 0,5 до трех метров). Каждое режущее устройство имеет собственный выходной транспортер для вывода готового закроя.
Попе-речнорежущие устройства смогут трудиться в один момент, и так из неспециализированной полосы картона возможно нарезать сходу подробности двух размеров по длине. В случае если закрой рекомендован для четырех-клапанных коробов, то он считается законченным в части нанесения и ширины полос продольных линий сгибов.
В зависимости от скорости прохождения гофрированного картона, достигающей 90. м/мин. (средняя практическая скорость 50— 70 м/мин), на последовательности участков гофрировального агрегата требуется соответствующий паровой подогрев:
а) для нагревания холодного картона (зимний период) и выпаривания воды из мокрого картона;
б) для фиксации и формования волнообразного слоя (подогрев рифленых валов и прессвала);
в) для картона и увлажнения бумаги;
г) для сушки приклеенного волнообразного слоя к ровному облицовочному слою;
д) для подогрева третьего слоя картона;
е) для просушки трехслойного гофрированного картона по окончании приклеивания третьего облицовочного слоя.
Нагрев осуществляется насыщенным паром, вводимым в плиты и пустотелые валы. В случае если при начальных скоростях прохождения картона в 20—30 м/мин. возможно применять пар под давлением 5—б атм, то при громадных скоростях требуется пар давлением не меньше 10 атм.
Расход пара при скорости прохождения картона 50 м/мин и рабочей ширине автомобили 1,95 м—около 1000 кг в час.
Остальные процессы закроя коробок, как-то: обрез подробностей по длине, вырубка прорезей между клапанами, вырубка углов, нанесение поперечных линий сгиба и печатание в одну либо две краски, осуществляются высекально-рилевочно-печатной машиной машинально за один прогон.
По окончании выхода закроя из данной автомобили остается для изготовления складных четырех клапанных коробок скрепить по стыку стенки и клапаны коробки, что возможно осуществить двумя методами: скрепить железными скобками на проволокосшивальных автомобилях, либо же склеить встык (по углу) бумажной либо матерчатой лентой.
По первому методу процесс осуществляется на проволокосшивальных автомобилях. Более прочным креплением есть сшивка не круглой, а сплюснутой проволокой, которую принято именовать железной лентой.
По второму методу склейку возможно создавать вручную гуммированной лентой. Для отрезки и смачивания по размеру бумажной гуммированной ленты существуют машинально действующие настольные аппараты.
Склейку коробок возможно осуществлять на автоматах, где смачивание ленты, отрезание по размеру и приклеивание ее производится машинально со скоростью до б тыс. коробок в час.
Агрегаты для производства гофрированного картона смогут быть мощностей и разных размеров.
На производстве, изготовляющем гофрированный картон, не считая указанного оборудования для изготовления четырехклапанных коробок, должно быть подсобное оборудование для изготовления из гофрированного картона различных небольших всех видов и упаковок вкладышей, как-то: перегородок, подушек и пр.
Для данной дели используют типовое для картонажного производства универсальное закройное оборудование: картоннорезальные и рилевочно-резальные автомобили, биговочные автомобили, универсальные просекальные станки, угловысекальные автомобили и все другое оборудование для изготовления различных коробок и подробностей из гофрированного картона. Описание этого оборудования и разработка производства приведены в главе V.
Из гофрированного картона изготовляют в основном че-тырехклапанные склздные коробки. Закрой для четырехклапанного складного коробки складывается из одной подробности; протяженность данной подробности равна периметру коробки плюс ширина клапана для сшивки и плюс 6 мм на любой сгиб; ширина подробности равна высоте плюс ширина коробки плюс 4—6 мм на сгиб для плотного стыка клапанов (рис. 2).
Закрой, изготовленный на гофрировальном агрегате, имеет ширину законченную, а по длине он обрезается на прос.екально-ри-левочном печатном автомате; исходя из этого начальный закрой должен быть на 7 мм дольше. Печатание производится при помощи резиновых клише, прикрепленных к печатному (древесному) барабану просекально-рилевочно-печатной автомобили. Машина возможно приспособлена для двухкрасочной печати.
Штемпельная резина для клише должна быть мягкой при печатании картинок громадных размеров и более твёрдой для печатании небольших шрифтов.
Рис. 2. Закрой четырехклапанных складных коробок из гофрированного картона.
Просечально-рилевочно-печатная машина снабжена самоподачей и производительность ее достигает 50—200 подробностей в 60 секунд.
Двухслойный гофрированный картон есть полуфабрикатом для производства трех- и пятислойного картона. Данный картон используется кроме этого для упаковки (электроламп, стекла, фарфора и многих вторых) и для амортизационных прокладок при упаковке различных товаров в коробки.
Небольшой тип оборудования для производства гофрированного картона (производимый заводом им. Ярославского) складывается из двух независимых автомобилей, из которых одна предназначена для производства двухслойного гофрированного картона (шириной 1 л), а вторая, так называемая кашировальная, машина — для приклеивания третьего слоя и рубки нескончаемой полосы картона на отдельные страницы.
Это оборудование не имеет устройства для сушки трехслойного картона, исходя из этого картон сушится в страницах, сложенных в штабели при комнатной температуре в течение 6—12 час.
Дабы коробки из гофрированного картона были достаточно прочными, нужно выполнять следующие условия:
1) использовать для их изготовления картон и бумагу, строго отвечающие техническим условиям заказа;
2) использовать клей (жидкое стекло), соответствующий требованиям стандарта, поскольку с целью достижения прочности гофрированного картона нужна хорошая склейка между слоями;
3) при пропуске гофрированного картона через сушильные плиты нужно смотреть за тем, дабы профиль волнообразного слоя сохранить без мельчайших деформаций;
4) при закрое коробок необходимо верно вычислить допуски на сгибы для того, чтобы совершенно верно сохранить внутренние габариты и обеспечить плотный стык клапанов при закрывании коробки;
5) нагружать готовую тару пробным грузом и давать потребителю исчерпывающие сведения о предельной нагрузке для каждого вида коробок;
6) при креплении коробок по шву:
а) при склейке лентой использовать материал с некоторым запасом прочности для каждого вида коробки в отдельности;
б) при креплении проволочными скобками нужно смотреть за верным склепом скобок и достаточным по количеству размещением скобок по шву;
7) потребовать от потребителей строгого соблюдения всех правил качественной закупорки наполненных коробок.
Производство картонных коробок
Картонные коробки изготовляют из цельного картона толщиной 2—3 мм. Производство картонных коробок не отличается от производства таких же коробок из гофрированного картона за исключением процессов по заготовке картона.
Картон, пригодный для того чтобы толщиной от 2 до 3 мм, есть такими жёстким, что его нельзя свертывать в рулоны, исходя из этого заготовлять таковой картон на картонных фабриках нереально; его необходимо заготовлять на месте в один момент с закроем.
Для указанной цели существуют особые агрегаты, конструкция которых отличается от конструкции агрегатов для производства гофрированного картона тем, что вместо производства гофрированного картона на них осуществляется многослойная склейка картона либо бумаги. В случае если требуется изготовить картон толщиной 3,5—4 мм, то для этого склеивают пара слоев бумаги и рулонного картона до успехи указанной толщины. По окончании склейки картон получает громадную жесткость, нескончаемая полоса несгибающегося толстого картона, как и на гофрировальном агрегате, поступает машинально на закройные автомобили, где все процессы закроя ничем не отличаются от закроя гофрированного картона.
Все предстоящие процессы закроя и сборки картонных коробок кроме этого ничем не отличаются от производства гофрированных коробок, и для их осуществления требуется такое же оборудование, как и для коробок из гофрированного картона.