Руководящие технические материалы по проектированию
Надежность и долговечность машины обеспечивается прежде всего на стадии проектирования, поскольку от конструкции узла, примененных материалов, установленной чертежами точности сопряжений и т. д. зависят показатели ее надежности. Поэтому чрезвычайно важное значение приобретает упорядочение процесса проектирования деталей, узлов и машин в целом путем введения определенных норм и правил проектирования, что может быть успешно осуществлено только через систему комплексной стандартизации.
Однако, как мы указывали ранее, в настоящее время заводская стандартизация (в том числе и конструкторская) осуществляется, как правило, по мере стихийного созревания для стандартизации определенных объектов. При этом объектами стандартизации являются обычно отдельные широко применяемые детали машин, частота повторяемости которых в производстве приводит к целесообразности упорядочения их конструкций и типоразмеров.
Государственные и отраслевые стандарты, как правило, также не охватывают всего комплекса взаимосвязанных в конструкциях конкретных узлов деталей и не устанавливают методически направленных норм и правил проектирования этих узлов. В тех же случаях, когда конструкции каких-то широко применяемых узлов машин определены государственными стандартами, часто оказывается, что они разрабатывались применительно к конкретным условиям их эксплуатации и не могут быть без специальной проверки применены во всех отраслях машиностроения.
Непосредственное использование справочной технической литературы также не может быть признано целесообразным, поскольку литературные источники дают различные рекомендации при решении одних и тех же или аналогичных вопросов. В результате в машинах одного и того же технологического назначения и даже в одной и той Же машине, проектирование которой ведется по укрупненным конструкторским группам большими коллективами конструкторов, узлы с одинаковыми или близкими функционально-эксплуатационными характеристиками имеют различные решения, а детали узлов разные размерные и точностные параметры.
В связи со сказанным выше, качество проектируемых узлов машин находится в большинстве случаев в прямой зависимости от практического опыта и уровня теоретических знаний конструктора, а принятые в узлах машин и механизмов конструктивные решения не всегда бывают удачными и правильными и часто не соответствуют требованиям технологичности и условиям эксплуатации конкретных машин. Характерным в этом отношении является пример проектирования подшипниковых, узлов машин.
Анализ опыта проектирования, изготовления и эксплуатации подшипниковых узлов в промышленности показывает, что при проектировании и изготовлении оборудования часто не учитываются правила проектирования и изготовления подшипниковых узлов и допускаются погрешности конструктивного и технологического характера, отрицательно влияющие на работу подшипниковых узлов и значительно сокращающие их долговечность. Монтаж подшипников в опоре часто производится без соблюдения теобходимых требований — не обеспечивается заданная точность пои установке и монтаже подшипников, что приводит к преждевременному и даже аварийному выходу их из строя.
Это положение во многом объясняется тем, что при проектировании подшипниковых узлов конструкторы пользуются разной технической литературой, рекомендации которой не полны и очень часто противоречивы. Именно эта неполнота и противоречивость различных источников является основной причиной, вызывающей многообразие конструктивных решений при проектировании.
Неполнота рекомендаций этих литературных источников видна из того, что ни в одном из них не рассматривается, например, вопрос уплотнения подшипниковых узлов по корпусу. Отсутствуют рекомендации и в части конструктивных решений подшипниковых узлов при необходимости осуществления одновременного, но независимого регулирования зазоров в зубчатых зацеплениях и осевых зазоров в подшипниках. Лишь в одном из справочников дается схема установки подшипников в стакан, что далеко не достаточно. В технической литературе и справочниках отсутствуют также рекомендации по установлению величин радиального биения шеек валов под подшипники и не указываются требования к деталям при установке и выверке отдельно стоящих корпусов и т. д.
Противоречивость указаний и рекомендаций различных -источников может быть показана на следующих примерах.
1. В работе указывается, что значения зазоров между торцами деталей корпуса и наружным кольцом подшипника при создании «плавающей» опоры должны быть равны 3—5 мм при расстоянии между опорами до 1000 мм и 5—8 мм при расстоянии между опорами от 1000 до 3000 мм.
В то же время другой из указанных выше справочников рекомендует следующие зазоры: 3—8 мм при расстоянии между опорами до 1000 мм; 8—13 мм при расстоянии между опорами свыше 1000 мм. В третьем справочнике этот же зазор рекомендуется принимать в пределах 1—2 мм безотносительно к расстоянию между опорами.
2. Аналогичные противоречия мы находим и при указании значений зазоров между торцами крышки и подшипника при установке нерегулируемых подшипников по схеме «в распор». При наличии односторонней нагрузки один из справочников рекомендует принимать зазоры 0,4—0,5 мм при расстоянии между опорами от 300 до 500 мм и 0,5—0,7 мм — при расстоянии между опорами 500 до 1000 мм. В другом справочнике этот зазор рекомендуется принимать равным 0,2—0,4 мм независимо от расстояния между опорами.
3. Отсутствует единообразие и в критериях выбора схемы установки подшипников, правильное назначение которой имеет принципиальное значение для надежной работы узла. В одной из работ рекомендуется применять схему установки подшипников -«в распор» (при двухопорном вале) при расстоянии между опорами не выше 380 мм, между тем как в другой работе допускается применение этой схемы установки при расстоянии между опорами до 1000 мм, а в третьей эту схему установки рекомендуется применять при длине вала не более 250—300 мм.
4. Данные о значениях осевого зазора в подшипниках регулируемого типа в зависимости от внутреннего диаметра подшипника у различных авторов весьма близки, но рекомендуемые при этом расстояния между подшипниками (при одних и тех же их внутренних диаметрах) отличаются весьма существенно.
Таким образом, из-за отмеченных недостатков, упомянутая справочная техническая литература, как правило, не может служить рабочим пособием для конструкторов при конкретном проектировании, тем более, что она не учитывает и не может учесть всех специфических особенностей машин (конструкций и условий эксплуатации) и требований, которые должны предъявляться к подшипниковым узлам машин конкретного назначения.
Анализ большого числа чертежей узлов машин и механизмов показывает, что конструкторы часто не проводят расчеты размерных цепей подшипниковых узлов. В результате чего предельные отклонения размеров составляющих звеньев размерных цепей принимаются необоснованно, и, следовательно, назначение параметров компенсационного звена осуществляется без учета возможных значений замыкающего звена размерной цепи.
Причиной этого является отсуствие в настоящее время простой и надежной методики их расчета (существующие же методы громоздки и не наглядны). «Методика расчета размерных цепей» РТМ 23—61, разработанная ВНИИНмашем на базе теории вероятности, слишком сложна для повседневного применения конструкторами-машиностроителями. Кроме того, в этой методике не видно какую из составляющих размерной цепи наиболее целесообразно подвергнуть корректировке, при ее необходимости.
В связи с изложенным становится понятной необходимость комплексной конструкторской стандартизации узлов машин. Как показывает опыт, комплексная конструкторская стандартизация наиболее эффективна в том случае, когда анализу и стандартизации подвергаются не отдельные детали машин, а их функционально взаимосвязанные комплексы. Комплексные стандарты — это методические руководства по проектированию конкретных узлов машин.
Они должны исходить из условий эксплуатации машин и обеспечивать .такой уровень проектирования, когда проектируемые узлы компонуются преимущественно из стандартизованных деталей, а оригинальные детали узлов — из стандартизованных элементов.
Методику комплексной конструкторской стандартизации рассмотрим на примере разработки руководящих технических материалов по проектированию подшипниковых узлов машин.
Руководящий технический материал по проектированию подшипниковых узлов должен содержать следующие сведения (в порядке изложения):
1) указания о выборе подшипников;
2) область применения, размеры и основные характеристики подшипников качения (в установленной для данной отрасли машиностроения номенклатуре);
3) посадки подшипников качения и их обозначения;
4) шероховатость, отклонения формы и расположения посадочных поверхностей деталей подшипниковых узлов и другие требования к деталям;
5) общие положения по проектированию корпусов подшипниковых узлов;
6) методику расчета размерных цепей при проектировании подшипниковых узлов;
7) методику проектирования подшипниковых узлов с опорой вала (корпуса) на подшипниках качения нерегулируемого типа (с перечнем подшипников нерегулируемого типа);
8) методику проектирования подшипниковых узлов при установке радиальных шарикоподшипников нерегулируемого типа при вращающемся корпусе и неподвижном вале;
9) методику проектирования подшипниковых узлов в условиях установки подшипников нерегулируемого типа при многоопорном вале;
10) методику проектирования подшипниковых узлов с опорой вала на подшипниках регулируемого типа (с перечнем подшипников регулируемого типа);
11) методы уплотнения подшипниковых узлов по валу и корпусу;
12) методы регулирования зацепления зубчатых передач в подшипниковых узлах;
13) методы подготовки подшипников к монтажу;
14) способы регулирования и контроля установочных зазоров, и осевой игры подшипников (вала) при монтаже подшипниковых узлов;
15) перечень, конструкции и размерные ряды деталей подшипниковых узлов и порядок их выбора в проектируемый узел.
Рассмотрим методику разработки отдельных положений, которые должны быть непременно включены в руководящие технические материалы по проектированию подшипниковых узлов.
Прежде всего последовательно и методически правильно должна быть изложена схема выбора типа и размера подшипника, исходя из условий эксплуатации и конструкции конкретного подшипникового узла и действующих на подшипник нагрузок.
")
Рис. 9. Схема взаимного перекоса колец подшипников
Шероховатость, отклонения формы и расположения поверхностей деталей подшипниковых узлов, а также монтажные требования к деталям целесообразно рассчитывать заранее и излагать для удобства чтения в табличной форме. Это исключает ошибки при расчетах и делает проставляемые на чертежах требования идентичными.
Так, для точной установки колец подшипников относительно друг друга в пределах допуска на перекос (с учетом технологических возможностей производства и экономической целесообразности) важнейшее значение имеет правильное установление предельных отклонений ряда размеров деталей. К ним относятся размеры, определяющие расположение оси расточки корпуса относительно сборочной конструктивной базы (при отдельно стоящем корпусе) или расположение оси расточки гнезд под подшипники относительно общей оси (при монолитном корпусе или корпусах, устанавливаемых на общем основании и растачиваемых с одной установки).
В работе Е. Г. Рабинера указанные отклонения регламентируются допусками на суммарный перекос оси наружного кольца подшипника относительно оси внутреннего кольца на длине 100 мм. Этими допусками являются тангенсы углов Y1 и y2 (рис. 9).
Углы Y1 и у2 между осью вала и осями гнезд образуются за счет относительного смещения центров гнезд корпусов 1 и 2 на величину Р, являющуюся геометрической суммой вертикального и горизонтального смещения центров гнезд относительно друг друга плоскости, перпендикулярной оси 00, а также за счет перекоса В ей гнезд на углы и р2, представляющие собой геометрические углов перекосов осей гнезд (в двух плоскостях) относительно сборочных баз корпусов и рамы. Отсюда следует, что, на-[пимер, допускаемое отклонение от параллельности оси гнезда относительно сборочной базы отдельно стоящего корпуса должно составлять только часть величины допуска на суммарный перекос колец подшипников.
Поэтому при проектировании конкретных типов машин указанную рекомендацию применить непосредственно нет возможности, так как допуск на суммарный перекос колец подшипников состоит из допуска на непараллельность оси расточки относительно сборочных баз корпуса, из допуска на расстояние оси расточки от сборочной базы и допусков, относящихся к местам установки подшипников на раме. Отсутствие же конкретных рекомендаций в части назначения указанных допусков приводит к тому, что полученные расчетом величины предельных отклонений деталей узла (в пределах допуска на суммарный перекос) могут для идентичных случаев иметь разные значения, что недопустимо.
Рис. 10. Установочные базы корпусов подшипников: а — одна база А; б — две взаимно перпендикулярные базы А и Б
Отклонения от общей оси и от параллельности так же, как и значения предельных отклонений оси расточки корпуса от установочной базы, в нормативно-технических документах целесообразно задавать непосредственно в миллиметрах в зависимости от размеров деталей подшипниковых узлов и конструкции сборочных баз, что значительно облегчает работу конструктора и позволяет обеспечить идентичность требований, указываемых в чертежах.
Рис. 12. Заплечики корпусов (а) и калов (б): 1 и 2 — соответственно наружное и внутреннее кольца подшипников
Рис. 13. Принципиальные схемы установки подшипников
Одним из важнейших вопросов при проектировании подшипниковых узлов является выбор правильной схемы установки подшипников, поэтому руководящий материал по проектированию должен четко излагать достоинства и недостатки используемых в промышленности схем установки подшипников и давать конкретные рекомендации по их применению в данной отрасли машиностроения.
Существуют две принципиально различные схемы установки подшипников: с фиксированной и «плавающей» опорами вала (рис. 13, а) и схема «враспор» (рис. 13, б).
Преимущество первой схемы заключается в том, что при любом расстоянии между опорами Lb нет опасности заклинивания тел качения подшипников.
Рис. 14. Схемы создания фиксированных и «плавающей» опор
Для случая, когда осевое перемещение вала допускается (до 0,2 мм) и необходимо осуществить уплотнение узла между корпусом и крышкой, фиксация опоры осуществляется прокладками из картона и чертежной бумаги, устанавливаемых между торцами корпуса и крышкой (рис., 14, б). Размер глубины расточки корпуса должен быть таким, чтобы номинальная толщина комплекта прок-ладок не превышала 1 мм.
Если осевое перемещение вала не допускается, но требуется осуществить уплотнение между корпусом и крышкой, последнее производится резиновым кольцом (рис. 14, в).
В плавающей опоре подшипник жестко крепится только на валу (рис. 14, г). Для обеспечения возможности перемещения подшипника в плавающей опоре вдоль оси расточки корпуса под влиянием температурных расширений вала наружное кольцо подшипника в корпусе устанавливается по скользящей посадке Сп.
Принципиальная схема установки подшипников враспор обычно применяется при двухопорном вале, когда подшипники помещают в сквозных расточках монолитного корпуса. Каждая из опор фиксирует вал в осевом направлении только в одну сторону.
Важным моментом при установке регулируемых подшипников по схеме враспор является регламентация допустимых расстояний между опорами, поскольку при тепловом удлинении вала, обусловленном тепловыделением в подшипниковом узле при более низкой температуре корпуса, может произойти защемление вала в результате исчезновения осевой игры в подшипнике.
Расчеты показывают, что при установке подшипников регулируемого типа по схеме враспор допускаемые пределы осевой игры подшипников не позволяют увеличивать величину Lb больше значений. приведенных в табл. 23,‘поскольку при увеличении температуры узла выше 20° С тела качения подшипников могут быть защемлены из-за теплового удлинения вала.
В результате-того, что при схеме установки враспор упрощается как конструкция узла (уменьшается количество деталей), так и технология расточки Kophyca, применять эту схему рекомендуется и для подшипников нерегулируемого типа (тем более, что нерегулируемые подшипники не нуждаются в точной регулировке осевой игры). В этом случае необходимо предусмотреть лишь зазор между наружным кольцом подшипника и центрирующим бортом крышки, который должен обеспечивать тепловое удлинение вала ALb.
Чтобы не усложнять технологию и не увеличивать трудоемкость регулирования зазора л: предел регулирования следует назначать достаточно широким. Рекомендации по применению этой схемы не могут ограничиваться лишь соображениями работоспособности подшипников. Следует указывать, что возможность ее применения определяется как условиями работы вала, так и условиями работы насаженных на него деталей.
Если конструкция механизма допускает осевое перемещение вала на величину х — применение схемы установки враспор для нерегулируемых подшипников целесообразно, если же конструкция механизма не допускает такого перемещения, то необходимо подшипники устанавливать с одной фиксированной и одной «плавающей» опорами.
Для случая, когда зазор х обеспечивается набором прокладок из картона и чертежной бумаги, помещаемых между торцом корпуса и фланцем’крышки (которые одновременно являются уплотняющими подшипниковый узел но корпусу), необходимо производить расчет размерной цепи._ При расчете должны быть определены предельные расчетные значения зазора хр (рис. 15) между торцом корпуса и фланцем крышки, составляющие комплекта регулировочных прокладок и правильность назначенных при проектировании номинальных размеров звеньев цепи и их предельных отклонений.
Для расчета размерной цепи может быть рекомендована методика, сущность которой ясна из приводимого ниже примера. Она является наиболее удобной из-за простоты и наглядности, так как непосредственно по таблице расчета можно определить как размер, который наиболее целесообразно подвергнуть корректировке, так и величину, на которую следует его изменить.
Прежде чем приступить к расчету размерной цепи, необходимо определить наименьшее и наибольшее допустимое значения зазора хр. Здесь следует исходить из того, что наименьший зазор хр должен быть такой, чтобы между торцом корпуса и фланцем прижимной крышки была бы установлена хоть одна уплотняющая прокладка толщиной не менее 0,5 мм. При этом заданный зазор х между торцом прижимной крышки и подшипником (рис.
13,. б) при монтаже узла должен быть также выдержан.
Рис. 15. Схема составляющих звеньев размерной цепи подшипникового узла
В отличие от установки опор валов на подшипниках нерегулируемого типа, где для обеспечения монтажного зазора х можно ограничиться одним из приведенных выше способов, к опорам валов на подшипниках регулируемого типа предъявляются более жесткие требования как в части допускаемых пределов осевой игры подшипников, так и методов, обеспечивающих достижение заданных требований регулировки и уплотнения узлов при монтаже. Регулируемого типа подшипники (шариковые радиально-упорные однорядные, роликовые конические однорядные, шариковые упорные однорядные, шариковые упорные двойные) предназначаются для восприятия осевых или комбинированных (осевых и радиальных) нагрузок.
Рис. 16. Способы регулировки установочного зазора при установке подшипников по схеме враспор
Сущность регулирования осевой игры подшипников заключается в установлении необходимого зазора между телами качения и кольцами в подшипниках при монтаже узлов. Осевая игра представляет собой величину перемещения одного из колец подшипников из одного крайнего положения в другое в осевом направлении при неподвижном втором кольце при условии совмещения осей обоих колец подшипника (рис. 17).
Регулирование осевой игры подшипников регулируемого типа осуществляется:
1) набором металлических прокладок, закладываемых между: торцом корпуса и фланцем крышки (рис. 18, а);
2) компенсационным кольцом, обрабатываемым по толщине по месту при монтаже и закладываемым между торцами наружного кольца подшипника и направляющей части крышки (рис. 18, б)Я
3) прижимной упорной крышкой, шайбой и винтами (рис. 16);
4) гайкой на валу (рис. 18, в).
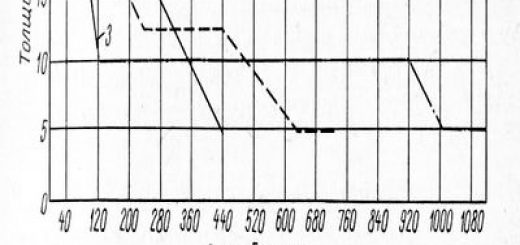
Рис. 17. Зависимость величины осевого зазора С от типа подшипника качения при парной их установке (L – 12d): 1 — конические роликоподшипники; 2 — радиально-упорные шарикоподшипники; 3 — двойные упорные шарикоподшипники
Рис. 18. Способы регулирования осевой игры подшипников: 1 — прокладки из картона; 2 — резиновое кольцо; 3 — металлические прокладки; 4 — компенсационное кольцо
Таким образом, толщина комплекта прокладок, а следовательно, и их количество находятся в прямой зависимости от значений размера замыкающего звена размерной цепи и допускаемых пределов осевой игры для данного типа подшипника. В свою очередь, значение замыкающего звена хр (рис. 15) является случайной величиной, поскольку она является функцией многих величин (размеров), входящих в размерную цепь.
Действительно, если каждый фактический (исполненный) размер, входящий в размерную цепь, может принимать любое значение внутри границ допускаемых предельных отклонений, т. е. является величиной случайной, подчинающейся определенному закону распределения вероятностей, то и значение замыкающего звена является случайной величиной. Недоучет этого фактора при назначении комплекта регулировочных прокладок приводит к тому, что необходимая долговечность подшипниковых узлов и безаварийная работа машин не может быть обеспечена. Предельные значения параметров замыкающего звена хр определяются следующими требованиями: 1) минимальное значение замыкающего звена должно гарантировать такой зазор между торцом упорного заплечика крышки и торцом подшипника, при котором обеспечивался бы подбор комплекта регулировочных прокладок при монтаже и подрегулировке осевой игры в процессе эксплуатации; 2) при максимальном и минимальном значениях величин хр исключается необходимость применения большого количества прокладок в комплекте и вместе с тем линейные размеры оригинальных деталей, входящих в размерную цепь, ограничиваются предельными отклонениями 4—5-го классов точности ОСТ 1010; 3) при максимальном значении замыкающего звена хртах обеспечивается достаточное, не затрудняющее монтаж узла, направление крышки в корпусе.
При назначении комплекта регулировочных прокладок (как в части номинальных значений их толщины, так и предельных отклонений) следует учитывать, что фактическое (замеренное рабочим) значение толщины конкретного комплекта прокладок может значительно отличаться от суммы номинальных значений толщин прокладок, входящих в набор. Объясняется это тем, что значения толщин наборов (К) прокладок являются функциями случайных ^величин: значений толщин материалов, предусмотренных конкретными стандартами, состояний прокатного оборудо-; вания, упругих свойств материалов и других факторов.
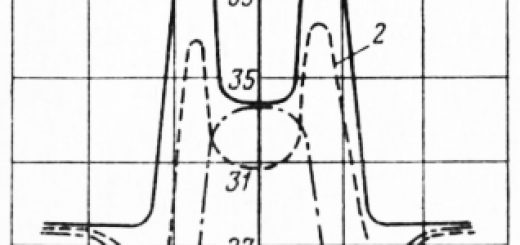
На рис. 19 показано рассеивание возможных значений толщин комплектов регулировочных прокладок в зависимости от фактической толщины материала. В данном случае составляющие комплектов взяты в соответствии с рекомендациями работы.
При определении для данного производства номенклатуры номинальных значений и предельных отклонений толщин регулировочных прокладок обязательно следует учитывать те ограничения, которые зависят от условий поставки материалов. Другими словами, для изготовления прокладок должны быть выбраны материалы, предусмотренные ограничительными стандартами предприятия и устойчиво приобретаемые службой материально-технического снабжения предприятия.
Таким образом, определяется оптимальный для каждого производства комплект регулировочных прокладок (как их толщина, так и предельные отклонения). Номенклатура толщин регулировочных прокладок должна обеспечивать надежную (достоверную) регулировку осевой игры всех применяемых на данном производстве регулируемых подшипников (со всеми пределами регулирования) при всех значениях размер замыкающего звена Хракт , находящегося в пределах 0,2— 2,25 мм, и при минимальных затратах времени на регулирование.
Рис. 19. Рассеивание возможных значений толщин комплектов регулировочных прокладок в зависимости от фактической толщины материала: 1 — номинальные значения толщин; 2 — границы рассеивания
Количество прокладок каждой толщины, необходимое для регулирования осевой игры подшипников с данными пределами регулирования, должно быть рассчитано для каждого значения хрт = 0,2н-2,25 мм через каждые 0,01 мм. Эти данные сводятся в специальные таблицы выбора регулировочных прокладок.
При определении комплекта прокладок необходимо учитывать и следующее. Если в комплекте нет прокладок, с помощью которых можно компенсировать дисперсию (рассеивание) скомплектованного набора при любом значении его толщины х*акт = 0,2 н-2,25 мм, то такой набор непригоден из-за «жесткости», какую бы высокую вероятность регулирования при однократно^ наборе комплекта он не имел.
При регулировании осевого зазора рабочий, замерив зазор хр между торцами крышки и корпуса и пользуясь таблицей, в которой указаны состав и количество прокладок в комплекте, соответствующие данному значению х^акт , набирает из ящиков комплект заранее изготовленных нужных ему прокладок и замеряет его толщину.
Вероятность того, что толщина комплекта прокладок, выбранных указанным выше способом, будет удовлетворять этому условию и является вероятностью (надежностью) регулирования осевой игры данным (т. е. установленным заранее) комплектом при однократном наборе прокладок в комплект.
Наборы, составленные из прокладок этих толщин, жестко фиксированы и не могут быть подрегулированы, если их фактические размеры попадут в область значений, не удовлетворяющую рассмотренному условию. Это объясняется тем, что в их составе нет прокладок, среднее значение которых близко к дисперсии набора (наименьшая прокладка в наборах, составленных из прокладок указанных толщин, имеет среднее значение 0,1425 мм).
Вместе с тем включение в состав комплекта, прокладок, способных компенсировать рассеивание набора (подобранного для любого значения x$aKmy делает этот комплект более эластичным,
При регулировании осевой игры с помощью компенсационного кольца (рис. 18, б) также необходимо производить расчет размерной цепи подшипникового узла, при котором должны быть определены предельные расчетные значения зазора хр между корпусом и фланцем крышки и правильность назначения при рабочем проектировании номинальных значений звеньев цепи и их предельных отклонений (при расчете используется номинальный размер значения толщины компенсационного кольца без предельных отклонений).
Исходят из того, что остаточная (после шлифования) толщина кольца не должна быть меньше 1,5 мм при исходной толщине ~4 мм. Размеры заготовок для колец также стандартизуются. Шлифование компенсационного кольца производится по месту в процессе монтажа узла, исходя из величины фактического (измеренного монтажником) зазора между торцом корпуса и фланцем крышки с учетом пределов допускаемой осевой игры подшипников.
В узлах, где установлены подшипники нерегулируемых типов, уплотнение узла по корпусу производится довольно просто: между торцами корпуса и крышки устанавливаются прокладки из картона и чертежной бумаги (эти прокладки одновременно являются и регулировочными прокладками, обеспечивающими регулировку зазора при установке подшипников по схеме в распор). Способы уплотнения подшипниковых узлов по корпусу, в которых установлены подшипники регулируемых типов, в справочниках и литературных источниках не рассматриваются.
Рекомендации по применению тонкой плотной бумаги в качестве уплотняющего материала не могут быть признаны целесообразными, так как в этой работе не приведены требования к уплотняющему материалу, а термины «тонкая» и «плотная» не определяют его качество. Необоснованность подобных рекомендаций приводит к тому, что (как показывает анализ чертежей механизмов с регулируемыми подшипниками) конструкторы решают вопрос уплотнения узлов по корпусу по-разному и часто неправильно.
Так, например, торец корпуса и регулировочные металлические прокладки промазывают густой смазкой или бакелитовым лаком. Однако при этом, имея в виду, что пределы осевой игры подшипников очень малы,-нет никакой уверенности в том, что осевой зазор находится в допустимых пределах, так как бакелитовый лак на каждом из уплотняемых торцов образует пленку, толщину которой не удается замерить и учесть. Кроме того, при демонтаже подшипникового узла уплотняемые торцовые поверхности корпуса и крышки нарушаются, поскольку остатки лака удаляют с помощью зубила, напильника и т. д.
Применяют и другие способы уплотнения, например, прокладывают нитки по торцу. Однако этот метод также не позволяет надежно регулировать осевую игру подшипников.
Надежность регулирования осевых зазоров в подшипниковых узлах, в которых установлены подшипники регулируемых типов, можно обеспечить только в том случае, когда уплотнение узла по корпусу производится независимо от регулирования осевых зазоров. В практике хорошо зарекомендовала себя конструкция уплотняющего устройства, предусматривающая специальную расточку в корпусе, в которую заводится резиновое кольцо по ГОСТ 9833—61, а регулировочные прокладки помещают между торцами корпуса и крышки.
При проектировании подшипниковых узлов очень важно производить правильный выбор метода уплот-енИя подшипникового узла по валу. Поэтому конструктору должны быть даны четкие рекомендации по выбору вида уплот-ения в зависимости от условий работы узла. Для каждого вида “ппотнения должны быть перечислены требования, предъявляемые к поверхностям деталей, контактируемым с уплотнением.
Указанные рекомендации должны иметь следующий вид.
1. Уплотнение войлочными кольцами. Этот вид уплотнения рекомендуется применять в тех случаях, когда уплотняемый узел работает в условиях консистентной смазки, при малой запыленности и загрязненности окружающей среды, при температуре среды не выше 90 °С и при отсутствии избыточного давления на одну из сторон уплотнения.
Рис. 20. Уплотнение подшипникового узла по корпусу с помощью резинового кольца: 1 — подшипник качения; 2 — резиновое кольцо
Окружная скорость вала при применении в качестве уплотнения войлочных колец из грубошерстного и полугрубошерстного войлока допускается до 2 м/с, при кольцах из тонкошерстного войлока — до 5 м/с.
Шероховатость поверхности шейки вала, контактирующая с войлочным кольцом, должна быть не ниже V6. При более высоком классе чистоты поверхности шейки вала и при кольце из тонкошерстного войлока этот вид уплотнения может применяться и при окружной скорости вала до 8 м/с. Шейку вала под кольцом рекомендуется термически обрабатывать до HRC 40—45.
Биение шейки вала под кольцом в собранном узле не должно превышать 0,1 мм. Перед установкой войлочные кольца пропитываются горячим (80—90 °С) минеральным маслом. Это требование обязательно должно быть записано в раздел технических требований сборочного чертежа.
2. Уплотнения резиновыми армированными манжетами. Этот вид уплотнения предназначается для узлов, где уплотняемой средой являются минеральные масла и вода с температурой от —45 °С До +120 °С. Окружная скорость вала в случае применения в качестве уплотнения армированных манжет не должна превышать при шероховатости поверхности под манжетой V7—5 м/с и при шероховатости поверхности под манжетой у 8—15 м/с.
Предельные отклонения диаметра вала (втулки) под манжетой не должны превышать поля допуска по С5. Поверхность вала (втулки), охватываемая манжетой, должна иметь твердость не ниже HRC 40—45. Биение шейки вала под манжетой не должно превышать при окружной скорости до 4 м/с — 0,2 мм; при окружной скорости до 15 м/с — 0,1 мм.
К местам контакта между манжетой и валом (втулкой) для обеспечения масляной пленки должен производиться подвод смазки в ограниченном количестве. Перед уплотнением не рекомендуется устанавливать маслосбрасывающие шайбы, лабиринты и другие защитные устройства. Для облегчения монтажа манжеты и для предупреждения от повреждения вал и корпус должны иметь заходную фаску размером не менее 1X45°.
Манжета должна быть установлена открытой полостью в сторону повышенного давления. Следует помнить, что в особо ответственных случаях, где протекание масла абсолютно недопустимо, применять резиновые манжеты без предварительной их проверки или испытания на надежность уплотнения не рекомендуется.
Рис. 21. Уплотнение валов с помощью резиновых манжет
Рис. 22. Уплотнение вала в поджимных сальниках войлочными кольцами: 1 — корпус; 2 — войлочное кольцо; 3 — втулка нажимная
При давлении уплотняемой среды 0,5—5 кгс/см2 — устанавливается одна манжета с опорой на кольцо (рис. 21, а) при давлении 5 — ГО кгс/см2 — две манжеты с опорами на кольцо (рис. 21, б); в промежуток между манжетами должна быть подведена смазка, необходимая только для смазки поверхности контакта второй манжеты с валом. Наружные диаметры кольца и втулки должны соответствовать диаметру расточки в корпусе под манжету с предельным отклонением по Х4.
Профиль кольца со стороны манжеты должен быть идентичен профилю манжеты. Канавка на втулке выполняется кольцевой.
3. Уплотнение сдвоенными войлочными кольцами в поджимных сальниках (рис. 22).
4. Уплотнение с помощью проточек (жировые канавки) — (рис. 23). Этот вид уплотнения применяется при консистентной . азке и При незначительном перепаде температуры подшипникового узла и окружающей среды.
Окружная скорость шейки вата не должна превышать 5 м/с.
5. Лабиринтные уплотнения (рис. 24). Этот вид уплотнения применяется для случаев, когда окружные скорости вала высоки (до 50 м/с).
При применении лабиринтных уплотнений рекомендуется проверять их расчетом. Методика расчета изложена в справочном пособии.
Рис. 23. Уплотнение с помощью проточек
Рис. 24. Лабиринтные уплотнения
Значения элементов уплотнений подшипников определяются по следующим формулам: d0 = d + 2е; d2 = dx f 2e; = d3 + +‘2e; f — 5e; r— по табл. 28 (кроме конических) и е—по табл. 28; d, dlt d3 — из нормального ряда диаметров.
6. Комбинировнаные уплотнения. При работе в сильно загрязненной, пыльной и влажной среде рекомендуется применять для уплотнения сальниковые войлочные кольца в сочетании с канавочными уплотнениями (рис. 25, а), с лабиринтными уплотнениями (рис.
25, б) и с лаби-ринтно-канавочными уплотнениями (рис.
При этом в качестве примеров следует выбирать наиболее характерные схемы для данной отрасли машиностроения, а также такие из них, в которых наиболее часто встречаются ошибки, совершаемые конструкторами при проектировании. Конкретные конструктивные схемы компоновки должны сопровождаться необходимыми пояснениями, а в случае необходимости и расчетами.
Рассмотрим некоторые конкретные схемы установки подшипников. Установка радиальных шарикоподшипников нерегулируемого типа при вращающемся корпусе и неподвижном вале производится в основном в узлах натяжных устройств, в промежуточных передачах зубчатыми колесами, звездочками, шкивами, в свободных роликах и в других аналогичных случаях. На рис. 26 а и б показаны узлы с уплотнением, а на рис.
26, б и г узлы, не требующие уплотнения.
Рис. 25. Комбинированные уплотнения узла по валу
По конструктивным схемам, приведенным на рис. 26, а ив, величина зазора хь между внутренним кольцом левого подшипника и пружинным кольцом на валу определяется предельными отклонениями размеров деталей, участвующих в размерной цепи. Предельные отклонения размеров должны назначаться не точнее 4—5-го классов точности ОСТ 1010. Однако при этом должно быть соблюдено условие, при котором зазор xb mln не имел бы отрицательного значения.
Фактор теплового удлинения корпуса при установке подшипников по этим схемам не учитывается.
При установке подшипников по схемам, приведенным на рис. 26, б и г, при определении xbmin, кроме собираемости узла, должен быть учтен фактор возможного теплового удлинения корпуса, а поэтому зазор хъ т1п должен быть назначен не менее х (табл. 24, вал горизонтальный).
Соблюдение этого требования проверяется расчетом размерной цепи подшипникового узла.
Каждый из подшипников в опоре узла, представленного рис. 18, а, зафиксирован с одной стороны заплечиком на валу, а с другой — торцовой крышкой. Такой способ установки подшипников позволяет производить сквозную расточку корпуса с одного его установа и не требует концевого крепления подшипника на валу. В узле, представленном рис. 18, а, регулирование осевой игры подшипника осуществляется с помощью металлических прокладок.
В узле, представленном рис. 18, в, наружные кольца подшипников упираются в заплечики корпуса и регулирование осевой игры производится подтяжкой внутреннего кольца правого подшипника с помощью гайки. Посадочная поверхность пала для левого подшипника должна обрабатываться по посадке Я, а правого—по посадке П.
Рис. 26. Установка радиальных шарикоподшипников нерегулируемого типа при вращающемся корпусе и неподвижном вале
Схемы установки подшипников (рис. 18, а) имеют существенное отличие от схем установки, приведенных на рис. 18, в. Это отличие заключается в том, что при одинаковом расстоянии Lb между подшипниками расстояния от опорных баз Ьх и Ь2 до точек пересечения линий контактных давлений с осью вала получаются различными.
В связи с этим способность подшипников к восприятию йзгибающих моментов в плоскости оси йала и корпуса при установке по схеме, приведенной на рис. 18, в, значительно больше, чем при установке по схеме, приведенной на рис. 18, а.
К достоинствам установки однорядных конических роликоподшипников по схеме, приведенной на рис. 18, в, следует отнести й то, что в консольных конструкциях при радиальных усилиях, приложенных к консоли, наиболее нагруженные сечения роликов в подшипнике имеют наибольший диаметр.
На основе исследований и стандартизации конструктивных схем установки подшипников, схем их фиксации на валу и в корпусе, методов уплотнения по валу и корпусу, а также методов регулирования осевой игры подшипников осуществляется конструкторская стандартизация всех деталей подшипниковых узлов.
Для облегчения проектирования подшипниковых узлов с применением стандартных деталей и элементов разрабатываются справочные таблицы (табл. 29), по которым в зависимости от выбранного метода закрепления подшипника на валу и типа подшипника конструктор выбирает метод уплотнения узла по валу, а также вид (конструкцию) уплотнения узла по корпусу. Для более быстрого нахождения необходимых конструктивных стандартов в справочной таблице даются указания на номера таблиц и страницы сборника, в котором приведены конструкции и размерные параметры стандартизованных деталей.
По аналогии с изложенным методом можно разрабатывать руководящие технические материалы и на другие узлы машин.
В заключение следует отметить, что разработка методики проектирования узлов машин и комплексная стандартизация их конструкций (или их элементов), деталей, технологии изготовления и сборки, методов и средств контроля и т. д., создавая научно-методическую базу проектирования, позволяют коренным образом улучшить качество и повысить надежность работы как узлов, так и машин в целом. Указанное направление должно стать основным направлением проектирования в современных условиях.